12011
Изобретение относится к промышленности строительных материалов и может быть использовано при коивейерном производстве железобетоиных изделий.5
Цель изобретения - повышение надежности технологической линии.
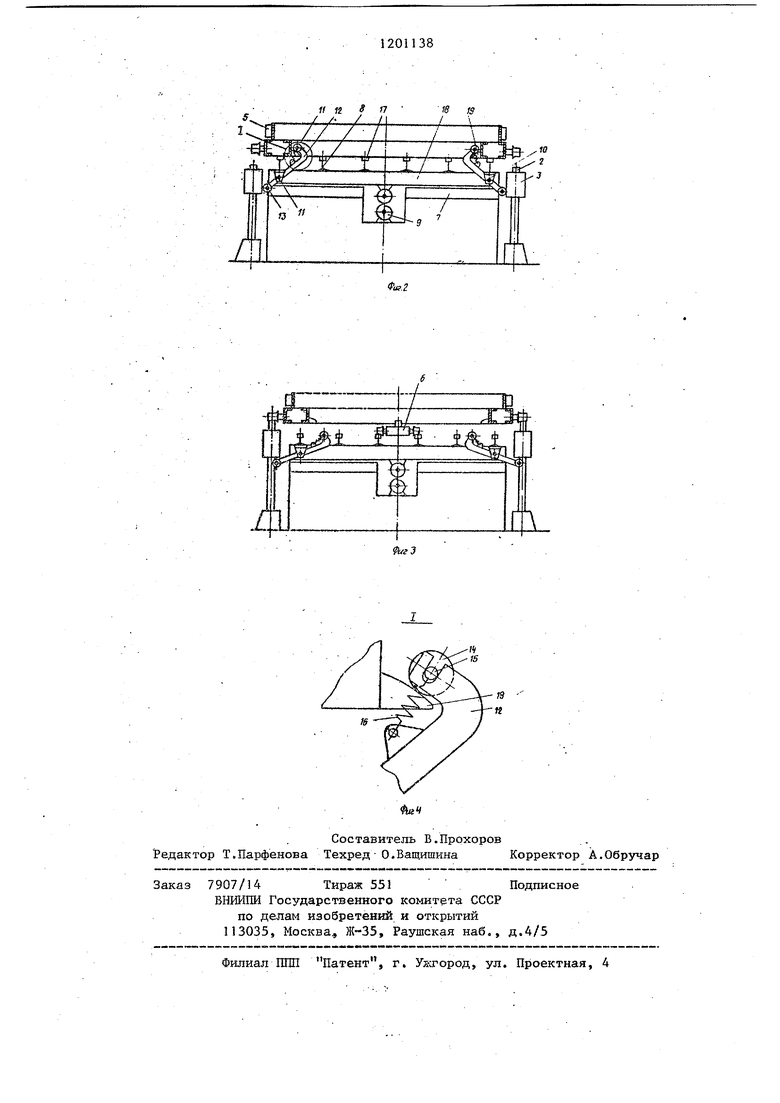
На фиг.1 схематически изображен пЬсТ формования, вид в плане; на фиг.2 - то же, поперечньй разрез О (при уплотнении смеси); на фиг.3 то же (при перемещении формы-вагонетки};, на фиг. 4 - узел I на фиг.2.
Пост формования содержит вибро- . площадку 1, рельсы 2, установленные 15 на подъемных балках 3, механизм 4 перемещения форм-вагонеток 5 с кареткой толкателя 6..
Виброплощадка содержит неподвижнзпо раму 7, верхнюю подвижную раму 20 8, кулачковый механизм подъема 9. На верхней подвижной раме 8 установлены кронштейны IО с осями 11. На оси 11 одеты поворотные рычаги 12. На наружных концах рычагов 2 уста- 25 новлены ролики 13, на внутренних ролики 14 с осями 15 и пружинами 16. Верхняя подвижная рама 8 выполнена из жестко соединенных между собой верхних продольных 17 и нижних по- 30 перечных 18 роликов.
Форма-вагонетка 5 снабжена наклонньми упорами 19,
Формовочный пост технологической линии работает следующим обра- 35 зом.
При поступлении формы 5 на пост формовки происходит опускание рельс 2. При опускании рельс 2 подъемные балки 3, надавливая на ролики 13, 40 поворачивают рьр1аги 12. При повороте рычагов 12 внутренние ролики 14 накатываются на упоры 19 формы-вагонетки 5, прижимая форму к верхней подвижной раме 8 ударной виброплощад- 45 ки 1. Затем форма-вагонетка 5 заполняется бетонной смесью, после чего включается ударная площадка 1. При вращении кулачкового механизма подъема 9 верхняя подвижная рама 8 ,
382
вместе с формой 5, приподнимается вверх, а затем свободно падает на .нижнюю неподвижную раму 7. При вертикальных перемещениях рамы наружные ролики 13 рычагов 12 свободно перекатьгоаются по боковой поверхности подъемных балок 3. После окончания цикла уплотнения бетонной смеси подъемные балки 3 поднимаются, рычаги 12 поворачиваются, опускаясь внутренними частями вниз и освобождая форму-вагонетку 5. Поворот рычагов осуществляется под действием собственного веса, так как они выполнены так, что момент силы тяжести внутренней части рычага больще момента, создаваемого его наружной частью.
При дальнейшем подъеме подъемных балок 3 форма-вагонетка 5 приподнимается над поверхностью ударной виброплощадки 1, включается механизм 4 перемещения форм, и каретка толкател 6 проталкивает форму-вагонетку на следующий пост, при этом каретка толкателя 6 перемещается по продольным рельсам 17 верхней подъемной рамы 8.
Крепление оси внутреннего ролика к поворотному рычагу посредством пружины позволяет компенсировать -нв точности изготовления н установки наклонньпс упоров на поддоне формывагонетки (допускается погрешность установки упоров до 3-5 MMJ.
Пружина выбрана так, что развиваемое ею усилие больще проекции силы отрьша формы на прямую, совпадающую с осью пружины.
Кулачки вьтолнены с синусоидальны профилем так, что ускорение и усили отрьта в верхней точке подъема равны нулю и крепление формы с помощью рычагов достаточно надежно и эффективно .
Таким образом, предлагаемое изобретение позволяет улучшить условия эксплуатации, уменьшить поломки и увеличить надежность технологической линии за счет надежного и долговечного крепления форм на посту формования.
ПК f 17 5 f3
g у /. / /
/ /
| название | год | авторы | номер документа |
|---|---|---|---|
| Пост формования в технологической линии для изготовления строительных изделий | 1987 |
|
SU1472269A1 |
| Вертикально-замкнутая линия для изготовления бетонных и подобных изделий в формах-вагонетках | 1974 |
|
SU574334A1 |
| Установка для формования железобетонных изделий | 1978 |
|
SU743884A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1979 |
|
SU977171A1 |
| Тележка | 1978 |
|
SU748114A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Технологическая линия для изготовления строительных изделий | 1984 |
|
SU1232480A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
ПОСТ ФОРМОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ. СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ, содержащий 5 2 формы-вагонетки, виброплощадку с устройством для крепления форм, подъемные балки для установки формваг оие ток на виброплощадку и устройство для перемещения форм-вагонеток , о тличающййс я тем, что, с целью повьшения надежности технологической линии, каждая форма-вагонетка снабжена упорами, устройство для крепления форм выполнено в виде двуплечих поворотных рычагов, имеющих на нижнем плече ролики, контактирующие с подъемными , балками, а на верхнем подпружиненные ролики, контактируимцие с упорами. f7 W
, ..,
. A
w
3
iH
| Конвейерная установка для изготовления железобетонных строительных изделий | 1973 |
|
SU455006A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Конвейерная линия для изготовления крупноразмерных железобетонных изделий "комбинат" | 1973 |
|
SU504654A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| . | |||
