Фf/г.3
1
Изобретение относится к области ;литейного производства, в частности }к устройствам для отливки , валков центробежным способом, и может -най- ти применение в вальцелитейном произ- водстве прокатных, каландровых, мукомольных и других видов валков и валов.
Цель изобретения- интенсификация процесса охлаждения отливки и повышения срока службы изложницы.
На фиг.1 даны система координат и графическое изображение уравнения образующей криволинейной поверхностиj
1А633852
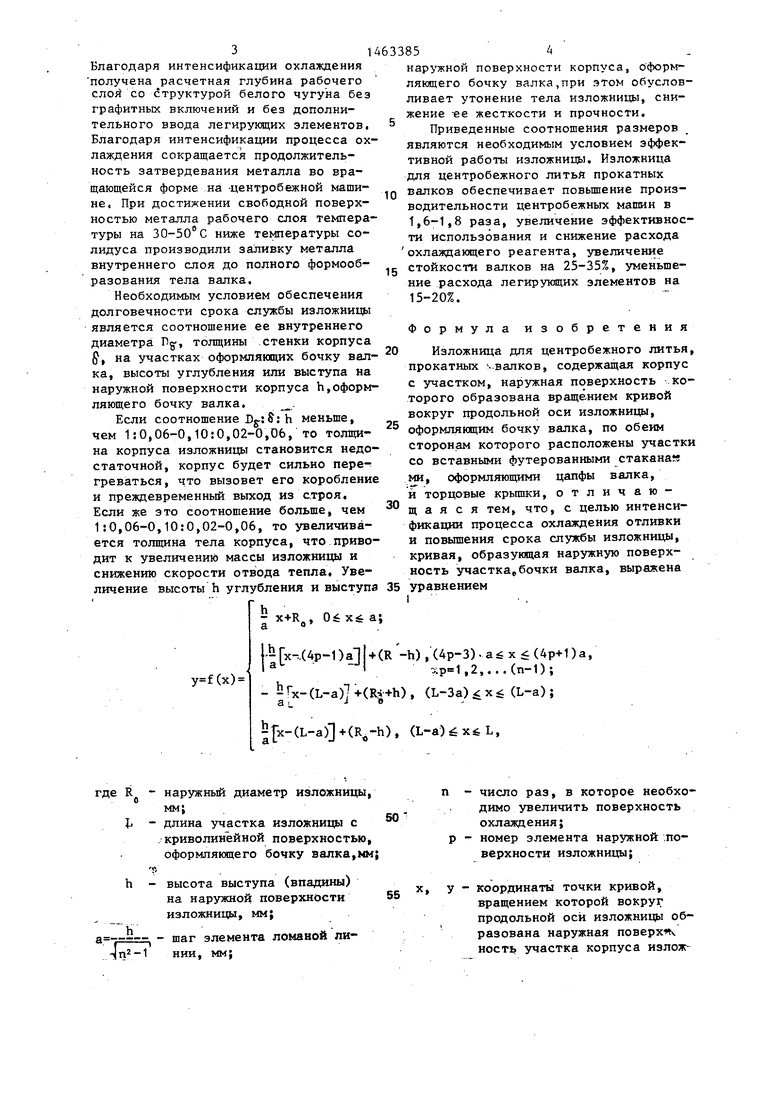
на фиг,2 - схема изложницы;на фиг.З конструкция ИЗЛОЖНИ11 з1.
Излйжница для центробежного литья прокатных валков состоит из металлического теплоизолированного корпуса 1 с участком 2, оформляющим Оочку валка, по обеим сторонам которого расположены участки 3 ,и 4 со вставными футерованными стаканами 5 и 6, оформляющими шейки валка, и торцевых крьщ1ек 7 и 8 с заливочным отверстием 9 и отверстием 10 для вывода газов.
Наружная поверхность участка корпуса, оформляющего бочку валка образована, вращением вокруг продольной оси .изложницы кривой, описываемой уравнением
10
15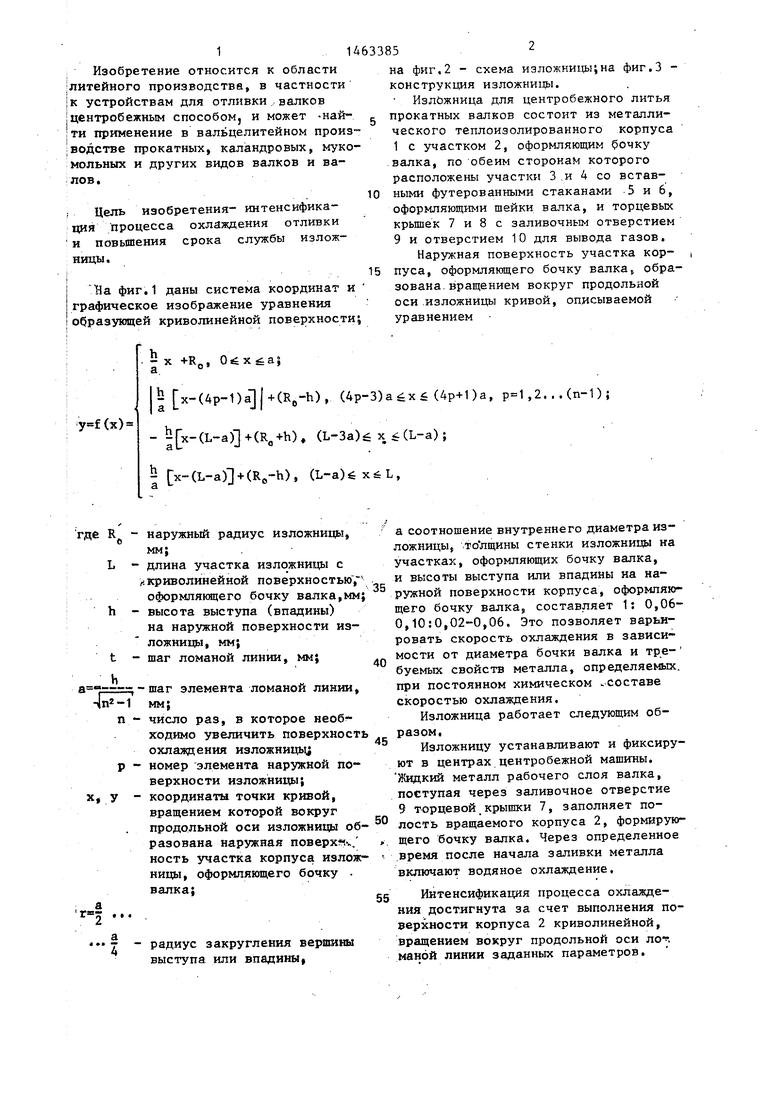
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для центробежного литья прокатных валков | 1984 |
|
SU1245406A1 |
| Прокатный валок | 1987 |
|
SU1544513A1 |
| Литейная форма для отливки чугунных прокатных валков | 1987 |
|
SU1447558A1 |
| Металлическая форма для центробежного литья валков | 1987 |
|
SU1482756A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Способ изготовления прокатных ка-либРОВАННыХ ВАлКОВ | 1979 |
|
SU821042A1 |
| Способ центральной отливки прокатных валков и установка для его осуществления | 1978 |
|
SU710151A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2009016C1 |
| Металлическая форма для центробежно-литого чугунного валка | 1985 |
|
SU1329901A1 |
| Литейная форма для центробежного литья прокатных валков | 1990 |
|
SU1759540A1 |
Изобретение относится к литейному производству и может найти применение при изготовлении центробежным способом прокатных и неметаллургических валков и валов. Цель изобретения - интенсификация процесса охлаждения отливки и повышение срока службы изложницы. Изложница включает корпус 1 с участком 2, оформляющим бочку валка, участки 3 и 4 с вставными футерованными стаканами, оформляющими щейки валка, торцевые крьшки 7, 8 с заливочным отверстием 9 и отверстием 10 для выхода , газов. Наружная поверхность изложницы выполнена криволинейной с выступами и впади-, нами и образована вращением вокруг продольной оси изложницы кривой, описываемой уравнением, включакяцим параметры кривой линии, а также число раз, в которое необходимо увеличить наружную поверхность изложнищл. 3 ип. со
- X +RO,
1
(x)
- x-(4p-t)(Ro-h), (4р-3) (4р-И)а, ,2. . . (п-1); - (L-a)+(), (L-3a)6x,(L-a); x-(L-a) + (R,-h), (L-a)6x6L,
де R - наружный радиус изложницы,
о
мм;
L - длина участка изложницы с i криволинейной поверхностью, оформпякяцего бочку валка,мм} h - высота выступа (впадины)
на наружной поверхности из- ложниць1, мм; - шаг ломаной линии, мм;
t Ь
- -шаг элемента ломаной линии,
ММ I
п - число раз, в которое необ ходимо увеличить поверхность охлаждения изложницьц
р - номер элемента наружной поверхности изложницы; - координаты точки кривой, вращением которой вокруг продольной оси изложницы образована наружная noaepx i v. ность участка корпуса излож вицы, оформляющего бочку . валка:
а
... - - радиус закругления вершины выступа или впадины,
0
а соотношение внутреннего диаметра изложницы, .то лщины стенки изложницы на участках, оформляющих бочку валка, и высоты выступа или впадины на на- ружной поверхности корпуса, оформляющего бочку валка, составляет 1: 0,06- 0,10:0,02-0,06, Это позволяет варьировать скорость охлаждения в зависимости от диаметра бочки валка и буемых свойств металла, определяемьпс. при постоянном химическом .составе скоростью охлаждения.
Изложница работает следующим образом.
Изложницу устанавливают и фиксируют в центрах.центробежной мащкны, Жидкий металл рабочего слоя валка, поступая через заливочное отверстие 9 торцевой крышки 7, заполняет полость вращаемого корпуса 2, формирую- ,, щего бочку валка. Через определенное - время после начала заливки металла включают водяное охлаждение.
5 Интенсификация процесса охлаждения достигнута за счет выполнения поверхности корпуса 2 криволинейной, вращением вокруг продольной оси ло-. манбй линии заданных параметров.
5
0
Благодаря интенсификации охлаждения получена расчетная глубина рабочего слоя со структурой белого чугуна без графитных включений и без дополнительного ввода легируклцих элементов. Благодаря интенсификации процесса охлаждения сокращается продолжительность затвердевания металла во вращающейся форме на -центробежной мащи- не. При достижении свободной поверхностью металла рабочего слоя температуры на 30-50 С ниже температуры со- лидуса производили заливку металла внутреннего слоя до полного формообразования тела валка.
Необходимым условием обеспечения долговечности срока службы изложни13| 1 является соотношение ее внутреннего диаметра Пд-, толщины .стенки корпуса , на участках оформляющих бочку валка, высоты углубления или выступа на наружной поверхности корпуса h,оформляющего бочку валка. .
Если соотнощение Dg-tS: h меньще, чем 1:0,06-0,10:0,02-0,06, то толщина корпуса изложницы становится недостаточной, корпус будет сильно пере-; греваться, что вызовет его коробление и преждевременный выход из строя. Если же это соотношение больше, чем 1:0,06-0,10:0,02-0,06, то увеличивается толщина тела корпуса, что.приводит к увеличений массы изложницы и снижению скорости отвода тепла. Увеличение высоты h углубления и выступа
Ь X+R.
06 xi. а;
-Гх-.,(4р-1)а1{ + (К -h) , (4р-3) . аб X (4р+1)а, --I ,2,,..(п-1);
- I Гх- (L-a) +(Rv-fh) , (L-3a) х (L-a) ; (L-a)+(), (L-a)x6L,
- наружный диаметр изложницы,
мм;
50
- длина участка изложницы с криволинейной поверхностью, оформлякяцего бочку валка,мм;
- высота выступа (впадины)
на наружной поверхности 55 изложницы, мм;
- шаг элемента ломаной ли- 1 НИИ, мм;
наружной поверхности корпуса, оформляющего бочку валка,при этом обусловливает утонение тела изложницы, снижение -ее жесткости и прочности.
Приведенные соотношения размеров являются необходимым условием эффективной работы изложницы. Изложница для центробежного литьй прокатных валков обеспечивает повьшение производительности центробежных машин в 1,6-1,8 раза, увеличение эффективности использования и снижение расхода охлаждагацего реагента, увеличение стойкости валков на 25-35%, уменьшение расхода легирующих элементов на 15-20%,
Формула изобретения
Изложница для центробежного литья, прокатных ..валков, содержащая корпус с участком, наружная поверхность .которого образована вращением кривой вокруг продольной оси изложницы,
оформляющим бочку валка, по обеим сторонам которого расположены участки со вставными футерованными стакана ми, оформляющими цапфы валка, и торцовые крышки, отличающ а я с я тем, что, с целью интенсификации процесса охлаждения отливки и повышения срока службы изложницы, кривая, образующая наружную поверхность участка,бочки валка, выражена
уравнением
п - число раз, в которое необходимо увеличить поверхность охлаждения;
р - номер элемента наружной ,по- верхности изложницы;
у - координаты точки кривой, вращением которой вокруг продольной оси изложнищл образована наружная поверх Пч ность участка корпуса излож,
/XL
А
V V V V V
Фиг.1
Фиг.1
| Изложница для центробежного литья прокатных валков | 1984 |
|
SU1245406A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
