I Изобретение относится к средствам Контроля процесса сборки резьбовых соединений, применяемым совместно с резь- бозаворачивающим инструментом, и может быть использовано в различных отраслях гфомьинленности.
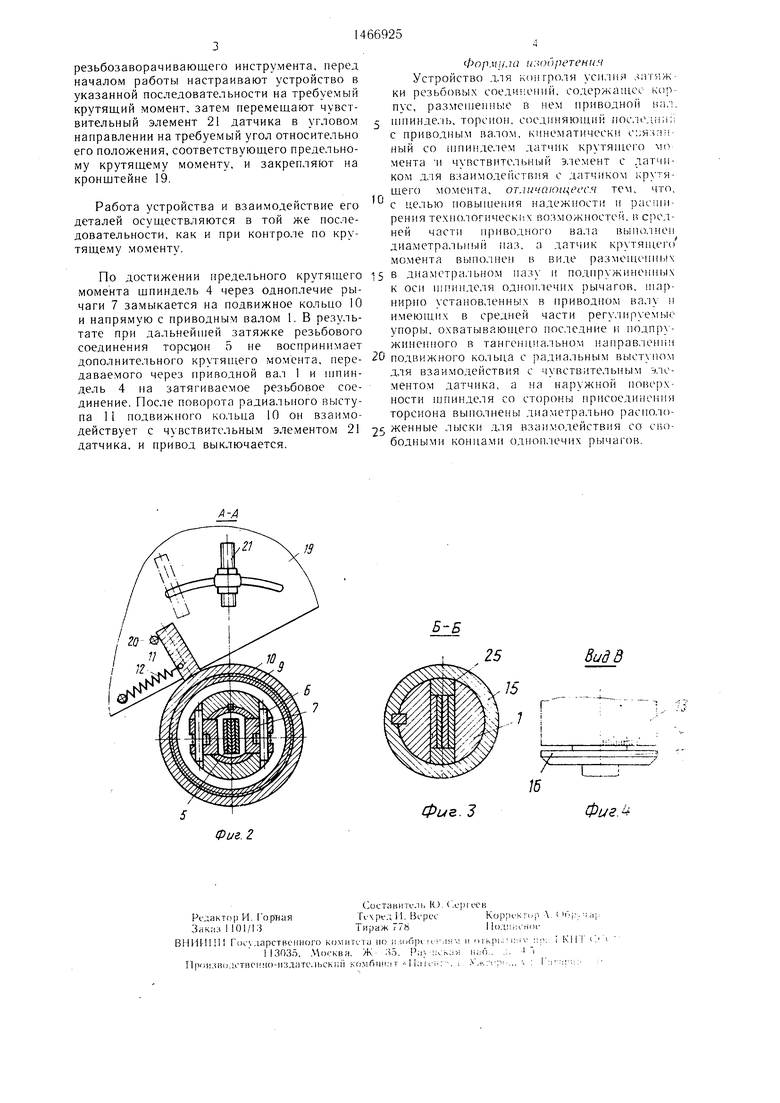
Цель изобретения - повышение надеж- (ости и расширение технологических возмож- ijocTefl за счет частичной разгрузки торсио- ||а и дополнительного контроля по углу - атяжки резьбового соединения.- I На фиг. 1 изображено устройство для 1|:онтроля усилия затяжки резьбовых соеди- 1}1ений, продольный разрез; на фиг. 2 - Разрез А-А на фиг. 1; на фиг. 3 - раз- ез Б-Б на фиг. 1; на фиг. 4 - вид В на
иг. 1.
Устройство содержит корпус (не пока- шн), который крепится к резьбозавора- швающему инструменту (не показан), в кор- тусе размещены приводной вал 1 с ценприводного вала 1 закреплен упорный фланец 24 с выступами 25.
Устройство работает следующим образом.
Предварительно устройство настраивают на требуемый крутящий момент, по дости- жении которого прекращается затяжка резьбового соединения. Для этого при зафиксированном положении приводного вала 1 с помощью динамометрического ключа (не показан) прикладывают к концу шпинделя 4 10 требуемый крутяп.1ий момент, под действием последнего шпиндель 4 поворачивается на некоторый угол и за кручивает торсион 5. Крутящий момент одновременно может контролироваться с помощью нониуса 14, относительно которого поворачивается вместе со шпинделем 4 кольцо 16 с риской 17. При повороте щпинделя 4 его лыс- ки 22 разворачиваются относительно свободных концов одноплечих рычагов 7 и, преодолевая усилие пружин 23, поворачивают
15
IVCe размещены ИрИЬиАМип i ( .u, ич о рспписл
гральным отверстием 2 и диаметральным 20 последние на некоторый угол. По достиже- пазом 3 в его средней части, шпиндель 4, нии требуемого момента затяжки регулируе- горсион 5, соединяющий последний с при- мые упоры 8 выставляют так, чтобы их водным валом 1, размещенные в диамет- концы вошли в контакт с внутренней ци- ральном пазу 3 приводного вала 1 и уста- линдрической поверхностью подвижного 1новленные с возможностью поворота вокруг кольца 10, и фиксируют их положение на fi -чякпепленных в приводном валу I. 5 рычагах 7, затем перемещают чувствительный элемент 21 датчика по кронштейну 19 в сторону выступа 11 подвижного кольца 10 до срабатывания датчика и фиксируют в
-.- f-,-,--,-,
этом, положении. На этом тарировка заканЬсей 6, закрепленных в приводном валу I.
1и подпружиненные к оси шпинделя 4 одно1плечие рычаги 7 с регулируемыми 8, размещенными в их средней На приводном валу 1 с возможностью ,,„, :,,,-,,,,,,. . .ч... .«j..,
вращения установлены кольцо 9 и охва- чивается, и нагрузка снимается.
тывающее Г1оследнее подвижное кольцо Юс.
радиальным выступом 1, подпружинен нькм в
-гангенциальном направлении пружиной 12, и
размен1,ена с возможностью фиксированного
поворота втулка 13 с нониусом 14, нанекинематически связан через закрепленное па нем зубчатое колесо 15 с резьбоза- ворачиваю щим инструментом. На щнинделе 4 с возможностью совместного вращения и
После этого устройство устанавливают но) и включают резьбозаворачивающий инструмент, который начинает вращать приводной вал 1 с закрепленным в нем тор- сенным на ГнТружно й поверхности со сто- СИОНОМ 5, который, закручиваясь по длине
ро -вободного конца. Приводной вал 1 передает к рутящии 1 „„„„„,,,,0(; головкой 18 под ключ и далее на .затягиваемое резьбовое соединение. В процессе затягивания резьбового соединения шпин4 с возможностью совместного вращен.м п дель 4 разворачивается относительно при. относительнс/го осевого перемен ения уста- 40 водного вала 1, при этом его лысм1 .2 да- новлеш. кольцо 16 с риской 17, располо-вят на концы одноплечих рычагов , и пово рачивают их вокруг осей 6. При достижении предельного крутящего момента одноплечие рычаги 7 поворачиваются так, что закрепленные на них регулируемые упоры Н входят в контакт с внутренней ци. щндри- ческой поверхностью подвижного кольца Ю. которое начинает поворачиваться совместно с приводным валом 1. В этот же момент радиальный выступ И подвижного кольца 10 взаимодействует с чувствительным элемен- том 21 датчика, который дает сигнал или отключает привод резьбозаворачиваюшего инструмента.
Для случая комбинированного контроля
45
женной на ее цилиндрической наружной поверхности, и подпружиненная в осевом направлении относительно кольца 16 головка 18 под ключ. На корпусе закреплен кронн тейн 19, на котором в свою очередь закреплен упор 20 для взаимодействия с радиальным выступом 11 подвижного кольца 10 и установлен с возможностью фиксированного углового перемещения относительно оси приводного вала 1 чувствительный элемент 21 датчика (не по- казап) для периодического взаимодействия с радиальным выступом 11 кольца 10. На цилиндрической поверхности шпинделя 4 со
стоооны присоединения торсиона 5 выпол- . ,
пень, диаметрально расположенные лыски 22 55 МУ моменту и дополнительному углу пово- аая взаимодействия со свободными концамирота, обусловленного или технологическими
опнопечих рычагов 7, которые подпружи- требованиями к условиям затяжки или уче- нены пружинами 23. На свободном конце том инерционности вращающихся масс
затяжки резьбовых соединений по крутящеприводного вала 1 закреплен упорный фланец 24 с выступами 25.
Устройство работает следующим образом.
Предварительно устройство настраивают на требуемый крутящий момент, по дости- жении которого прекращается затяжка резьбового соединения. Для этого при зафиксированном положении приводного вала 1 с помощью динамометрического ключа (не показан) прикладывают к концу шпинделя 4 0 требуемый крутяп.1ий момент, под действием последнего шпиндель 4 поворачивается на некоторый угол и за кручивает торсион 5. Крутящий момент одновременно может контролироваться с помощью нониуса 14, относительно которого поворачивается вместе со шпинделем 4 кольцо 16 с риской 17. При повороте щпинделя 4 его лыс- ки 22 разворачиваются относительно свободных концов одноплечих рычагов 7 и, преодолевая усилие пружин 23, поворачивают
5
( .u, ич о рспписл
0 последние на некоторый угол. По достиже- нии требуемого момента затяжки регулируе- мые упоры 8 выставляют так, чтобы их концы вошли в контакт с внутренней ци- линдрической поверхностью подвижного кольца 10, и фиксируют их положение на 5 рычагах 7, затем перемещают чувствительный элемент 21 датчика по кронштейну 19 в сторону выступа 11 подвижного кольца 10 до срабатывания датчика и фиксируют в
последние на некоторый угол. По достиже- нии требуемого момента затяжки регулируе- мые упоры 8 выставляют так, чтобы их концы вошли в контакт с внутренней ци- линдрической поверхностью подвижного кольца 10, и фиксируют их положение на рычагах 7, затем перемещают чувствительный элемент 21 датчика по кронштейну 19 в сторону выступа 11 подвижного кольца 10 до срабатывания датчика и фиксируют в
-.- f-,-,--,-,
этом, положении. На этом тарировка закан ,,„, :,,,-,,,,,,. . .ч... .«j..,
чивается, и нагрузка снимается.
Для случая комбинированного контроля
. ,
МУ моменту и дополнительному углу пово- рота, обусловленного или технологическими
затяжки резьбовых соединений по крутящерезьбозаворачивающего инструмента, перед началом работы настраивают устройство в указанной последовательности на требуемый крутящий момент, затем перемещают чувствительный элемент 21 датчика в угловом направлении на требуемый угол относительно его положения, соответствующего предельному крутящему моменту, и закрепляют на кронщтейне 19.
Работа устройства и взаимодействие его деталей осуществляются в той же последовательности, как и при контроле по крутящему моменту.
По достижении предельного крутящего момента шпиндель 4 через одноплечие рычаги 7 замыкается на подвижное кольцо 10 и напрямую с приводным валом 1. В результате при дальнеЙ1ней затяжке резьбового соединения торсион о не воспринимает дополнительного крутяп1его момента, передаваемого через приводной вал 1 и шпиндель 4 на затягиваемое резьбовое соединение. После поворота радиального выступа 11 подвижного кольца 10 он взаимодействует с чувствительным эле.ментом 21 датчика, и привод выключается.
0
5
Фор мила и: ооретен11Я
Устройство для КОНГрОЛЯ усилия резьбовых соединений, содержащее корпус, разметенные в нем приводной нал. Н1нинде.1ь, торсион. соединяющий iioc, io,iii;i;i с приводным валом, кинематически (. liH: : - ный со 111пи1 делем датчик крутящего мо мента И чувствительный э.чемент с датчиком для взаимодействия с датчиком крутящего момента, отличающееся тем, что. с целью повышения надежности и paciiiii- рения те.хнологических возможностей, в сродней части приводного ва, 1а выио. пюп диаметральный паз, а датчик крутяиимч/ момента вьи1о.лнен в виде размешепных в диаметральном пазу и подпружиненньгх к оси шпинделя одноплечих рычагов, niap- нирно установ,теннь х в приводном валу имеющих в средней части регулир -емые упоры, охватывающего последние и подпр - жиненного в тангенциальном направлении подвижного кольца с радиальным выстхпом для взаимодействия с чувствительным -(ло- ментом датчика, а на наружной поверхности цJПИндeля со стороны прнсоединения торсиона вынолнены диаметрально расположенные лыски .1ЛЯ взаимодействия ео свободными концами одной. рыча1 ов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Предельный электромеханический гайковерт | 1982 |
|
SU1077777A1 |
| Стенд для испытаний резьбовых соединений и настройки гайковертов | 1989 |
|
SU1738633A1 |
| Способ сборки резьбовых соединений и устройство для его осуществления | 1983 |
|
SU1196250A1 |
| Стенд для контроля крутящего момента гайковертов | 1980 |
|
SU925620A1 |
| Устройство для сборки крепежных элементов | 1987 |
|
SU1511103A1 |
| Пневматический винтоверт | 1988 |
|
SU1588539A1 |
| Гайковерт | 1983 |
|
SU1150060A1 |
| Устройство для сборки резьбовых соединений | 1982 |
|
SU1147553A1 |
| Устройство для сборки резьбовых соединений | 1987 |
|
SU1430249A2 |
| Многошпиндельный гайковерт (его варианты) | 1979 |
|
SU1183358A1 |
Изобретение относится к средствам контроля процесса сборки резьбовых сое- динений применяемых совместно с резьбо- разворачивающим инструментом. Цель изобретения - повышение надежности и расширение технологических возможностей устройства. При включении привода резъбоза- ворачиваюш,его инструмента его вращение через зубчатое колесо 15, приводной вал 1 и торсион 5 передается на цшиндель 1 с рабочей головкой 18, осушествляюшей затяжку резьбового соединения. По мере затяжки возрастает сопротивление завинчиванию. При этом торсион 5 скручивается, а шпиндель 4 разворачивается относительно приводного вала 1 и его лыски 22 начинают взаимодействовать с одноплечими рычагами 7, которые, преодолевая усилие пружин 23, поворачиваются вокруг осей 6. В момент достижения предельного момента затяжки регулируемые упоры 8 входят в контакт с подвижным кольцом 10, которое начинает вращаться е приводным валом 1. При этом радиальный выступ входит в контакт с чувствительным элементом датчика, который отключает привод резьбозаворачиваюшего инструмента. 4 и.к (Л С gD tc wl
19
Вид В
7
ГТ
7 /6
Фие. 3
Фие.
| Предельный электромеханический гайковерт | 1975 |
|
SU612783A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Предельный электромеханический гайковерт | 1982 |
|
SU1077777A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
