Изобретение относится к области литейного производства, а именно к непрерьтному литью металлов на маши- . нах .непрерывного литья заготовок.
Цель изобретения - повышение точ ности резки непрерьшного слитка путем учета изменения реального времени срабатывания зажимов.
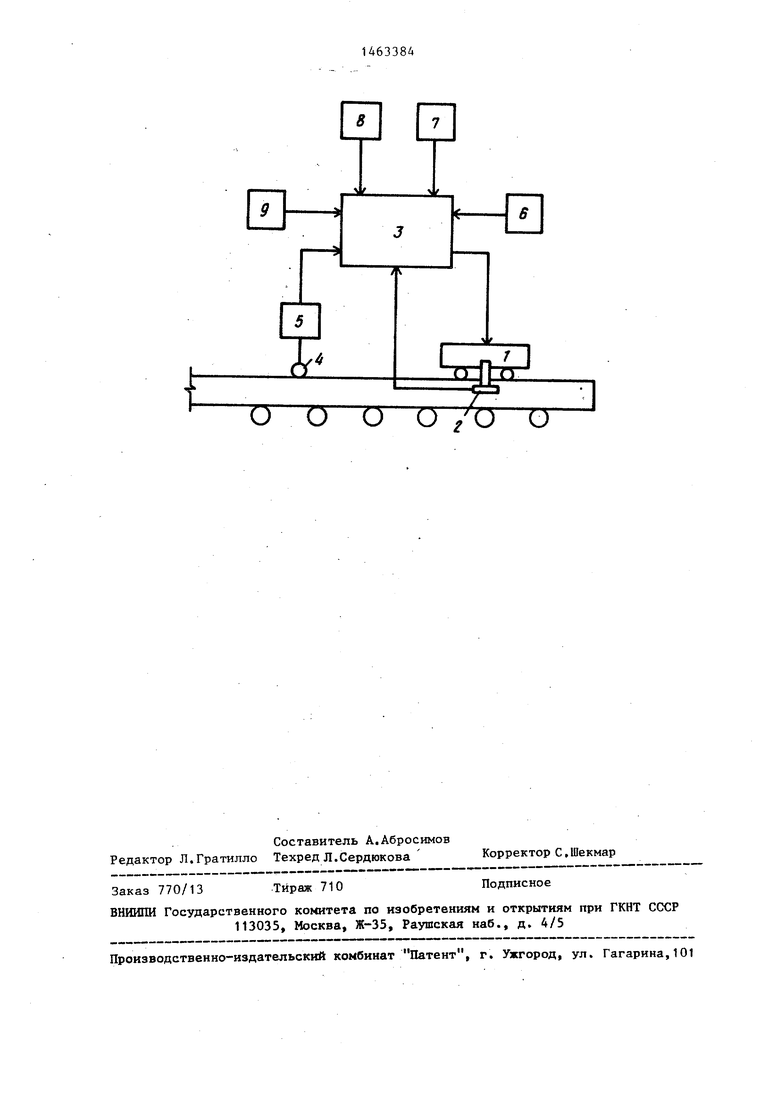
На чертеже дано устройство, реализующее предлагаемый способ.
Устройство содержит блок 1 включения резки, датчик 2 срабатывания зажимов, вычислительный блок 3, мерительный ролик 4, датчик 5 текущей длины слитка, таймер 6, датчик 7 скорости движения слитка, задатчик 8 мерной длины, задатчик 9 начаяьного ; времени сведения зажимов.
В качестве блока включения резки может использоваться машина газовой
резки с системой управления вычислительный блок - микро-ЭВМ СМ-1800,- датчик срабатывания зажимов - оконечный выключатель; датчик текущей длины слитка - датчик ПДФ-З; таймер - штатный таймер из номенклатуры УСО СМ- 1800-, датчик скорости движения слитка - тахометр.
В начальньй момент разливки при помощи задатчиков 8 и 9 устанавливают заданную мерную длину заготовок и начальное значение времени срабатывания зажимов. Перед, достижением головой непрерывного слитка оси исходного положения устройства резки устройство резки переводят в исходное положение.
После того, как передний торец слитка пересечет ось исходного положения устройства 1 резки, в вычисли
|тельном блоке 3. начинается отсчет текущей длины слитка по показаниям датчика 5 текущей длины слитка, ус- . тановленного на оси мерительного ро- лика 4. Одновременно в вьгчислитель- ном блоке 3 производится расчет упреждения выдачи команды на рез по формуле
Vp,(1)
где Lijn величина упреждения для
вьщачи команды на рез, мм; текущее время срабатывания зажимов устройства резки,сj скорость движения слитка, мм/с.
Скорость разливки Vp поступает в вычислительный блок 3 с датчика 7 скорости движения слитка. Текущее время срабатывания зажимов при первом резе задается с задатчика 9 начального значения времени срабатывания зажимов, при последующих резах - рассчитывается на основании данных о предьщущем резе.
В вычислительном блоке 3 осуществляется постоянная проверка неравенства
(2)
Р
Т - J-C-V
р
где L
мт п- м
Mt
h текущая мерная длина слитл ка, рассчитанная по показаниям датчика 5 текущей длины;
заданная мерная длина слит- ка, поступивщая с зада.тчик 8 мерной длины, I Как только выполнится неравенство I (2), выдается Команда на рез с одно- I временным запоминанием значения текущего времени, выдаваемого таймером fe В момент прихода сигнала от датчика 2 срабатывания зажимов происходит вычисление нового значения текущего времени срабатывания з ажимов по фор- -муле
Т,. П - Т,в, (3)
сЗг
Tj - ,
0
g 25
Т Ир
где Т. - значение текущего времени, . вьщанного таймером 6 в момент прихода сигнала.срабатывания зажимов; значение текущего времени, выданного таймером 6 в момент выдачи команды на рез. После окончания реза устройство резки 1 возвращается в исходное положение и цикл повторяется заново.
Пример. Пусть Tf, , рассчитанное при предьщущем резе, равно 1,8 с, Ь„, 10000 MMi мм/с, тогда сог- 5 ласно формуле (1) мм,
Выдача команды на очередной рез будет произведена, когда выполнится неравенство (2)
Ъ„-. - 365: 10000 мм.
ffi
Использование предлагаемого способа позволяет повысить точность резки непрерывного слитка.
Формула изобретения
Способ регулирования процесса резки непрерывного слитка, включающий упреждение вьщачи команды на рез устройству резки, рассчитываемое путем учета реального времени срабатывания зажимов и скорости движения слитка, отличающийся тем, что, с целью повышения точности рейки непрерывного слитка путем учета изменения реального времени срабатывания зажимов, определяют момент времени выдачи очередной команды на рез, измеряют время окончания срабатыва- ния зажимов и определяют текущее время Т срабатывания зажимов газорез- ки по формуле
Т, где Точередной команды на рез, cj
- т - т
-с значение текущего времени
45.
..р
значение времени срабатьгоа- ния зажимов газорезки, с.
О О о о /о-о
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения мерных заготовок на многоручьевой машине непрерывного литья заготовок | 1989 |
|
SU1696119A1 |
| Устройство автоматического управления порезом слитка | 1983 |
|
SU1082552A1 |
| Способ получения мерных заготовок на одноручьевой машине непрерывного литья заготовок | 1987 |
|
SU1518078A1 |
| Устройство для управления механизмом реза | 1990 |
|
SU1727955A1 |
| Устройство автоматического управления порезом слитка на машине непрерывной разливки металла | 1987 |
|
SU1574353A1 |
| Устройство для оптимального раскроя слитка в машине непрерывной разливки металла | 1984 |
|
SU1212691A1 |
| Устройство для получения мерных заготовок на машине непрерывного литья металла | 1982 |
|
SU1068216A1 |
| Устройство для управления импульсной резкой заготовки | 1984 |
|
SU1219239A1 |
| Способ автоматического контроля температуры поверхности слитка при непрерывной разливке и устройство для его осуществления | 1988 |
|
SU1576228A1 |
| Устройство автоматического измерения длины слитка в машине непрерывного литья металла | 1981 |
|
SU1022777A1 |
Изобретение относится к области литейного производства, а именно к непрерьшному литью металлов на машинах непрерывного литья заготовок. Цель изобретения -.повьштение точности резки непрерьшного слитка за счет учета изменения реального времени срабатывания зажимов. Поставленная цель достигается тем, что в способе регулирования процесса резки непрерывного слитка, учитывающем при выдаче команды на рез скорость движения непрерывного слитка и время срабатывания зажимов, текущее реальное время срабатьшания зажимов измеряют после выдачи каждой очередной команды на рез. 1 ил. с (в
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
