Изобретение относится к вспомогательному оборудованию кузнечно-штамповочного производства, а именно к устройствам для подачи штамповок.
Целью изобретения является расширение технологических возможностей устройства для подачи штамповок.
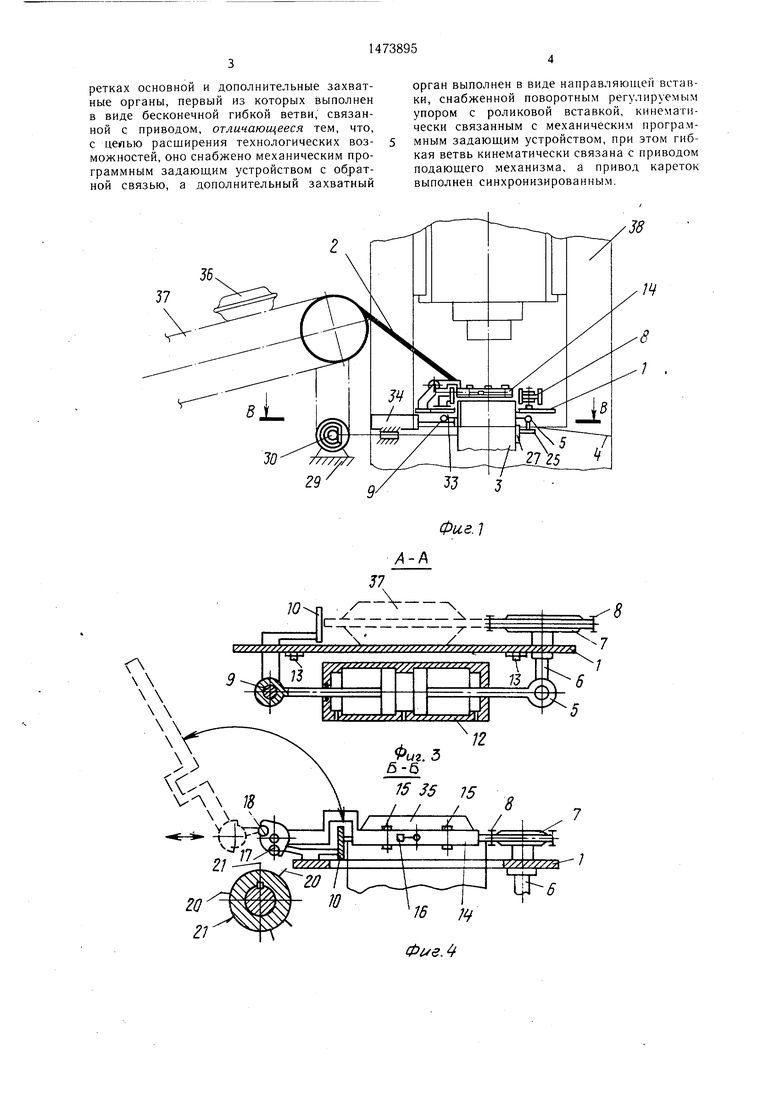
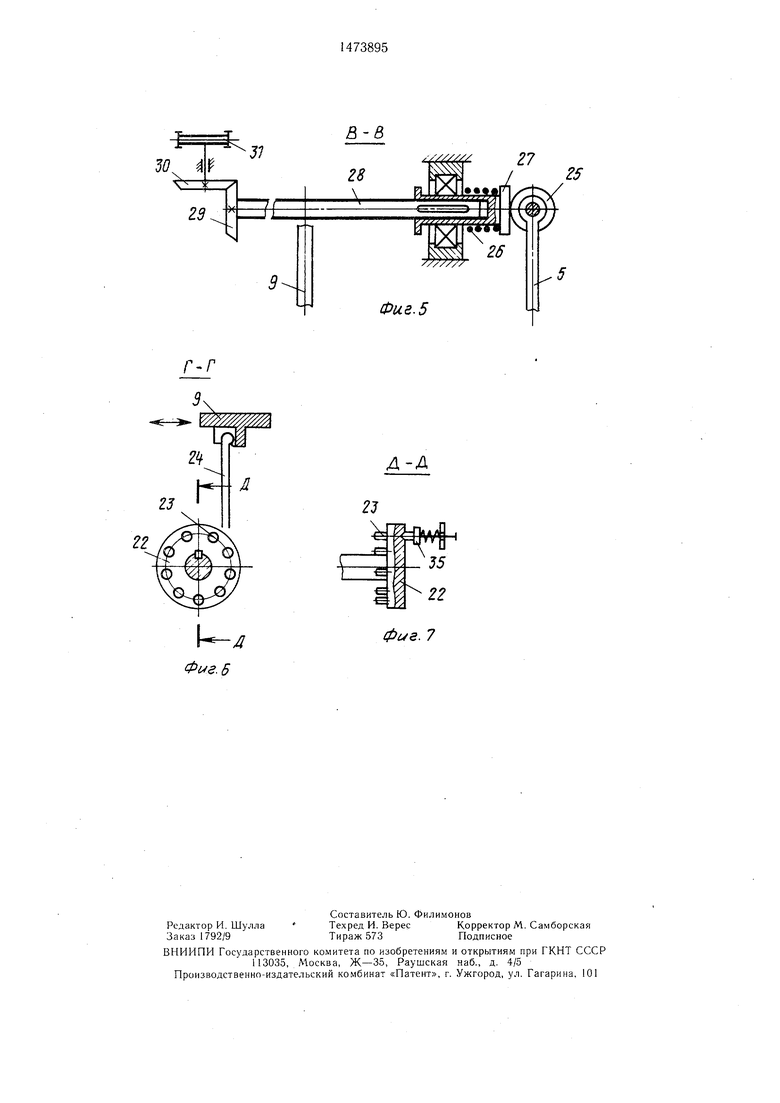
На фиг. 1 изображено устройство для подачи штамповок, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - разрез Г-Г на фиг. 2; на фиг. 7 - разрез Д-Д на фиг. 6.
Устройство для подачи штамповок содержит основание 1, выполненное в виде настила, установленного заподлицо с плоскостью штампа, приемного склиза 2 и выдающих склизов 3 и 4. Каретка 5 с установленными на ее вертикальных осях 6 приводными элементами 7 с гибкой ветвью 8 и каретка 9 с направляющей планкой 10 размещены в пазах 11 основания 1. Каретки 5 и 9 связаны между собой синхронизирующим шаговым механизмом 12 и ограничены регулируемыми упорами 13. На направляющей планке 10 установлен поворотный регулируемый упор 14 с роликами 15 и конечным выключателем 16. Регулируемый поворотный упор 14 снабжен контактными упорами 17 и 18 и регулируемым элементом 19. Под контактными упорами 17 и 18 установлено программное задающее устройство с ответными парами контактных упоров 20 и 21 и цевочным колесом 22 с цевками 23, которые через упорную шарнирную планку 24, установленную на направляющей планке 10, имеют обратную связь с движением каретки 9. Приводные элементы 7 через диск 25, периферийно контактирующий с подпружиненным пружиной 26 втулкой-диском 27, подвижно установленным на валу 28, и конические шестерни 29 и 30 соединены со звездочкой 31, соединенной с приводом 32 подающего механизма (например, конвейера). В вырезе штампа установлен толкатель 33 с приводом 34, а цевочное колесо установлено с контактом, подпружиненным фиксатором 35.
сгройство работает следующим образом.
Шшмповка 36 по конвейеру 37 подается о штамповочного молота (пресса) по приемному склизу 2 между направляющей планкой 10 и гибкой ветвью 8 (нормальное положение кареток 5 и 9 раздвинутое). Дается команда на сдвижение кареток 5 и 9 впуском воздуха в наружные полости синхронизирующего механизма 12 (цилиндр)7 и каретки 5 и 9, сдвигаясь (фиг. 3) до отрегулированных на данный размер упоров 13, зажимают штамповку 36 по облою между направляющей планкой 10 и гибкой ветвью 8, приводные элементы 7 которой, соединяясь через диски 25 и 27 (сжав пружину 26), вал 28, шестерни 29 и 30
0
5
0
5
0
5
0
5
0
5
и звездочку 31 с приводом 32 постоянно работающего конвейера 37, приводят в движение гибкую ветвь 8 и, обкатывая штамповку 36 вокруг направляющей планки 10, перемещают ее по основанию 1, выполненному заподлицо с верхней плоскостью гравюры штампа, до предварительно установленных роликов 15 поворотного упора 14. При попадании в гравюру обрезного штампа (обусловлено выставленными роликами 15) штамповка 36 нижним выступом опускается в гравюру и через рычаг вводит в действие конечный выключатель 16, который дает команду на раздвижение кареток 5 и 9 переключением подвода воздуха во внутреннюю полость синхронизирующего механизма 12. При раздвижении кареток 5 и 9 контактный упор 17, находя на ответный контактный упор 21, поворачивает поворотный регулируемый упор 14 (фиг. 4, пунктир). Дается команда на ход ползуна пресса 38 и происходит обрезка облоя, а штамповка продавливается на провал. При обратном ходе ползуна пресса дается команда на включение привода 34, который выдвижением толкателя 33 в вырез штампа сбрасывает штамповку .по склизу 4 в тару, одновременно дается команда на сдвижение кареток 5 и 9, которые аналогично подаче штамповки 36 зажимают между направляющей планкой 10 и гибкой ветвью 8, обкатывая, перемещают облой по склизу 3 в тару.
При втором ходе каретки 9 шарнирная планка 24 поворачивает через цевки 23 цевочное колесо 22, которое жестко связано с ответными парами контактных упоров 20 и 21, поэтому одновременно поворачивают и их, подводя под повернутый контактный упор 18 (фиг. 4 пунктирное положение) промежуток между ответными парами контактных упоров 20 и 21. Поэтому при втором сдвижении возврата поворотного регулируемого упора 14 в исходное положение не происходит.
После хода толкателя 33 дается команда на возврат его в исходное положение и раздвижение кареток 5 и 9, при котором происходит поворот цевочного колеса 22 еще на шаг, а следовательно, и ответных пар контактных упоров 20 и 21. Манипулятор готов к приему следующей штамповки. При сдвижении (опять первое сдвижение) кареток 5 и 9 - захват новой штамповки - контактный упор 18, находя на ответный контактный упор 20, поворачивает поворотный регулируемый упор 14 в исходное положение и указанный цикл повторяется.
Формула изобретения
Устройство для подачи штамповок,содержащее приводной подающий механизм и установленные на подвижных приводных каретках основной и дополнительные захватные органы, первый из которых выполнен в виде бесконечной гибкой ветви, связанной с приводом, отличающееся тем, что, с цепью расширения технологических возможностей, оно снабжено механическим программным задающим устройством с обратной связью, а дополнительный захватный
орган выполнен в виде направляющей вставки, снабженной поворотным регулируемым упором с роликовой вставкой, кинематически связанным с механическим программным задающим устройством, при этом гибкая ветвь кинематически связана с приводом подающего механизма, а привод кареток выполнен синхронизированным.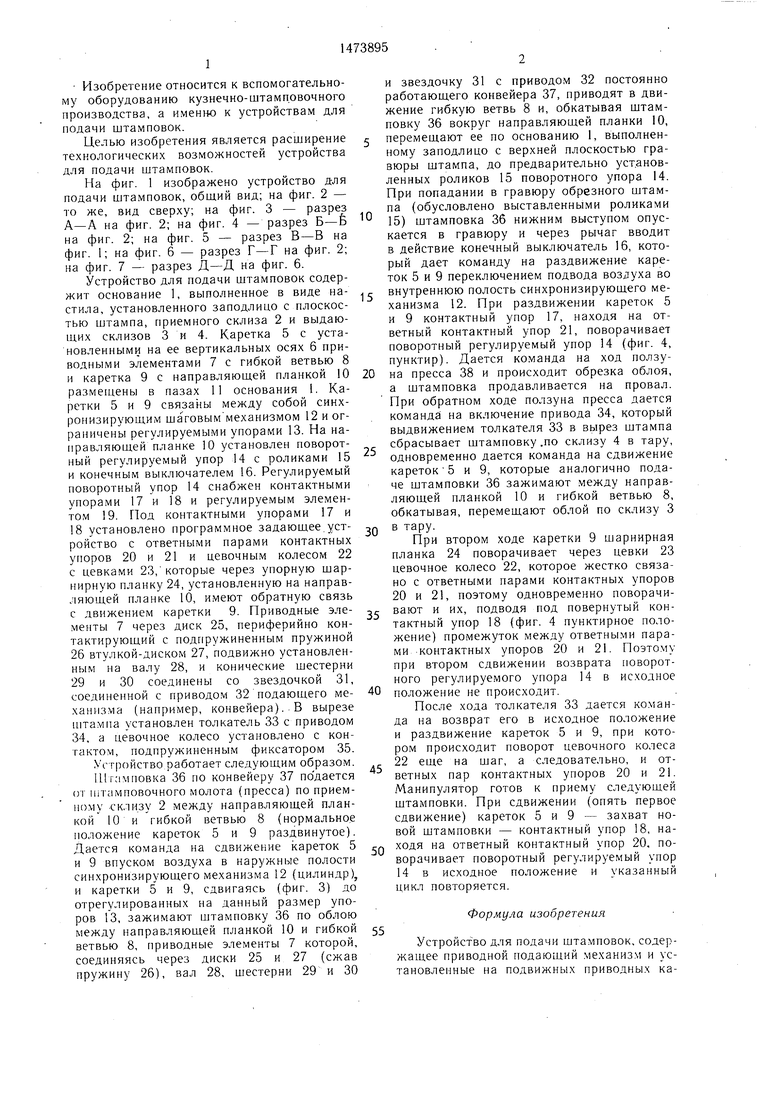
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор | 1986 |
|
SU1388175A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
| Производственный модуль для штамповочных работ | 1988 |
|
SU1685576A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
Изобретение относится к вспомогательному оборудованию кузнечно-штамповочного производства изделий, а именно к манипулирующим устройствам. Цель изобретения - расширение технологических возможностей устройства за счет точного позиционирования штамповки и разделения обрезанной штамповки и облоя. Устройство содержит основной, выполненный в виде гибкой ветви 8 и дополнительный, выполненный в виде направляющей планки 10, захватные органы. Гибкая ветвь 8 кинематически связана с приводом 32 подающего механизма. Привод кареток, на которых смонтированы захватные органы, выполнен синхронизированным. На направляющей планке 10 установлен поворотный регулируемый упор 14 с роликовой вставкой, кинематически связанный с механическим программным задающим устройством с обратной связью. 7 ил.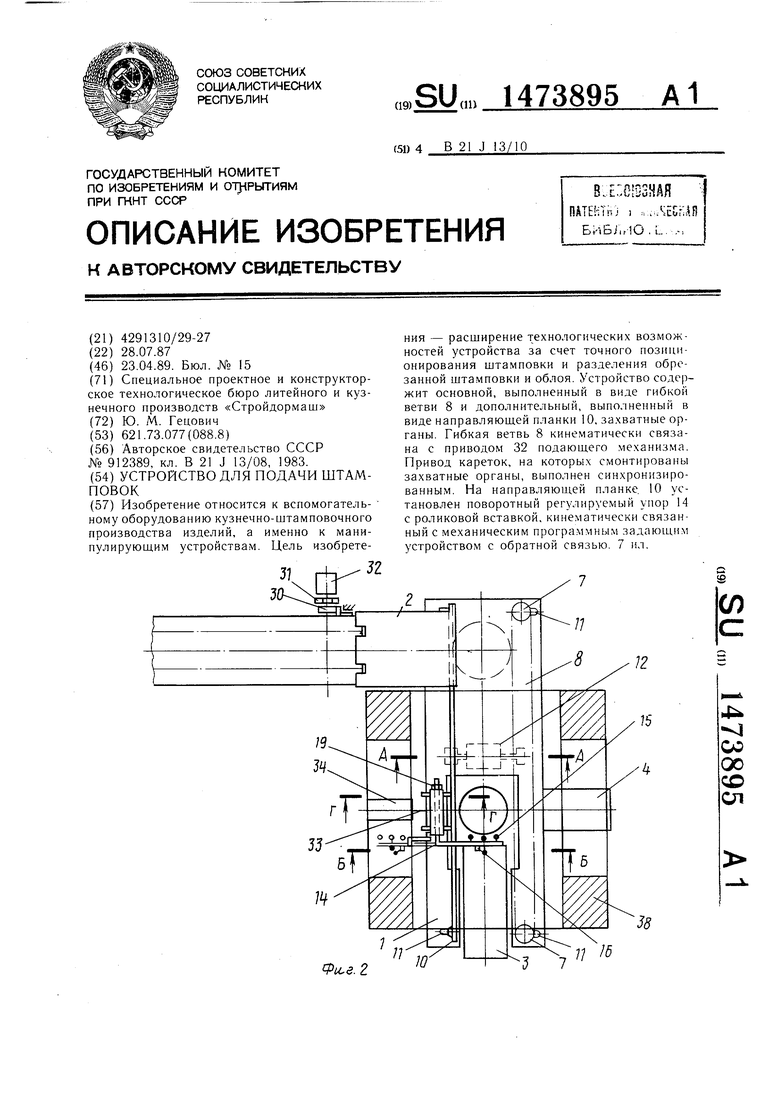
56
57
л-л
фиг. 7
| Манипулирующее устройство | 1979 |
|
SU912389A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
