Известны автоматы для шлифования спиральной канавки на трубчатых цилиндрических сонротивлениях, включающие загрузочный лоток, подающий барабан, шлифовальную бабку и нривод, установленные на станине. Однако качество обработки сопротивлений на таких автоматах недостаточно высоко.
В описываемом автомате для более качественной обработки хрупкого материала сопротивления подающий барабан выполнен с подпружиненными и качающимися шпинделями заготовок, обрабатываемых шлифовальным кругом с осевой нодачей от копира.
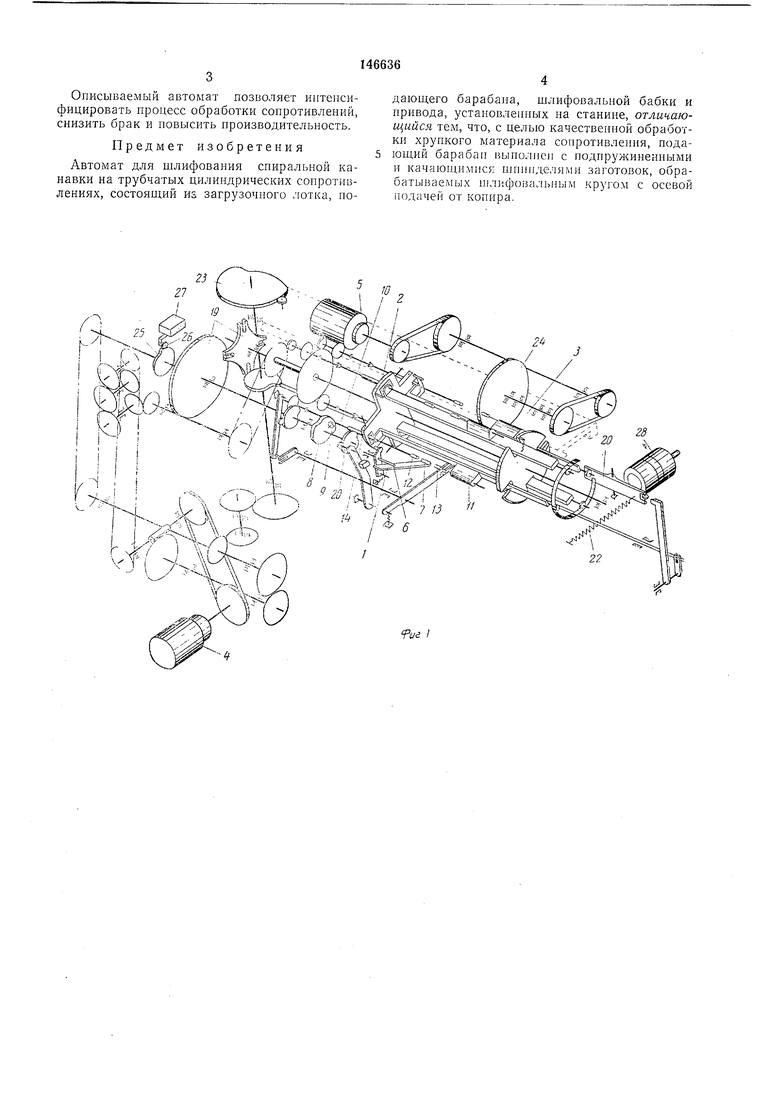
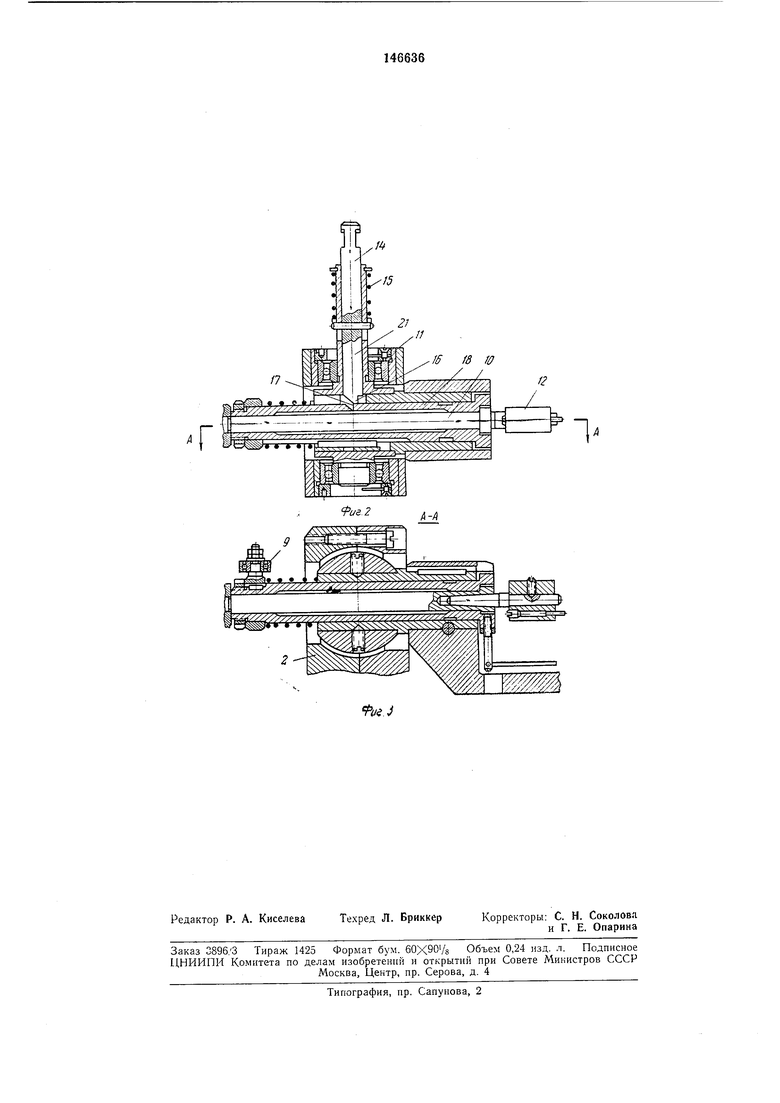
На фиг. 1 изображена кинематическая схема автомата, на фиг. 2 - элемент подающего барабана, на фиг. 3 - разрез по А-А на фиг. 2.
Автомат для шлифования сниральной канавки на трубчатых цилиндрических сопротивлениях состоит из станины, загрузочного лотка /, подающего барабана 2, шлифовальной бабки 3 и приводных электродвигателей 4 и 5.
Сопротивление, подлежащее обработке, из Магазина поступает под воздействием собственного веса по лотку 1, минуя отсекатель 6 для поштучной выдачи изделий, в желоб 7.
Затем под воздействием торцового кулачка S па ролик 9 подпружиненный шпиндель 10 каретки 1, песупщй захват 12, перемещается К сопротивлению и вместе с захватом }3 зажимает его. Фиксатор 14 под действием пружины 15 входит зубом 16 в выточку 17 втулки 18 и закренляет сонротивление в определенном полонсении.
Мальтийский механнзм 19 поворачивает барабан 2 на угол 90°, причем во время этого поворота сопротивлеппе вместе с захватом 12 и 13 получает вращательное движение. После второго поворота барабана 2 рычаг
20 отпускает каретку 11, которая поворачивается относительно оси 21 под воздействием пружины 22 в такое положепие, при котором сопротивление приобретает правильпую ориептацию.
Копир 23 сообщает бабке 3 осевую подачу, шлифовальный круг 24, перемещающийся вместе с бабкой, прорезает на сонротивленпи спиральную канавку до тех пор, пока специальный измерительный механизм, непрерывно определяющий нараметры сонротпвления, не нрекращает процесс шлифования.
По окончании обработки сопротивления дисковый кулачок 25, воздействуя на ролик 26
выключателя 27, включает электромагнит 28, который, нритягивая рычаг 20, возвращает каретку // в первопачальное положение. После еще одного поворота на 90° сопротивление перестает вращаться, освобождается из захваОписываемый автомат позволяет интенсифицировать процесс обработки сопротивлений, снизить брак и повысить цроизводительпость.
Предмет изобретения
Автомат для шлифования спиральной канавки на трубчатых цилиндрических сопротивлениях, состоящий из загрузочного лотка, подающего барабана, шлифовальной бабки и привода, установленных на станине, отличающийся тем, что, с целью качественной обработки хрупкого материала сопротивления, подающий барабан вынолнел с подпружиненными и качающимися щнннделями заготовок, обрабатывае Мых шлифовальным кругом с осевой подачей от копира.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Станок для шлифования канавок и спинок сверл | 1984 |
|
SU1274907A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Станок для шлифования стружечных канавок концевого инструмента | 1986 |
|
SU1379060A1 |
| Автомат для нарезания винтовой канавки | 1988 |
|
SU1704970A1 |
| МНОГОПОЗИЦИОННЫЙ ППУАВТОМАТ ДЛЯ СНЯТИЯ ФАСОК | 1968 |
|
SU232054A1 |
| Станок для обработки абразивных кругов | 1985 |
|
SU1263511A1 |
| БАБКА ИЗДЕЛИЯ ВНУТРИТОРЦЕШЛИФОВАЛЬНОГО СТАНКА | 1969 |
|
SU258053A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ КАНАВОК ДЛЯВВОДА ШАРИКОВ В КОЛЬЦАХ ШАРИКОВЫХПОДШИПНИКОВ12 | 1971 |
|
SU428925A1 |
I-Ч тЖ/ /41 уJ -....х;гСД J .ж-Л --/ 1 чГ/ vT( -, у 1 7 13
12
