Изобретение относится к станкостроению и касается изготовления металлорежущего инструмента, в частности заточки быстрорежущих и твердосплавных спиральных сверл для сверления сталей, сплавов, пластмасс и ком- цозиционных материалов,
Цель изобретения - повьшение качества заточки.
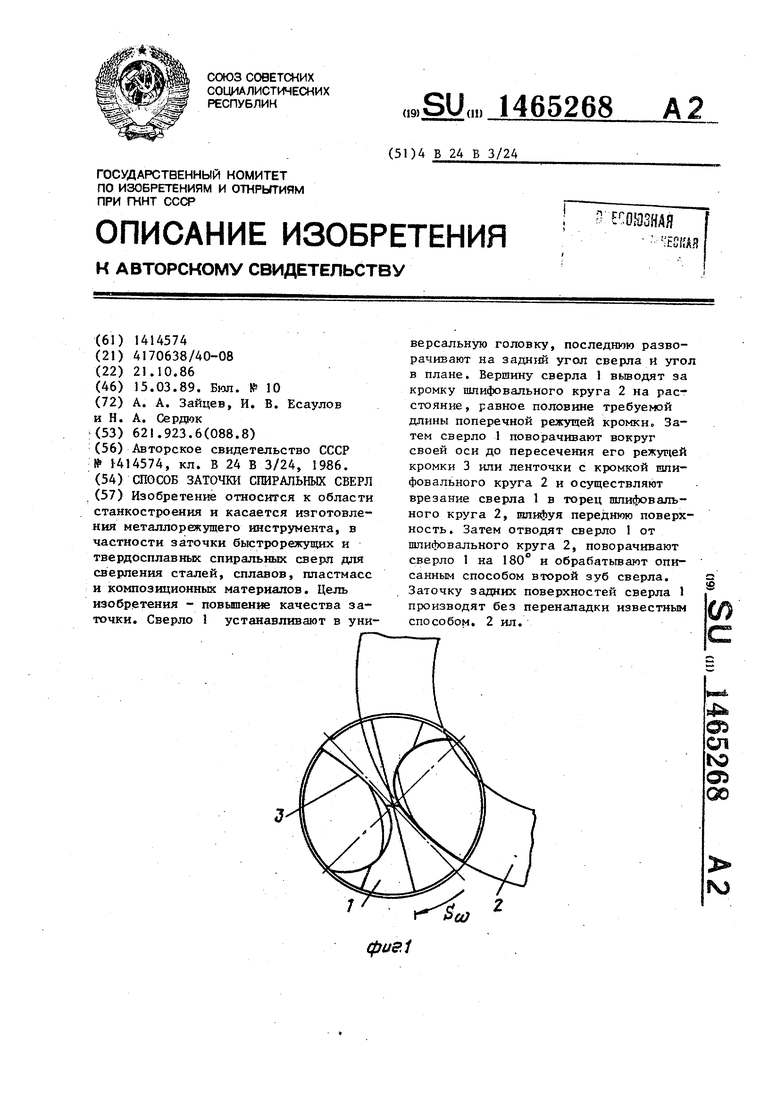
На фиг. 1 показано сверло, ввд с торца; на фиг. 2 - заточенное сверло, вид сбоку.
Заточку сверла 1 осуществляют на заточном станке (не показан) шлифовальным кругом 2 чашечной формы. Сверло 1 закрепляют в универсальной головке (не показана), развернутой на задний угол о сверла и угол У в плане. Вершину сверла 1 продольной подачей станка вьшодят за кромки шлифовального круга 2 на расстояние, равное половине требуемой длины поперечной режущей кромки сверла 1, затем сверло 1 поворачивают вокруг своей оси по стрелке S до пересечения его режущей кромки 3 или ленточки (не обозначена) с кромкой шлифовального круга 2 и осуществляют врезание сверла 1 в торец шлифовального круга 2, шлифуя его переднюю поверхность 4 на длину 1 (1 - 30) где S пр продольная подача сверла 1 при его работе. Затем отводят сверло 1 от шлифовального круга 2, поворачивая его на 18П° и обрабатывают таким же образом второй зуб сверла 1. Шлифование задней поверхности производят без переналадки по известному способу.
Описанный способ заточки позволяет получить цилиндрическую вогнутую переднюю поверхность, улучшающую при работе сверла сход стружки и ее размещение в канавке сверла, оптимальные передние углы, величину которых можно регулировать поворотом сверла при его заточке, а также образовать поперечную режущую кромку необходимой длины. Указанные параметры обеспечивают повьшение стойкости сверл, заточенных известным способом.
Формула изобрет.ения
Способ заточки спиральных сверл по авт. св. № 1414574, отличающийся тем, что, с целью повы5 шения качества заточки перед заточкой задней поверхности вершину сверла устанавливают за кромкой круга на расстоянии, равном половине длины поперечной режущей кромки сверла, по-
0 ворачивают сверло вокруг своей оси до пересечения его режущей кромки или ленточки с кромкой круга, а затем осуществляют врезание сверла в торец шлифовального круга.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| Способ винтовой заточки сверл с подточкой поперечной режущей кромки | 1987 |
|
SU1465269A1 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ВЕРШИНЫ СПИРАЛЬНОГО СВЕРЛА И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2459693C1 |
| Способ заточки задних поверхностей сверл | 1986 |
|
SU1414574A1 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Сверло с подточкой поперечной режущей кромки | 1982 |
|
SU1065109A1 |
| СВЕРЛО ДЛЯ ВЫРЕЗАНИЯ ОТВЕРСТИЯ С ПЛОСКИМ ОСНОВАНИЕМ | 2007 |
|
RU2455127C2 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
.
| Способ заточки задних поверхностей сверл | 1986 |
|
SU1414574A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
