1
Изобретение относится к машиностроению, а точнее и литейному производству, в частности к центрированию модельно-опочной оснастки при изготовлении литейных форм на автоматических формовочных линиях.
Цель изобретения - обеспечение автоматического центрирования литейной оснастки при ф|. рмовке и сборке, аовьш1ение его точности, а также увеличение срока службы центрирующих элементов модельно-опочной оснастки.
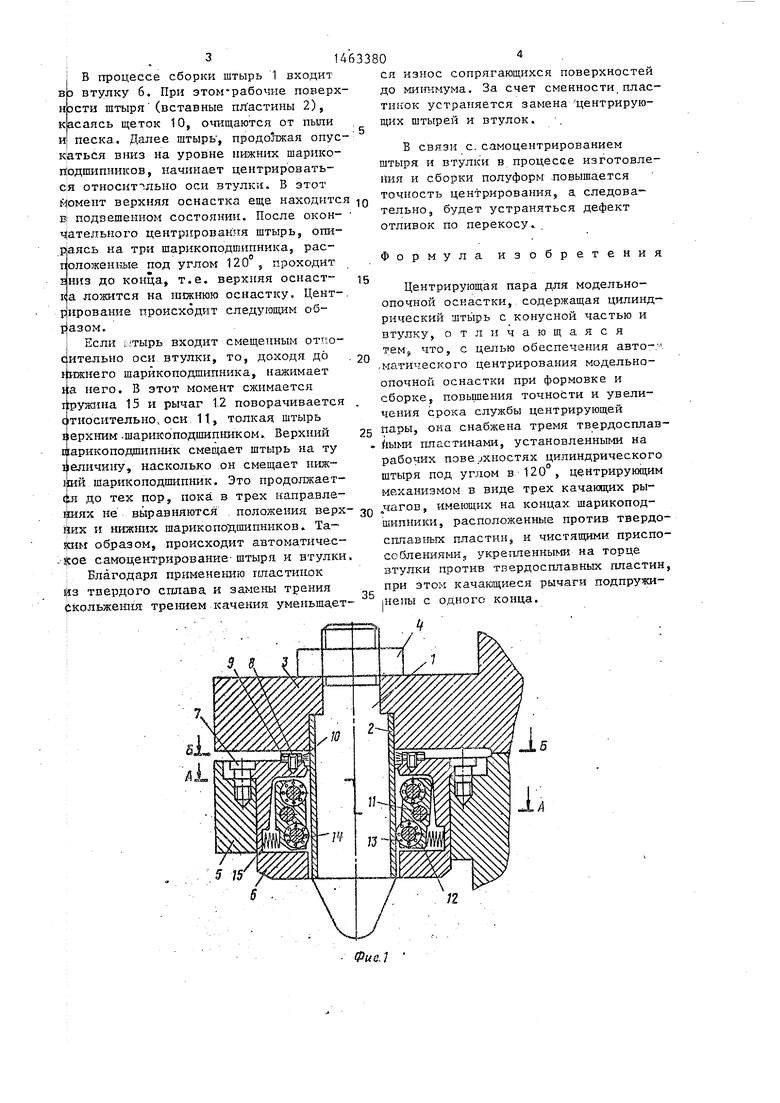
На фиг.1 показана центрируклцая пара модельно-опочной литейной оснастки, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1.
Центрирующая пара модельно-опочной оснастки состоит из цилиндрического штыря 1 с тремя вставными пластинами 2, трапецеидальной формы из твердого сплава. Штырь 1 жестко крепится к уш- kcy верхней оснастки 3 с помощью гай- ки 4. В ушке нижней оснастки 5 жест ко закреплена втулка 6 при помощи болтов 7. К втулке 6 прикреплен с помощью винта 8 щеткодержатель 9 со щеткой 10. На оси 11 подвижно посажен рычаг 12 с шарикоподшипниками 13, установленными на осях 14, подпружиненный с одного конца упругим элементом 15.
Центрирующая пара работает следукг- щим образом.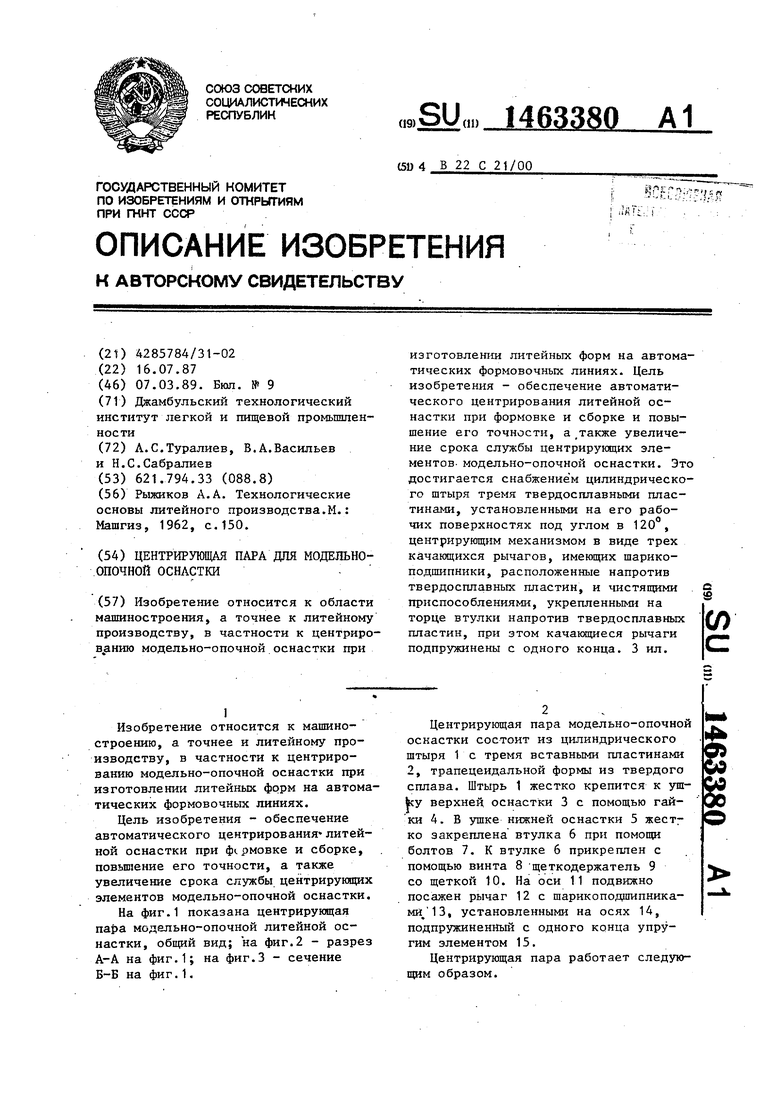
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| Штыревое соединение деталей | 1990 |
|
SU1802214A1 |
| Центрирующая пара | 1991 |
|
SU1811435A3 |
| Модельная оснастка | 1986 |
|
SU1416258A1 |
| Способ простановки стержней в литейную форму и комплект кондукторов для осуществления способа | 2017 |
|
RU2725927C2 |
| Опочная оснастка | 1983 |
|
SU1118476A1 |
| Способ изготовления разъемных магнитных форм и модельная плита для его осуществления | 1986 |
|
SU1388188A1 |
| Формовочная машина | 1977 |
|
SU839661A1 |
| Автоматическая формовочная линия | 1981 |
|
SU1031645A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
Изобретение относится к области машиностроения, а точнее к литейному производству, в частности к центриро- модельно-опочной оснастки при изготовлении литейных форм на автоматических формовочных линиях. Цель изобретения - обеспечение автоматического центрирования литейной оснастки при формовке и сборке и повышение его точности, а также увеличение срока службы центрирующих элементов- модельно-опочной оснастки. Это достигается снабжение м цилиндрического штыря тремя твердосплавными пластинами, установленными на его рабочих поверхностях под углом в 120°, центрирующим механизмом в виде трех качающихся рычагов, имеющих шарикоподшипники, расположенные напротив твердосплавных пластин, и чистящими приспособлениями, укрепленны ш на торце втулки напротив твердосплавных пластин, при этом качакхциеся рычаги подпружинены с одного конца. 3 ил. 8 (/)
Фие.1
о
1
6-6
(рие.З
| Рыжиков А.А | |||
| Технологические основы литейного производства.М.: Машгиз, 1962, с.150. |
