t l
Изобретение относится к литейному производству, в частности к оснастке для изготовления литейных форм.
Известна опочная оснастка, включающая две пары боковых стенок П ,
Недостаток данной оснастки-т -расположение боковых стенок по периметру формы, что не позволяет получать рабочие полости в двух, трех четырех плоскостях, сохраняя все преимущества безоп.очных форм.
Известна опочная оснастка, содержащая две боковые стенки, связанные соединительными элемента ш 2J .
Недостатком известной оснастки является то, что ее нельзя использовать при подготовлении форм прессованием со всех сторон под высоким удельным давлением.
Цель изобретения - увеличение тех.нологических возможностей.
Дпя достижения указанной цели опочная оснастка, содержащая две боковые стенки, связанные соединительнь1ми элементами, последние связаны с боковыми стенками в их центральной части.
При этом соединительные элементы выполнены в виде перфорированных труб.
На фиг. 1 изображена предлагаемая опочная оснастка, вид в плане; на фиг. 2 - вид сбоку; ни фиг. 3 - 5 процесс изготовления литейных форм в предлагаемой опочной оснастке объемным пресованием; на фиг. 6 - полученная лиуейная форма с отпечатками- с четырех сторон с опочной оснасткой , в которой соединительные элементы выполнены в виде одной трубы,расположенной в центре формы, на фиг.7 указанная форма вид -в на фиг. 8 - форма, в которой соединительные . элементы выполнены из двух труб; на фиг. 9 - форма, в которой соединительные элементы стенок вьшолнены из трех труб, расположенных на одной оси по центру формы, рабочие полости выполнены с двух сторон форм; на фиг 10 - форма, в которой соединительные элементы вьшолнены из пяти труб, расположенных симметрично по центру формы, рабочие полости 1выполнены с четырех сторон формы.
Опочная оснастка содержит пару стенок.I, систему штырь 2 - втулка 3 отверстие 4, соединительный, элемент в виде полой трубы 5, встроенной внутри формы 6, В трубе выполнены
761
винты 7 для отсоса воздуха в процес-се пресования и (или) в процессе .заливки формы металлом. Количество, конструкция, размеры и расположение труб выбирается в зависимости от конфигурации модельной оснастки и от технологических особенностей изготовления форм. При этом могут использоваться одна, две и более труб и размещаться как на фиг. 7 - 10. Опочная оснастка может применяться при изготовлении форм из холоднотвердегацих смесей, смесей без связующих (вакуумная формовка) и песчано-глинистых
смесей.
В качестве примера предлагается вариант испод}ьзования оснастки -при изготовлении форм объемным прессованием из песчано-глинистых смесей.
Подъемным механизмом 8 опочная оснастка устанавливается в формовочную камеру 9, прессовые стенки 10 с модельными комплектами 11 раздвинуты. Происходит свободная засыпка формовочной смеси (не показано).Одновременно с прессованием смеси стенками . 10 производят вакуумирование смеси через трубу 5, отверстие 4, винты 7 и вакуумпровод 12. Вакуумйрйвание.
смеси внутри формь: обеспечивает высокое качество уплотнения смеси вследствие большой подвижности и текучести смеси. Усилие прессования распределя.ется практически одинаково вокруг трубы 5, что исключает изгибающие моменты при любом удельном давлении прессования.
После окончательного прессования , прессовой колодкой 13 производят вытяжку модели в форма вьздается для
сборки толкателями 14 и 15. Формы жакетируются друг с другом и могут собираться по системе штырь 2 - втулка 3 в вертикальные и горизонтальные
стопки 16 и 17 с простановкой стержней или без них. Литниковая система (прибыль, стояк) располагаются в разъеме формы. Дпя сборки форм в опочной О сна стке .предусмотрены гнезда 18.
Во время заливки и охлаждения формы или постоянно поджимаются, или скреп-, ляются скобами, того, в процес се заливки и охлаждения форм происходит отсос газов посредством труб 5,
. что улучшает условия работы в литей- ном цеху И ускоряет охлаждение отливок. Выбивку производят методом выдавливания с вибрацией.J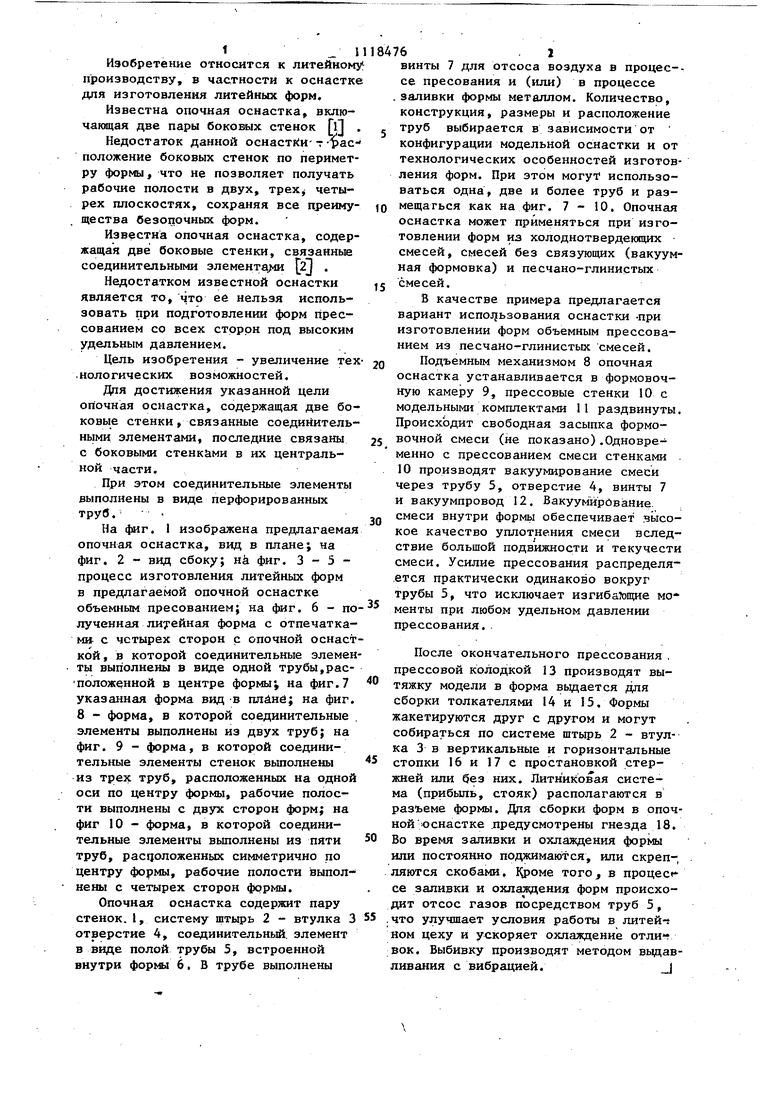
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1980 |
|
SU980928A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1992 |
|
RU2033291C1 |
| Устройство для изготовления литейных форм | 1980 |
|
SU899234A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Способ изготовления литейных форм | 1988 |
|
SU1613242A1 |
| Машина для уплотнения литейных полуформ | 1990 |
|
SU1748920A1 |
| Способ изготовления литейных форм | 1982 |
|
SU1052314A1 |
| Формовочная машина | 1987 |
|
SU1452645A1 |
| Способ изготовления литейных форм | 1977 |
|
SU1119768A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
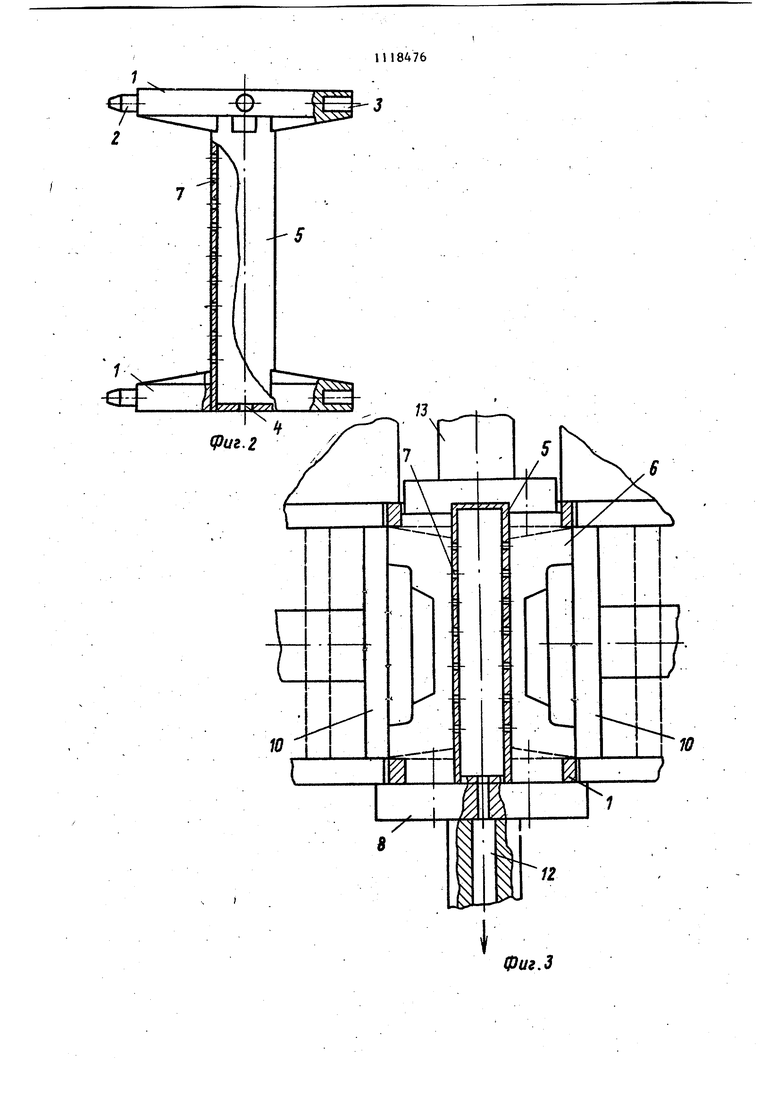


1. ОПОЧНАЯ ОСНАСТКА, содержащая две боковые стенки, связ-анные соединительными элементами, о тличающаяс я тем, что, с целью увеличения технологических возможностей, соединительные элементы связаны с боковыми стенками в их центральной части. 2. Оснастка поп.1, отличающ а я,с я тем, что соединительные элементы выполнены в виде перфорированных труб. Г
и .
r(v V. -/
. л /. -
(
}
: -.Г
7л-.
f/
If
(pu.S
ЩЩ
( f
1 1 18476
..1
--Х 7
1 -. Х-/:.-.
/J УМ
Фиг.
Фи. 7 5
i
е
фиг. 9
I № Z
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ОПОЧНАЯ ОСНАСТКА) | 0 |
|
SU199353A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ОПОКА ДЛЯ ФОРМОВКИВСЕСОЮЗНАЯ | 0 |
|
SU329955A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
