1
(21)4838414/02
(22) 12.07.90
(46) 07.09.92. Бгол. № 33
(71)Научно-производственное объединение по механизации, роботизации труда и совершенствованию ремонтного обеспечения на предприятиях черной металлургии
(72)В.Д.Добряк, Д.М.Нехода и А.Д.Нехода
(56)Юдин С. Б. и др. Центробежное литье. - М.: Машиностроение, 1972, с.240.
(54) ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ПРОКАТНЫХ ВАЛКОВ
(57)Использование: литейная форма предназначена для производства чугунных про
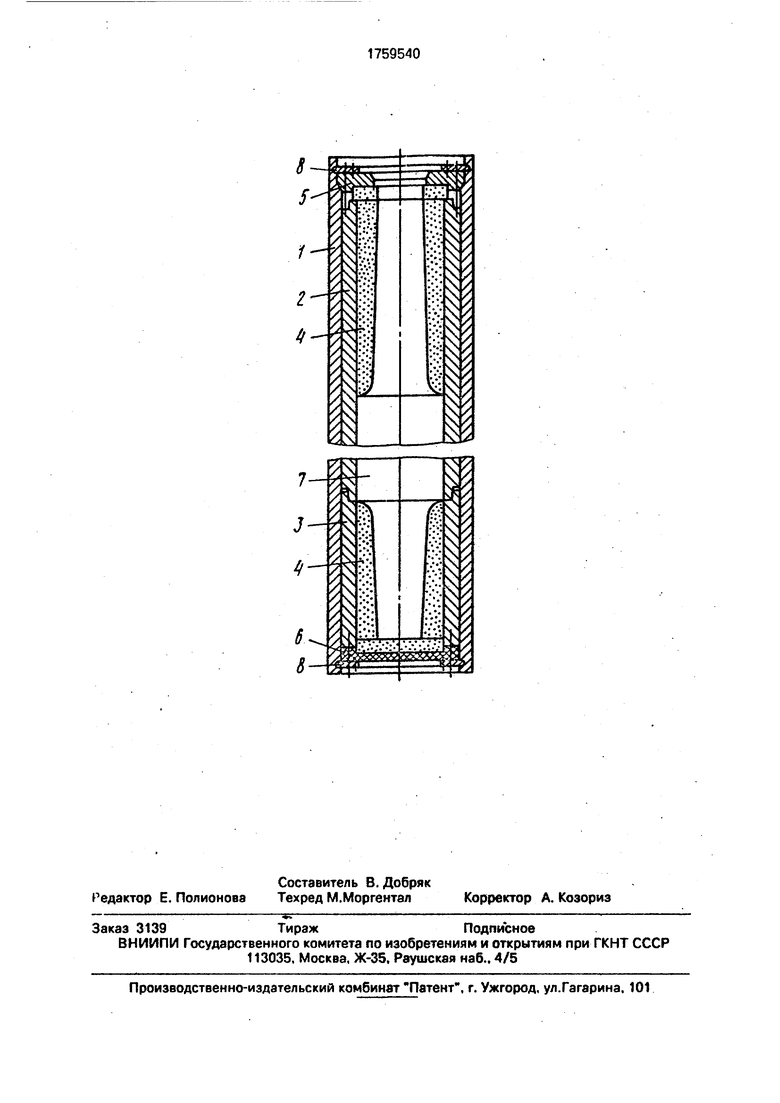
катных валков с шейками методом центробежного литья. Сущность изобретения: литейная форма состоит из корпуса 1, в котором установлены две металлические вставки 2. 3 с размещенными в них двумя вкладышами 4, оформляющими шейки валка. Длина вставки 3 соответствует длине вкладыша, а суммарная длина вставки 2 и 3 соответствует длине внутренней полости формы, которая равна длине отливки, включая ее прибыльную часть. Кокильная часть 7 литейной формы образована внутренней поверхностью вставки 2. Вставки 2 и 3 стыкуются по коническому замку. 1 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма и стенд для ее сборки и разборки | 1988 |
|
SU1629151A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНЫХ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346788C1 |
| Металлическая форма для центробежно-литого чугунного валка | 1985 |
|
SU1329901A1 |
| Металлическая форма для центробежного литья валков | 1988 |
|
SU1586854A1 |
| Способ центробежного литья прокатных валков с шейками | 1988 |
|
SU1526897A2 |
| Изложница для центробежного литья прокатных валков | 1986 |
|
SU1463385A1 |
| Изложница для центробежного литья прокатных валков | 1984 |
|
SU1245406A1 |
| Способ центробежного литья биметаллических прокатных валков | 2019 |
|
RU2727461C1 |
| Металлическая форма для центробежного литья валков | 1987 |
|
SU1482756A1 |
| Форма для центробежного литья валков | 1990 |
|
SU1787671A1 |
Изобретение относится к литейному производству прокатных валков центробежным способом, а именно к литейным формам для отливки прокатных валков с шейками.
Известны литейные формы, состоящие из корпуса, в котором соосно собраны три вставки.
В линейной форме корпус содержит две вставки с вкладышами, оформляющими шейки валка, и крышки.
Известная форма имеет ограниченный срок службы корпуса, содержащего кокильную часть, так как после отработки одной кампании требуется его полная замена. Кроме того, форма не позволяет получать отливки с различной длиной бочки и шеек при использовании одних и тех же элементов формы.
Цель .изобретения - увеличение долговечности литейной формы и расширение ее технологических возможностей.
Поставленная цель достигается тем. что литейная форма для центробежного литья прокатных валков, содержащая корпус и два вкладыша, оформляющие шейки валка, дополнительно снабжена двумя металлическими вставками, установленными внутри корпуса, причем длина одной из вставок соответствует длине одного из вкладышей, а суммарная длина вставок соответствует длине внутренней полости формы, при этом вкладыши размещены внутри вставок.
На чертеже схематически представлена литейная форма для центробежного литья прокатных валков.
Литейная форма состоит из корпуса 1, котором установлены две металлические вставки 2 и 3, внутри которых размещены
01 Ю 01
два вкладыша 4, оформляющие шейки валка. Вкладыши 4 выполнены формованными из песчано-глинистой смеси или ЖСС. Длина вставки 3 соответствует длине вкладыша, а суммарная длина вставок 2 и 3 соответствует длине внутренней полости формы, которая равна длине отливки, включая ее прибыльную часть. Вставка 2 соединена болтами со сквозной футерованной крышкой 5, а вставка 3-е глухой футерованной крышкой 6. Кокильная часть 7 литейной формы образована внутренней поверхностью вставки 2 и покрыта противопригарной краской или смесью. Крышки 5 и б фиксируют а корпусе 1 с помощью фиксаторов 8, входящих во внутренние выточки корпуса 1. Вставки 2 и 3 стыкуются по коническому замку.
Литейная форма используется следующим образом.
Сначала во вставках 2 и 3 формуют из песчано-глинистой смеси или из ЖСС вкладыши 4, оформляющие шейки валка. При этом во вставке 2 оставляют незаформован- ной кокильную часть 7, оформляющую бочку валка. Далее вставку 3 соединяют болтами с глухой футерованной крышкой 6, помещают в корпус 1 и фиксируют с помощью фиксаторов 8. Затем в корпус 1 вводят вставку 2, соединяют ее болтами со сквозной крышкой 5 и фиксируют в корпусе 1 с помощью фиксаторов 8. После сборки форму устанавливают в центробежнолитейную машину, где и производят отливку валка.
После нескольких десятков отливок на внутренней поверхности кокильной части 7
вставки 2 появляются трещины разгара. Вместо замены вставки ее используют повторно, для чего вкладыш 4 формируют в кокильной части вставки, а футерованную ее часть очищают от футеровки и используют
как кокильную. Это позволяет в два раза повысить долговечность вставки 2.
При переходе на производство нового типоразмера отливаемого валка (при сохранении неизменным диаметра бочки) в предлагаемой литейной форме изменяют длину вкладышей 4, не меняя вставки 2 и 3. Это позволяет с помощью одной технологической оснастки получать валки с расширенным размером длин бочки и шеек.
Формула изобретения
Литейная форма для центробежного литья прокатных валков, содержащая корпус и два вкладыша, оформляющих шейку валка, отличающаяся тем. что, с целью
увеличения долговечности литейной формы и расширения ее технологических возможностей, она снабжена двумя металлическими вставками, установленным в корпусе, причем длина одной из вставок соответствует длине одного из вкладышей, суммарная длина вставок соответствует длине внутренней полости формы, при этом вкладыши размещены внутри вставок.
