1
Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки листовых заготовок.
Цель изобретения - повышение удобства обслуживания.
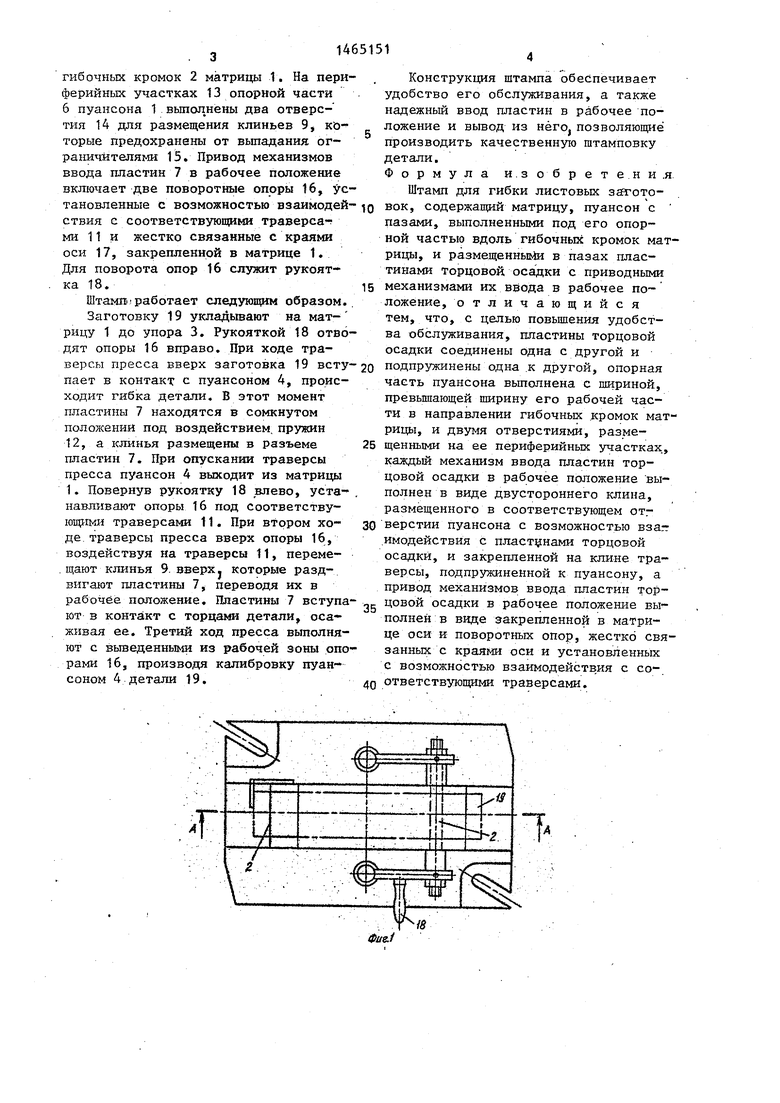
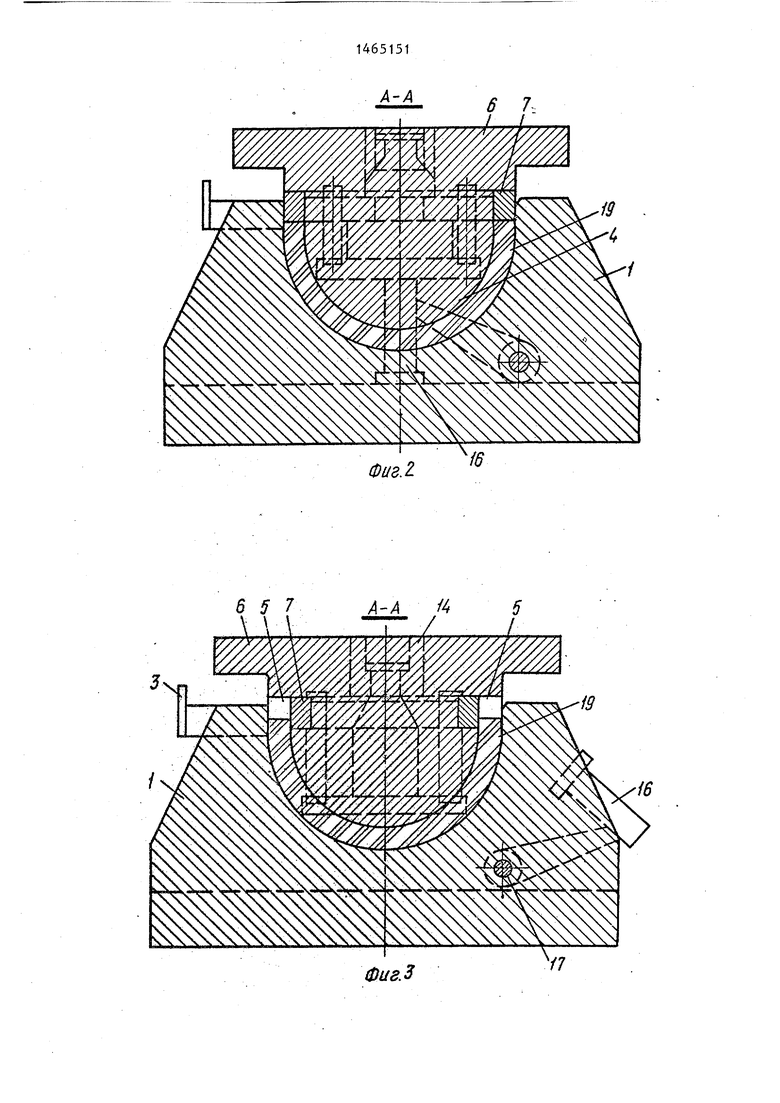
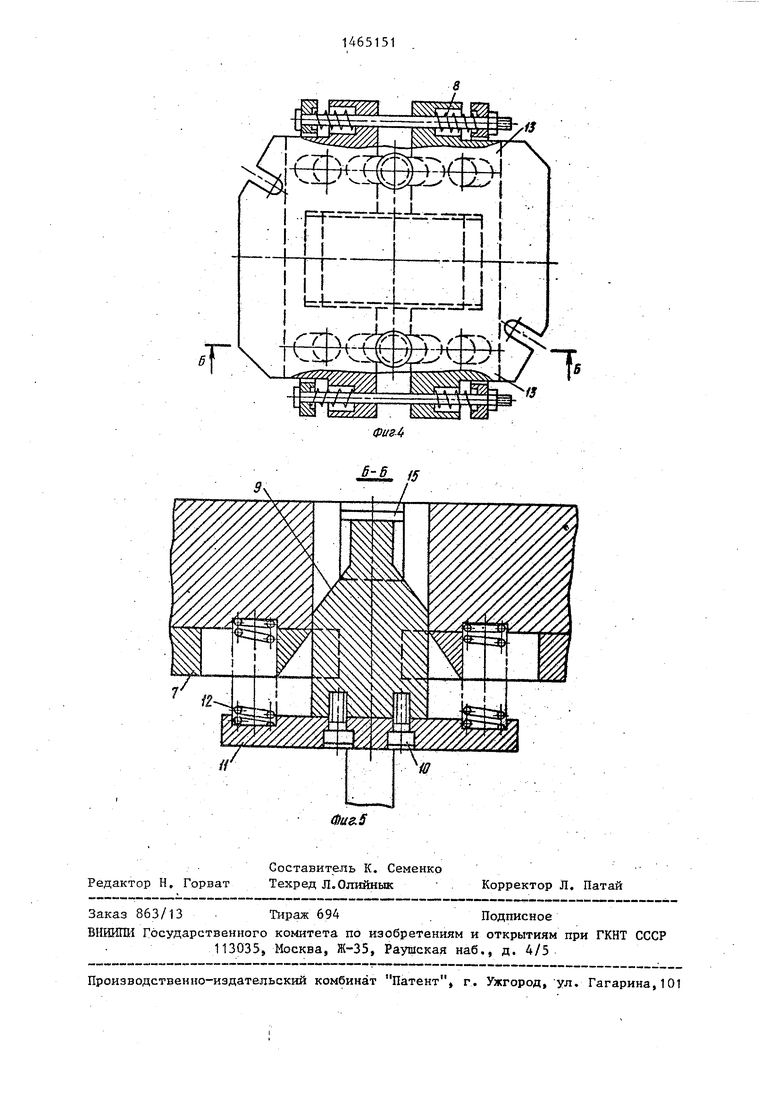
На фиг. 1 показана матрица в плане; на фиг. 2 - сечение А-А на фиг.1, штамп в положении осадки детали по торцам; на фиг. 3 - то же, штамп в положении гибки детали; на фиг.4 - пуансон, вид сверху; на фиг. 5 - се- чение Б-Б на фиг. 4, пуансон в положении осадки детали По торцам.
Штамп содержит матрицу 1 с гибочными кромками 2 и регулируемьм упором 3 для Фиксации заготовки, а также пуансоном 4с пазами 5, выполненными под его опорной частью 6 параллельно гибочным кромкам 2 матрицы 1. В пазах 5 размещены пластины торцовой осадки 7, например, П-образной формы, соединенные между собой и под- пружиненнйе одна к другой пружинами 8. В пуансоне 4 смонтированы приводные механизмы ввода пластин торцовой осадки 7 в рабочее положение, каждый из которых выполнен в виде двустороннего клина 9, смонтированного с возможностью взаимодействия с пластинами 7, и закрепленной на клине винтами 10 траверсы 11, подпружиненной пружиной 12 к пуансону 4. Опорная часть 6 последнего выполнена с шириной, превьшающей 1Ш1рину его рабочей части в направлении
4
О
сл ел
гибочных кромок 2 матрицы 1, На периферийных участках 13 опорной части 6 пуансона 1 выполнены два отверстия 14 для размещения клиньев 9, к О торые предохранены от вьшадания ог- рагшчйтелями 15. Привод механизмов ввода пластин 7 в рабочее положение включает две поворотные опоры 16, усКонструкция штампа обеспечивает удобство его обслуживания, а также надежный ввод пластин в рабочее положение и вывод из HerOj позволяющие производить качественную штамповку детали. Формула и.зобретения
Штамп для гибки листовых загото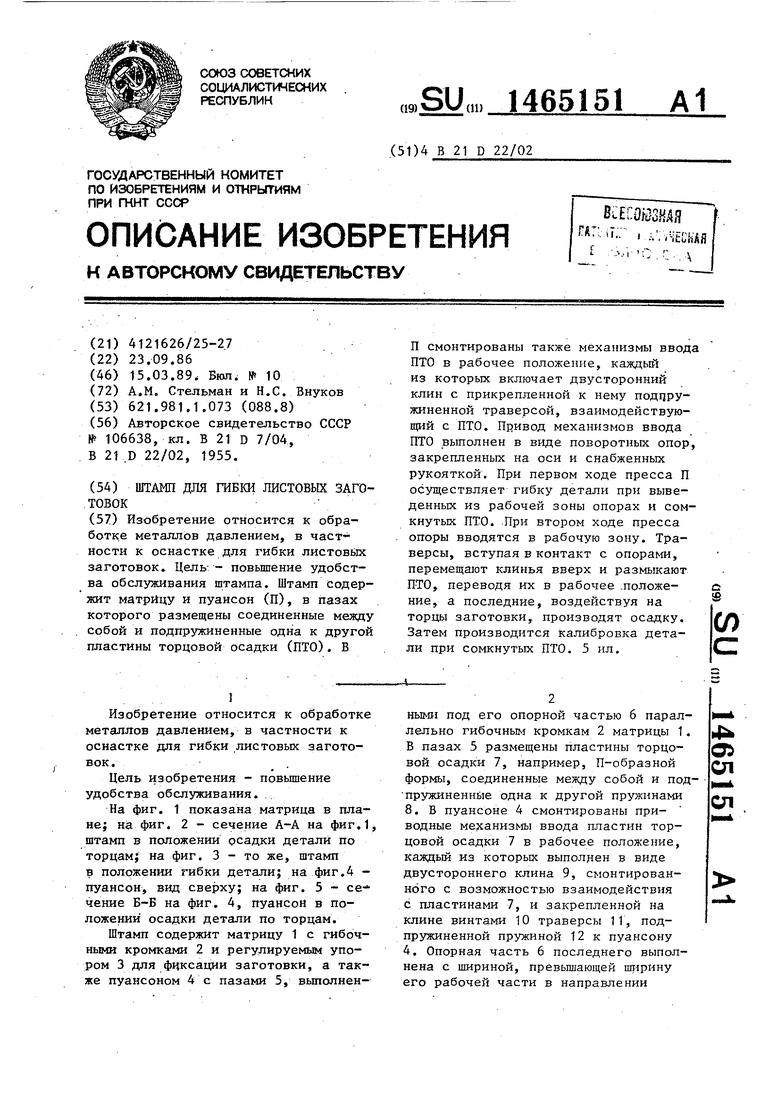
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
| Линия для подгибки кромок листов с двух сторон | 1989 |
|
SU1748902A1 |
| Многопозиционный штамп для пробивки,надрезки,последовательной гибки и отрезки | 1981 |
|
SU1007788A1 |
| Штамп для гибки полу обечаек для котлов и других подобных изделий на прессах | 1955 |
|
SU106638A1 |
| Штамп для изготовления петель на концах лент | 1984 |
|
SU1235597A1 |
| Гибочный штамп для изготовления деталей типа втулок | 1979 |
|
SU897353A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп для изготовления изделий типа "петля | 1986 |
|
SU1368070A1 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки листовых заготовок. Цель- - повьшение удобства обслуживания штампа. Штамп содержит матрицу и пуансон (П), в пазах которого размещены соединенные между собой и подпружиненные одна к другой пластины торцовой осадки (ПТО). В П смонтированы также механизмы ввода ПТО в рабочее положение, каждый из которых включает двусторонний клин с прикрепленной к нему подпружиненной траверсой, взаимодействующий с ПТО. Привод механизмов ввода ПТО выполнен в виде поворотных опор, закрепленных на оси и снабженных рукояткой. При первом ходе пресса П осуществляет гибку детали при выве- денньк из рабочей зоны опорах и сомкнутых ПТО. При втором ходе пресса опоры вводятся в рабочую зону. Траверсы, вступая в контакт с опорами, перемещают клинья вверх и размыкают ПТО, переводя их в рабочее .положение, а последние, воздействуя на торцы заготовки, производят осадку. Затем производится калибровка детали при сомкнутых ПТО, 5 ил. о (Л
тановленные с возможностью взаимодей- д вок, содержащий матрицу, пуансон с ствия с соответствующими траверса- ми 11 и жестко связанные с краями оси 17, закрепленной в матрице 1. Для поворота опор 16 служит рукоятка 18.
ШтамП)работает следующим образом..
Заготовку 19 уклаДьшают на мат- рицу 1 до упора 3. Рукояткой 18 отводят опоры 1б вправо. При ходе траверсы пресса вверх заготовка 19 всту-20 подпружинены одна .к другой, опорная пает в контакт с пуансоном 4, происходит гибка детали. В этот момент пластины 7 находятся в сомкнутом положении под воздействием, пружин 12, а клинья размещены в разъеме пластин 7. При опускании траверсы пресса пуансон 4 выходит из матрицы 1. Повернув рукоятку 18 влево, устанавливают опоры 16 под Соответствующими траверсами 11. При втором ходе траверсы пресса вверх опоры 16, воздействуя на траверсы 11, переме- . щают клинья 9. вверх. которые раздвигают пластины 7, переводя их в
рабочее положение. Пластины 7 вступа- цовой осадки в рабочее положение вы- ют 3 контакт с торцами детали, оса- полней в виде закрепленной в матри- живая ее. Третий ход пресса вьтолня- це оси и поворотных опор, жестко свя- ют с выведенными из рабочей зоны рпо- занных с краями оси и установленных рами 16, производя калибровку пуанпазами, выполненными под его опорной частью вдоль гибочных кромок матрицы, и размещенньвй в пазах пластинами торцовой осадки с приводными 15 механизмами их ввода в рабочее положение, отличающийся тем, что, с целью повьшения удобства обслуживания, пластины торцовой осадки соединены одна с другой и
часть пуансона вьтолнена с шириной, превьш1ающей ширину его рабочей части в направлении гибочных кромок матрицы, и двумя отверстиями, разме- 25 щенными на ее периферийных участках., каждый механизм ввода пластин торцовой осадки в рабочее положение выполнен в виде двустороннего клина, размещенного в соответствующем отверстии пуансона с возможностью взаг имодействия с пластунами торцовой осадки, и закрепленной на клине траверсы, подпружиненной к пуансону, а привод механизмов ввода пластин тор30
соном 4 детали 19.
с возможностью взаимодействия с со- 40 ответствздащими траверсами.
вок, содержащий матрицу, пуансон с
подпружинены одна .к другой, опорная
пазами, выполненными под его опорной частью вдоль гибочных кромок матрицы, и размещенньвй в пазах пластинами торцовой осадки с приводными механизмами их ввода в рабочее положение, отличающийся тем, что, с целью повьшения удобства обслуживания, пластины торцовой осадки соединены одна с другой и
подпружинены одна .к другой, опорная
цовой осадки в рабочее положение вы- полней в виде закрепленной в матри- це оси и поворотных опор, жестко свя- занных с краями оси и установленных
часть пуансона вьтолнена с шириной, превьш1ающей ширину его рабочей части в направлении гибочных кромок матрицы, и двумя отверстиями, разме- щенными на ее периферийных участках., каждый механизм ввода пластин торцовой осадки в рабочее положение выполнен в виде двустороннего клина, размещенного в соответствующем отверстии пуансона с возможностью взаг имодействия с пластунами торцовой осадки, и закрепленной на клине траверсы, подпружиненной к пуансону, а привод механизмов ввода пластин тор
цовой осадки в рабочее положение вы- полней в виде закрепленной в матри- це оси и поворотных опор, жестко свя занных с краями оси и установленных
с возможностью взаимодействия с со- 40 ответствздащими траверсами.
и
N
6 7,
19 4
Фиг. 2.
Фиг.З
13
B:±. 15
| Штамп для гибки полу обечаек для котлов и других подобных изделий на прессах | 1955 |
|
SU106638A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
