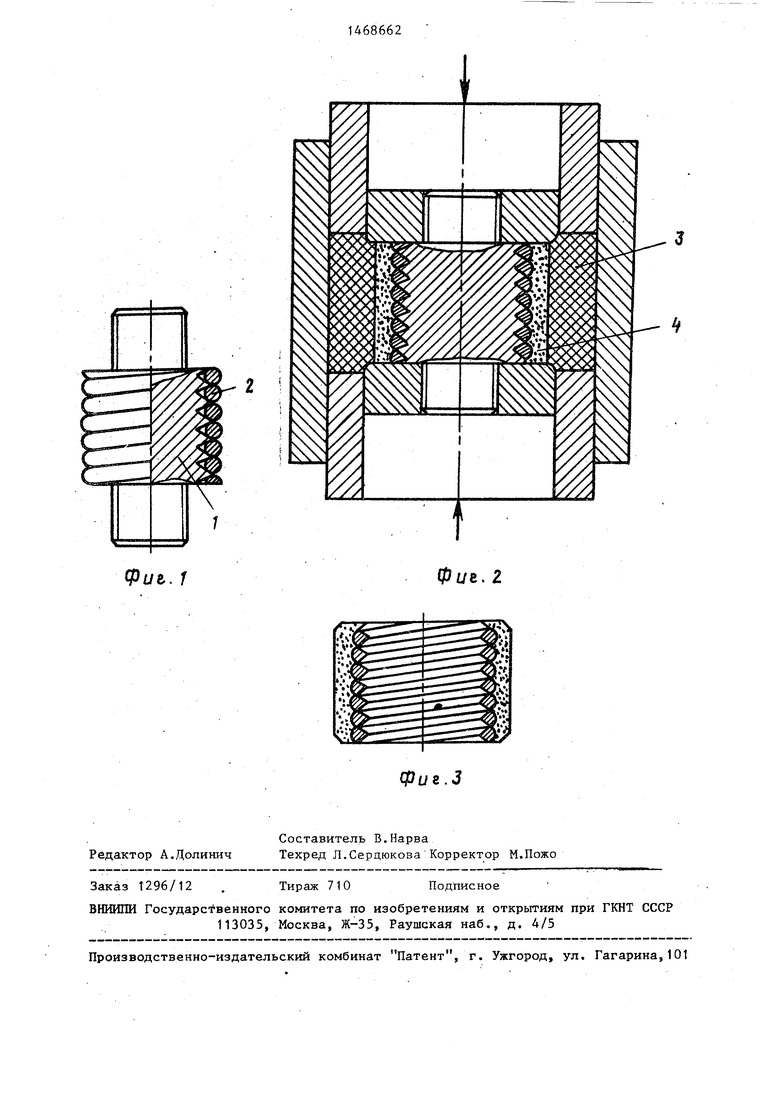
ральной вставки 2 первую устанавливают в пресс-форму. В полость между эластичной полиуретановой оболочкой 3 и упрочняющей спиральной вставкой 2 засьшают порошок 4,- После изоста- тического прессования, при котором происходит уплотнение порошка и деформация проволоки спиральной вставки на резьбовую оправку, прессовку, армированную спиральной вставкой, извлекают из пресс-формы. Резьбовую оправку 1 удаляют путем вывинчивания, чем одновременно осзпществляется калиброва1ше резьбы. Прессовку с упрочняющим элементом спиральной встав- окой спекают.
Пример. Для прессования бып использован порошок марки ШК2С2 с исходной относительной плотностью 0,3. Спиральные вставки были изготовлены ив стали 9ХФ ГОСТ 1435-74, при этом была использована проволока как круглого аечения, так и профильного (трапецеидального и треугольного). Указанная сталь после соответствующей термической обработки (отжиг при 750- 790°C)j изотермическая вьщержка при 600-630°С) имела следующие механические свойства: твердо сть по НВ 190-220 предел текучести 300-400. Ша; относительное удлинение 20-23%; ударная вязкость 5-6 кг.м/см. Спиральные .вставки изготавлива лись на специальных автоматах, после чего они подвергались пескоструйной обработке и гальванопокрытию (меднению) о
После навинчивания спиральной вставки на резьбообразующий инструмент-оправку последний размещался, в пресс-форме для изостатического прессования, где осуществлялось.уплотнение порошка ШК2С2 и деформация проволоки спиральной вставки на опра
5
0
5
0
5
0
45
ку. Затем готовое изделие путем вьгаин- чивания извлекалось из пресс-формы, спекалось,подвергалось визуальному осмотру И испытанию резьбы на срез,
Испытани 1 нд.срез проводили на разрьтной испытательной машине Р-5 путем приложения осевой нагрузки к двум плиткам, скрепленным болтовым соединением с использованием изготовленного резьбового пористого изделия ((гайки). Нагружение проводили до смятия (среза) резьбы. Прочность резьбы на срез определяли как отношение установленного усилия разрушения резьбы к суммарной площади кон- такта по резьбовым виткам (см.табл.).
При применении известного способа . и использовании для навивки проволоки диаметром 2 мм давление прессования составило 450 МПа, прочность резьбы на срез 60-70 МПа.
Как следует из данных таблицы и сравнения с известным способом, использование проволоки фасонного профиля обеспечивает повышение качества резьбы при снижении энергозатрат.
Формула изобретения
1.Способ получения спеченных из.-, делий с внутренней резьбой, включающий навивку проволоки на резьбовую оправку, резмещение цилиндрической заготовки на резьбообразующей оправке, обжатие заготовки, отличающийся тем, что, с целью повышения качества резьбы при снижении энергозатрат, используют проволоку фасонного профиля.
2.Способ по П.1, отличающийся тем,что фасонная проволо-. ка имеет профиль трапеции, квадрата, или треугольника.
Геометрические параметры Готового изделия:


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения армированных изделий | 1983 |
|
SU1357448A1 |
| Спиральная проволочная резьбовая вставка | 1979 |
|
SU859693A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1989 |
|
RU2030240C1 |
| Способ изготовления фильтрующих элементов | 1978 |
|
SU710588A1 |
| Способ получения резьбовой детали | 1990 |
|
SU1762001A1 |
| Способ изготовления трубчатых изделий из композиционных материалов | 1979 |
|
SU867488A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |
| Способ формирования резьб в полых заготовках | 1986 |
|
SU1386342A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2134622C1 |
| Способ изготовления резьбового соединения | 1978 |
|
SU766720A1 |
D.
мм
нар ей
шаг резьбы,мм высота, мм Геометрические параметры сечения проволоки спиральной вставки
Давление прессования, МПа Относительная плотность готового изделия
Качественный анализ резьбовых соединений
Прочность резьбы на срез, МПА
42
Уп32 3 20
2 Основание тр-ка2,5 мм,высота - 2,2 мм, угол при вершине 60 град.
4 Большое основание трап.4 мм, малое 1,5 мм, высота 4,8 мм, угол 15 град
3 Основание тр-ка 3 мм, высота 4,8 мм, углы у основания 60 и 87 град.
300-500 200-350 450-650 350-550 380-520 280-420
0,7-0,73 0,68-0,7 0.75-0,8 0,7-0,75 ,73 0,68-0,72 feo всех случаях; когда спиральная вставка была изготовлена из проволоки круглого сечения, не наблюдалось достижение необходимой точности резьбы. Впадины и выступы резьбы имели округлый профиль, причем достаточно неодинаковый по длине изделия. Резьбовая поверхность не являлась точной копией резьбовой поверхности инструмента и навинчивание ее на соответствующие резьбовые поверхности представляло значительные трудности.
Использование профильной проволоки для спиральной вставки позволило получить резьбовые изделия с высокой точностью резьбы. Практически все указанные изделия могут быть использованы в крепежных соединениях
60-70
150-180 80-tOO 150-200 78-85
180-220
42
Уп32 3 20
3 Основание тр-ка 3 мм, высота 4,8 мм, углы у основания 60 и 87 град.
180-220
фуе. f
Редактор А.Долинич
Составитель В.Нарва
Техред Л.Сердюкова Корректор М.Пожо
Заказ 1296/12
Тираж 710
ВИНИЛИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фае. 2
Фиг.З
Подписное
