Изобретение относится к области обработки металлов давлением и может быть использовано при подготовке листопрокатных валков на широкополосных станах горячей прокатки (ШСГГТ).
Целью изобретения является повьше- ние качества проката путем уменьшения дефектов по гофрам и коробоватости и стабилизации формы образующей поверхности валков.
Способ осуществляется следующим образом.
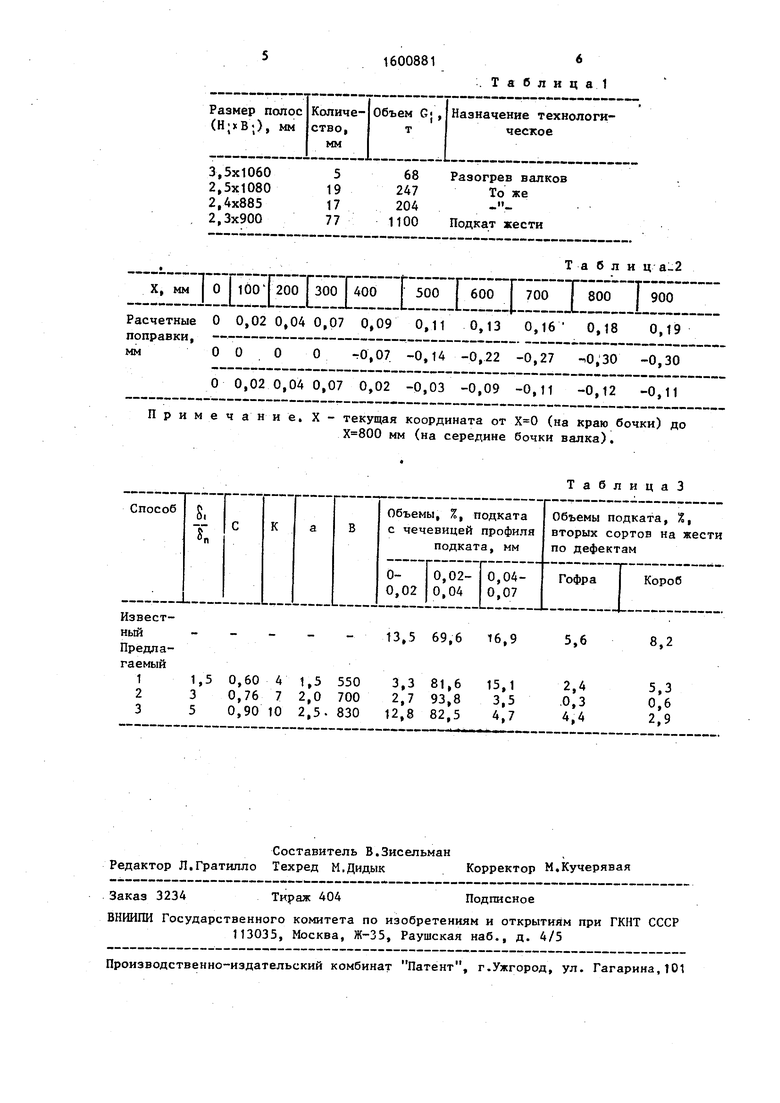
. Для стана ШСГП 1700 необходимо определить величину тепловой поправки при шлифовке рабочих валков клети 10 На данных валках до перевалки прока- тывали полосы с размерами и объемами, предствленными в табл.1. Воспользовавшись этими данными, а также уравнением, где примем коэффициент 76 определим значение средневзвешенной
ширины полосы мм. Шлифовку после прокатки начали через { 2 5 ч Для стана ШСГП 1700 . мм, , а-2. Путем замера термопарой установили, что , тогда по формуле найдем
At9 63/ri- -7x700/(1700-700)
Далее с учетом того, что ,о 0,003 мм/ с, по расчетным формулам произведем определения вносимых поправок в расчетные профили на всей длине бочки рабочего валка по следующим, зависимостям:
, - 26,2 %«J, где О мм;
fx,0,003 X 36, - I2gl где . 500. мм.
Полученные результаты сводим в табл,2, Контрольный профиль бочки валка определяем по зависимости
,: .
где и - натуральный профиль с учетом
тепловой поправки; UV - текущая тепловая поправка
по длине бочки валка} 6, исходный профиль бочки валка (со знаком + для выпуклой образующей бочки и со знаком г для вогнутой образующей бочки). Способ испытан в условиях ШСГП- 1700 в сравнении с известным, в соответствии с которым тепловам поправка определялась и наносилась прямо пропорционально длине бочки. Из анализа результатов сопоставительных данных,. полученных при прокатке полос подката, следует, что во всем диапазоне подката из трех монтажных партий (ПО-v1100 т каждая) объемы с минимальной величиной рассеивания со зна- чениями чечевицы были больше по предлагаемому способу,- чем по известному Хотя при минимальных значениях параметров предпагаейого способа (таблица) доля полос со значительными вели- чинами чечевицы приближается к известному способу, а при максимальных значениях параметров предлагаемого способа - к минимальным значениям чечевиць, Последующая, прокатка из по лученного подкат а на 6-клетевом стан жести показала, что максимальный уровень качества подката соответствует минимальной величине перевода жести
во вторые сорта, оставаясь во всем диапазоне параметров более предпочтительным, чем известный способ подготовки валков,/
Основные технико-экономические
показатели способа сводятся к улучше нию качества подката жести по параметрам поперечного профиля горячека- таной полосы, что соответственно снижает ббьемы вторых сортов, повьшая
Д, ч/ VX , - -,
качественные параметры получаемой п
дукции. Формула из
обретения
Способ подготовки рабочих валков Широкополосного стана горячей прокатки, включающий вывалку из клети, из- -мерение температуры по длине бочки валка, перешлифовку профиля с учетом
0
р
25 Q
тепловых поправок, отличаю- щ и и с я тем, что, с целью повыше- ния качества проката путем уменьшения дефектов по гофрам и коробоватости и стабилизации формы образующей поверхности валков, величину тепловой поправки устанавливают отдельно на участке бочки,.соответствующем средневзвешенной ширине проката, и концевых участках по зависимостям SxB 8rut-&teX2XB/B);
Sx, ht.t-it,)l -(gb) &tft ut/ n-KB/(L-B) ,
текущая величина тепловой поправки на участке длины бочки, определяемая средневзвешенной шириной полосы, мм;
условный коэффициент теплового расширения бочки,
где 5
Ч
50
55
k
В Sv. at--- перепад температур между серединой и краями бочки, С; текущая координата на среднем участке бочки, изменяющаяся от (на середине бочки) до (на краю участка, определяемого, средневзвешенной шириной полосы), мм; средневзвешенная ширина полосы, мм;
текущая величина тепловой поправки на участке длины бочки, определяемая концевыми участками, находящимися за пределами среднего участка (В), мм; текущая координата на концевых участках бочки изменяющаяся от (на краю участка, определяемого средневзвешенной шириной полосы) до Х,(Ь-В)/2 (на концевом краю бочки); длина бочки рабочего валка, мм;
коэффициент, учитывающий характер локального разогрева на середине бочки валка (4 К й- 10); время между перевалкой и шлифовкой валка, ч, показатель степени, определяющий формоизменение тепловой Ёыпуклости (1,56 аб2,5).
X. К f
а . Т а б л и ц а 1
Размер полос Количе- Объем G;, Назначение технологи- (Н;хВ;), мм ство, т ческое мм
3,5x1060568Разогрев валков
2,5x108019247 То же
2,4x88517204 ,3x900771100Подкат жести
.,Таблиц а-2
-f:™ ° °°f 200 30oj400 500 Г 60о Г 70о Т 800 Т эОО
Расчетные О 0,020,040,07 0,09 0,11 0, поправки, -.,
. ° -0,14-0,22 0,02 0,04 0,07 0,02 -0,03 -0,09 -0,11
Примечание. X - текущая координата от (на краю бочки) до
мм (на середине бочки валка).
«
ТаблицаЗ
f - - --„ , , ц I
Способ 5 Объемы, %, подката Объемы подката, %,
S В с чечевицей профиля вторых сортов на жести
подката, мм по дефектам
р---р------ ------р----..
О- 0,02- 0,04- Гофра Короб 0,02 |0,04 0,07
Извест- .
ПЙдяа-- - 5-««.2
гаемый
11,50,6041,5 5503,381,615,12,45 3
230,7672,0 7002,793 835,030)6
350,90102,5. 83012,882,,42,9
Составитель В.Зисельман Редактор Л.Гратшшо Техред М.Дидык Корректор М.Кучерявая
Заказ 3234 Тираж 404Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1555003A1 |
| Способ горячей прокатки на широкополосном стане | 1988 |
|
SU1690873A1 |
| Способ горячей прокатки на широкополосном стане | 1988 |
|
SU1616728A1 |
| Способ горячей прокатки на широкополосном стане | 1989 |
|
SU1713695A1 |
| Способ горячей прокатки полос | 1989 |
|
SU1764723A1 |
| Рабочий валок клети кварто широкополосного стана горячей прокатки,комплект рабочих валков клети кварто широкополосного стана горячей прокатки и способ калибровки комплектов рабочих валков клетей кварто чистовой группы широкополосных станов горячей прокатки | 1985 |
|
SU1424889A1 |
| Способ горячей прокатки на широкополосном стане | 1989 |
|
SU1687315A1 |
| Способ горячей прокатки полос на широкополосном стане | 1987 |
|
SU1588448A1 |
| Рабочий валок чистовой клети непрерывного листового стана горячей прокатки | 1986 |
|
SU1388126A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в листопрокатном производстве, в частности на широкополосных станах горячей прокатки при подготовке и профилировке рабочих валков. Цель изобретения - повышение качества проката путем уменьшения дефектов по гофрам и коробоватости и стабилизации формы образующей поверхности валков. Для этого перед шлифовкой рабочих валков дополнительно учитывают время между перевалкой и шлифовкой, а также средневзвешенную ширину прокатываемой за кампанию рабочих валков полос. Величину тепловой поправки на расчетный профиль определяют по зависимостям. 3 табл.
