Фиа.1
Изобретение относится к производству железобетонных изделий, в частности к устройствам для сборки опалубки при изготовлении длинномерных стоек железобетонных опор линий электропередач.
Цель изобретения - уменьшение трудоемкости сборки.
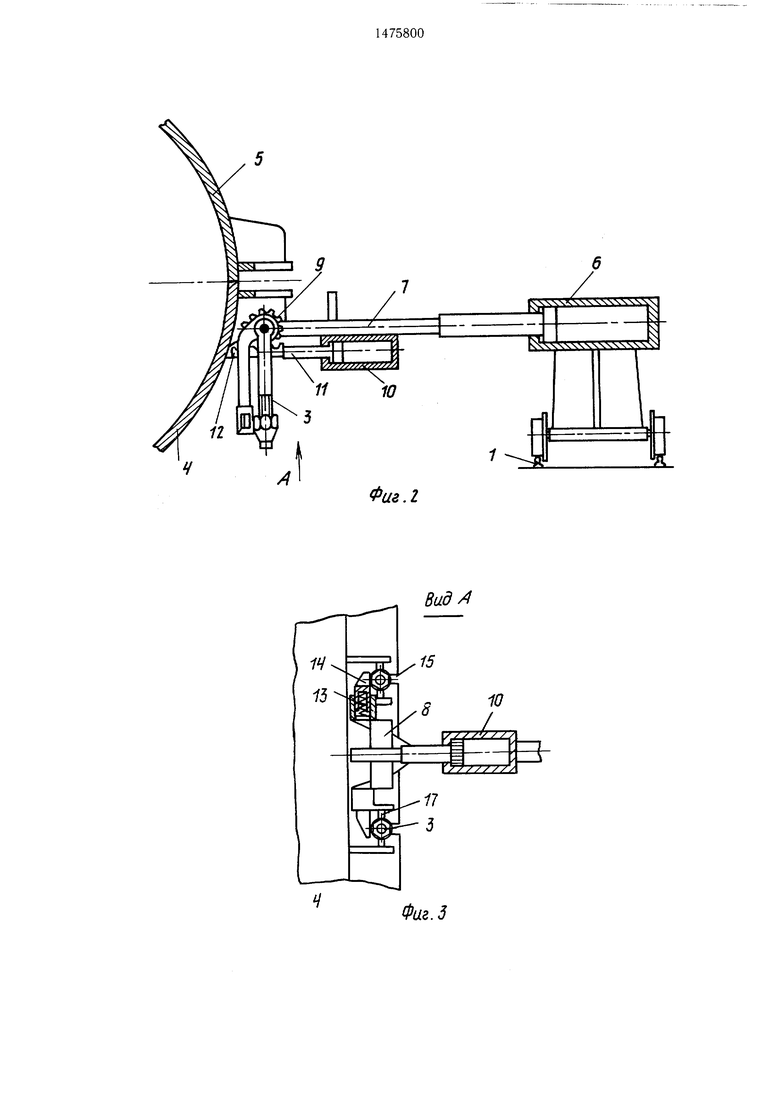
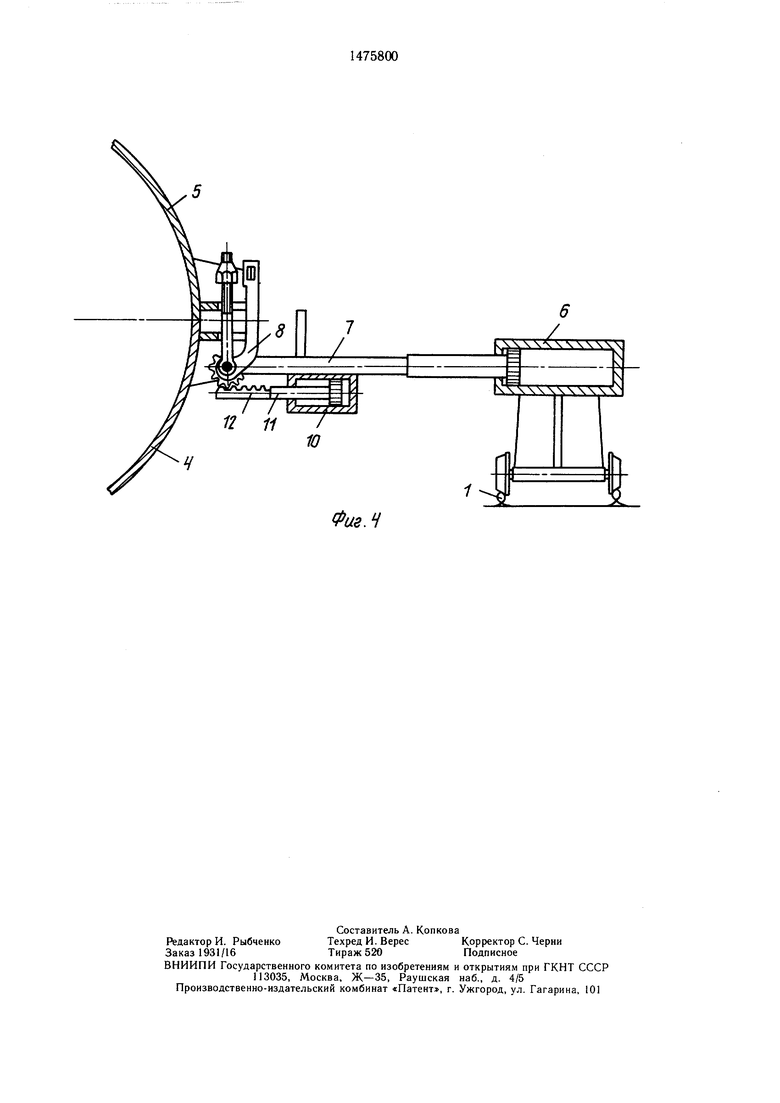
На фиг. 1 изображен стенд в исходном положении; на фиг. 2 - стенд с захваченными откидными болтами опалубки; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - стенд после установки откидных болтов в положение для завинчивания.
Стенд содержит направляющие 1, установленную на них подвижную каретку 2 и механизм поворота откидных болтов 3, соединяющих нижнюю 4 и верхнюю 5 опалубки.
Механизм поворота откидных болтов 3 содержит силовой цилиндр 6, шток 7 которого перпендикулярен направляющим 1. На штоке 7 смонтирован поворотный рычаг 8 с шестерней 9 и дополнительный силовой цилиндр 10 со штоком 11. Свободный конец штока 11 выполнен с зубчатой рейкой 12, входящей в зацепление с зубчатой шестерней 9. На свободном конце поворотного рычага 8 смонтирована подпружиненная посредством пружины 13 защелка 14, выполненная со скосом для контактирования с откидным болтом 3. Расстояние между защелками 14 соответствует расстоянию между пазами 15, в которых шарнирно на осях 16 смонтированы откидные болты 3.
На штоке 7 с помощью кронштейна 17 закреплен гайковерт 18.
Устройство работает следующим образом.
В исходном положении каретка 2 находится напротив пары откидных болтов 3, висящих на оси 16 шарнира их крепления к нижней опалубке 4 с уложенной на нее верхней опалубкой 5. При этом шток 7 основного цилиндра 6 находится в крайнем правом положении, зубчатая рейка 12 со штоком 11 дополнительного цилиндра 10 находится в крайнем левом положении, рычаги 8 опущены, а подпружиненные защелки 14 выдвинуты пружинами 13 в стороны до отказа (фиг. 1).
Для захвата откидных болтов 3 рабочая жидкость подается в бесштоковую полость
цилиндра 6. При этом шток 7 перемещается в крайнее левое положение и рычаги 8 с защелками 14 проходят за болты 3, сдвигая защелки 14 и сжимая пружины 13 за счет
взаимодействия болтов 3 со скосами защелок 14. После прохождения болтов 3 пружины 13 разжимаются и выдвигают защелки 14 за болты 3 до отказа (фиг. 2, 3). Для поворота откидных болтов 3 в положение, при котором производится заворачивание их гаек и сборка опалубок 4 и 5, рабочая жидкость подается в штоковую полость дополнительного цилиндра 10 и шток 11 вместе с зубчатой рейкой 12 перемещается вправо, поворачивая зубчатую шестерню
9 и рычаги 8, которые защелками 14 поворачивают откидные болты 3 вверх на их осях 16 и вводят их в пазы 15 верхней опалубки 5 (фиг. 4). На гайки болтов 3 для их завинчивания устанавливаются гайковерты 18.
п После подъема гайковертов 18 рабочее давление подается в штоковую полость цилиндра 10, шток 7 отодвигается в крайнее правое положение, шток 11 отодвигается в крайнее левое положение, рычаги 8 опускаются и каретка 2 перемещается ncf на5 правляющим 1 к следующим болтам 3 для продолжения цикла.
Формула изобретения
Стенд для сборки опалубки на технологической линии по изготовлению железобетонных изделий, содержащий расположенные вдоль продольной оси направляющие и гайковерты для заворачивания гаек откидных болтов, соединяющих нижнюю и верхнюю опалубки, отличающийся тем, что, с целью уменьшения трудоемкости сборки, он снабжен установленной на направляющих кареткой с механизмом поворота откидных болтов относительно оси шарнира их крепления, выполненным в виде силового цилиндра, на штоке которого смонтирован дополнительный силовой цилиндр, а на конце штока - поворотный рычаг, связанный со штоком дополнительного силового цилиндра при помощи реечной передачи, причем на
свободном конце поворотного рычага установлена подпружиненная защелка, выполненная со скосом для контактирования с откидным болтом.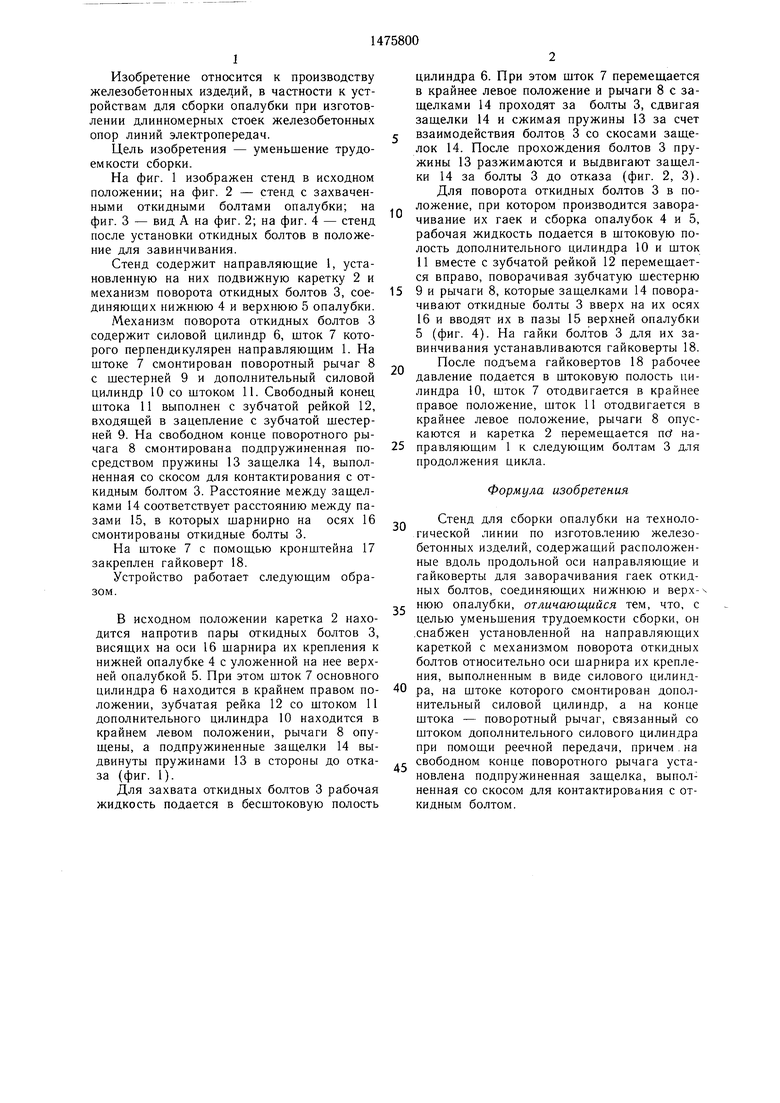
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки запрессовкой узлов трактора | 1984 |
|
SU1212747A1 |
| Стенд для сборки | 1975 |
|
SU551155A1 |
| Устройство для заворачивания гаек клеммных болтов при сборке звеньев железнодоржного пути | 1987 |
|
SU1416590A1 |
| Стенд для сборки и обжатия уплотнительных муфт с воздуховодными трубками | 1982 |
|
SU1050846A1 |
| Стенд для смены калибров в неразъемных клетях редукционного стана | 1973 |
|
SU512811A1 |
| Механизм поворота и фиксации стола | 1980 |
|
SU946886A1 |
| Станок для разборки и сборки диафрагменного узла | 1988 |
|
SU1537551A1 |
| Перегрузочное устройство, преимущественно, для поточных линий | 1960 |
|
SU135405A1 |
| Манипулятор | 1984 |
|
SU1202861A1 |
| Устройство для отпирания замка крышки люка вагона | 1988 |
|
SU1579854A1 |
Изобретение относится к производству железобетонных изделий ,в частности, к стендам для сборки опалубки при изготовлении стоек опор воздушных линий электропередачи. Цель изобретения - уменьшение трудоемкости сборки. Стенд содержит направляющие 1 для перемещения по ним каретки 2 с механизмом поворота откидных болтов 3, соединяющих полуопалубки. Механизм поворота откидных болтов выполнен в виде привода из силовых цилиндров 6 и 10, реечной передачи - шестерни 9 и рейки 12 и подпружиненных защелок 14, взаимодействующих своими скосами с откидными болтами 3. 4 ил.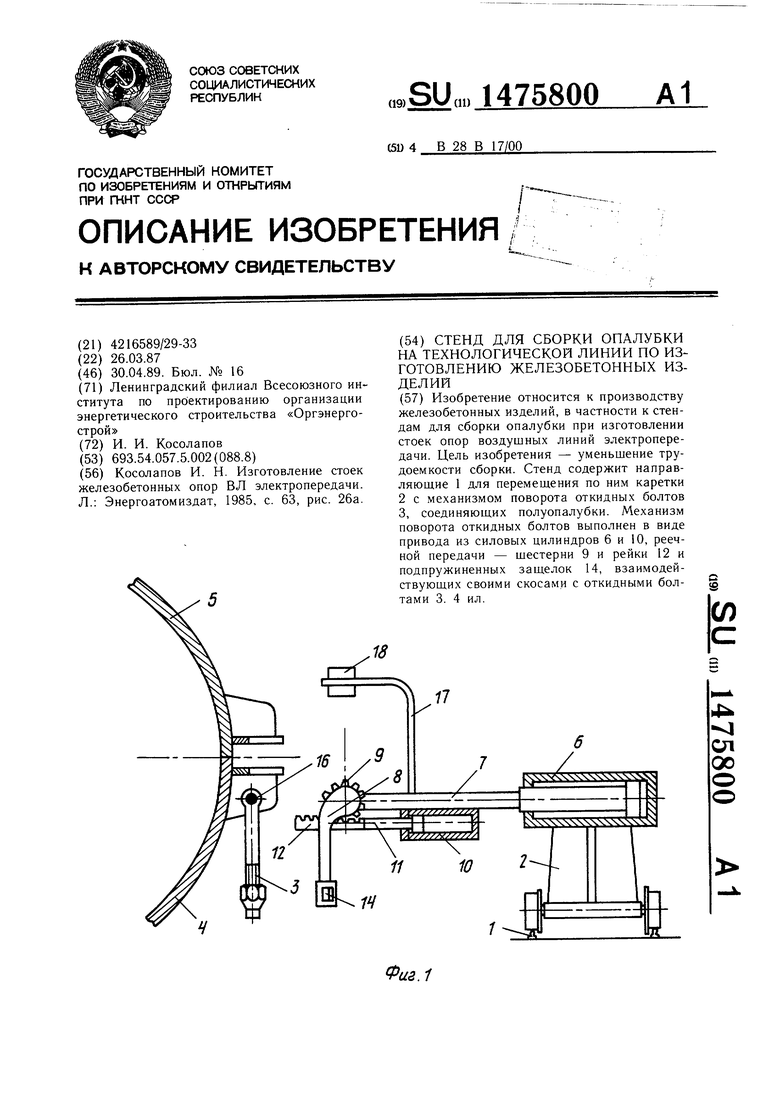
Фаг. 2
Вид А
Фаг.З
Фиг.Ч
| Косолапов И | |||
| Н | |||
| Изготовление стоек железобетонных опор ВЛ электропередачи | |||
| Л.: Энергоатомиздат, 1985, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
