Изобретение MOKet, быть использовано в промыпшенности теплоизоляционных строительных материалов для производства минераловатных изделий.
Целью изобретения является расширение номенклатуры вьтускаемых изделий.
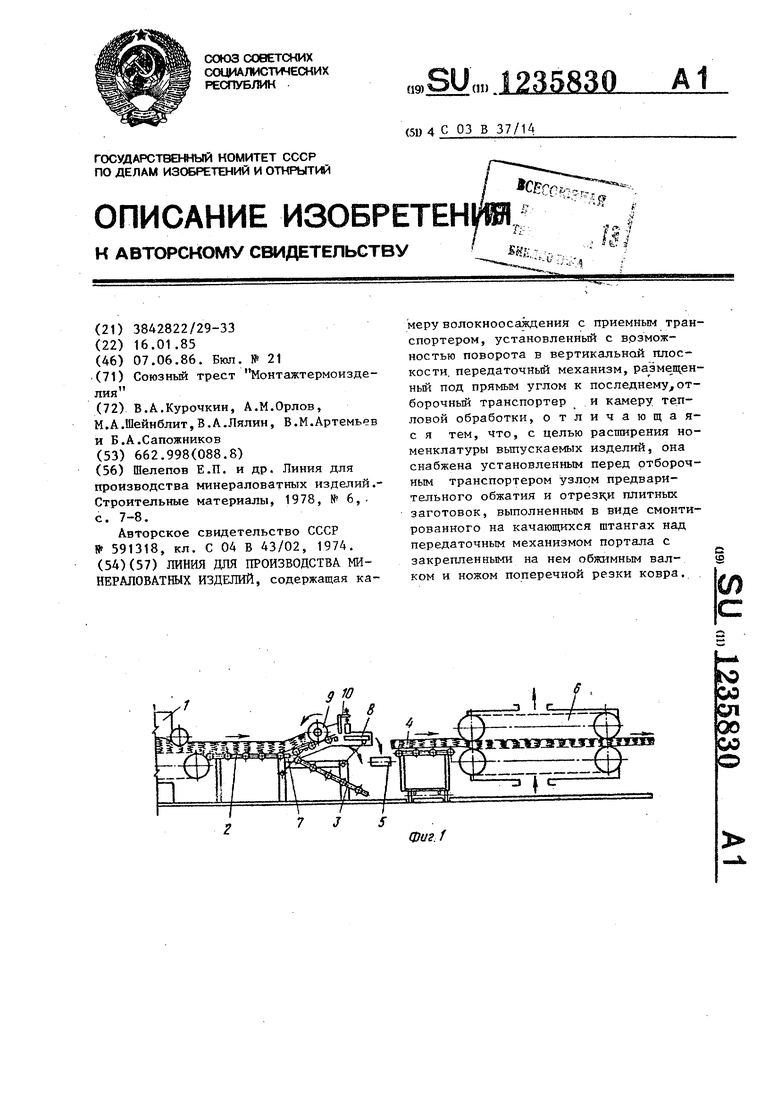
На фиг. 1 изображена ли няя для производства минераловатных изделий, общий вид; на фиг. 2 - то же, вид в плане.
Линия содержит камеру 1 волокно- осаждения с приемным транспортером, передаточньй механизм в виде последовательно размещенных рольганга 2, установленных с возможностью поворота в вертикальной плоскости, рольганга 3 и закрепленного на каретке подвижного рольганга 4, между которым под прямым углом установлен подвижный отборочный транспортер 5, и камеру 6 тепловой обработки ковра. Перед отборочным транспортером 5 установлен узел предварительного обжатия и отрезки плитных заготовок, выполненный в виде смонтированного над рольгангом 3 на качающихся штангах 7 портала 8 с закрепленными на нем обжимным валком 9 и ножом 10 поперечной резки ковра.
Линия работает следукядим образом.
Пр рпитанный связующим минераловат ный ковер из камеры 1 волокноосажде- ния по переданлцим рольгангам 2-4, установленным в линию,подается в каРедактор Н.Гунько
Составитель Б.Коган
Техред М.Ходанич Корректор Е.Сирохман
Заказ 3055/19 Тираж 457 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
358302
меру 5 тепловой обработки на производство плитных изделий,при этом портал 8 на штангах 7 поднимается над рольгангами 2 и 3, образуя арку,под 5 которой ковер пропускается в камеру 6. При переходе линии на выпуск навивных цилиндров рольганг 3 опускается, а рольганг 4 отводится от него и при поднятом портале 8 проводится О подача ковра по рольгангу 3 на навивку рулонов, передаваемых на отдельные станки (навивочное устройство для рулонов не показано).
По окончании производства рулонов в тех же положениях частей рольгангов 3 и 4, на щтангах 7 портал 8 опускается на производство обжатых с помощью валка 9 плит ных заготовок, отрезаемых ножом 10. На место отодвинутого рольганга 4 вдвинут ленточный транспортер 5 для передачи полученных ШП1ТНЫХ заготовок к контейнерам 11. Дгшее контейнеры 11 устанавливаются у групп отдельно стоящих прессов (не показаны), на которых производятся скорлупы и сегменты.
Таким образом,на предлагаемой линии вьтускаются плиты жесткие и полужесткие, навитые цилиндры для трубопроводной изоляции,а также скорлупы и сегменты того же назначения. Перестройка линии на производстве любого из в1адов изделий проводится без остановки линии в течение 3-7 мин.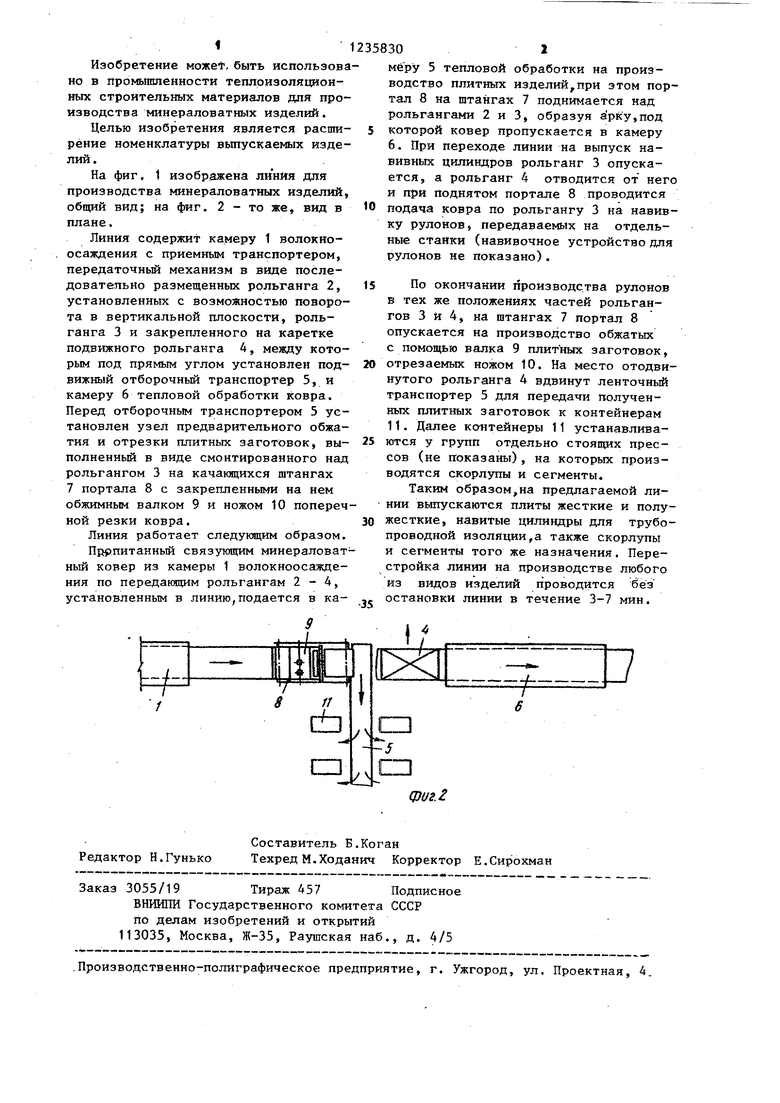
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления минераловатных плитных заготовок | 1986 |
|
SU1316828A1 |
| Линия для производства минераловатных изделий | 1987 |
|
SU1500478A1 |
| Устройство для тепловой обработки поверхности минераловатного ковра | 1988 |
|
SU1544571A1 |
| Устройство для изготовления профилированных минераловатных изделий | 1980 |
|
SU908781A1 |
| Установка для изготовления минераловатных изделий | 1981 |
|
SU1044618A1 |
| Поточная линия для производства прошивных теплоизоляционных изделий | 1987 |
|
SU1461634A1 |
| Устройство для тепловой обработки поверхности минераловатного ковра | 1984 |
|
SU1275011A1 |
| Установка для изготовления профилированных минераловатных изделий | 1981 |
|
SU1047888A1 |
| Линия для производства волокнистых плит с вертикальным направлением волокон | 1977 |
|
SU717891A1 |
| Способ изготовления жестких минераловатных плит | 1987 |
|
SU1533858A1 |
| Шелепов Е.П | |||
| и др | |||
| Линия для производства минераловатных изделий .- Строительные материалы, 1978, № 6, | |||
| с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Поточная линия для изготовления минераловатных изделий | 1975 |
|
SU591318A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
