1
Изобретение относится к производству шин для транспортных средств способом сборки из отдельных деталей и последующей их вулканизации.
Целью изобретения является повышение качества за счет устранения отслоений кромок заворотов слоев корда и других деталей покрышки в процессе ее сборки.
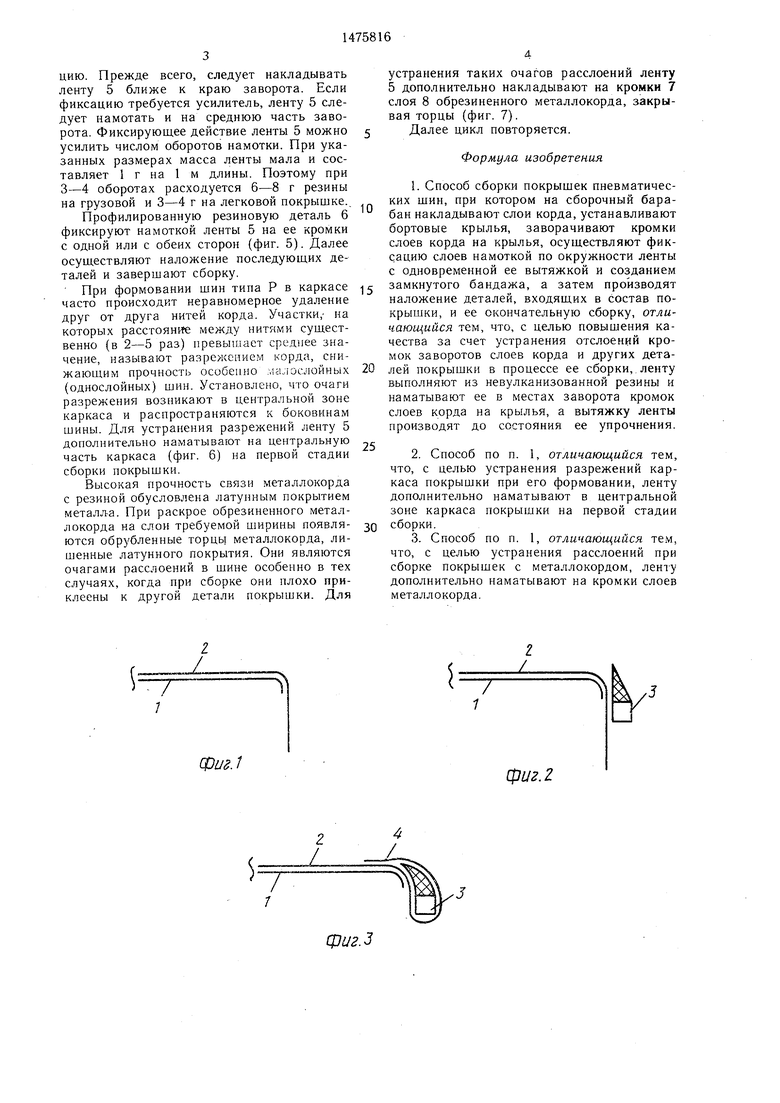
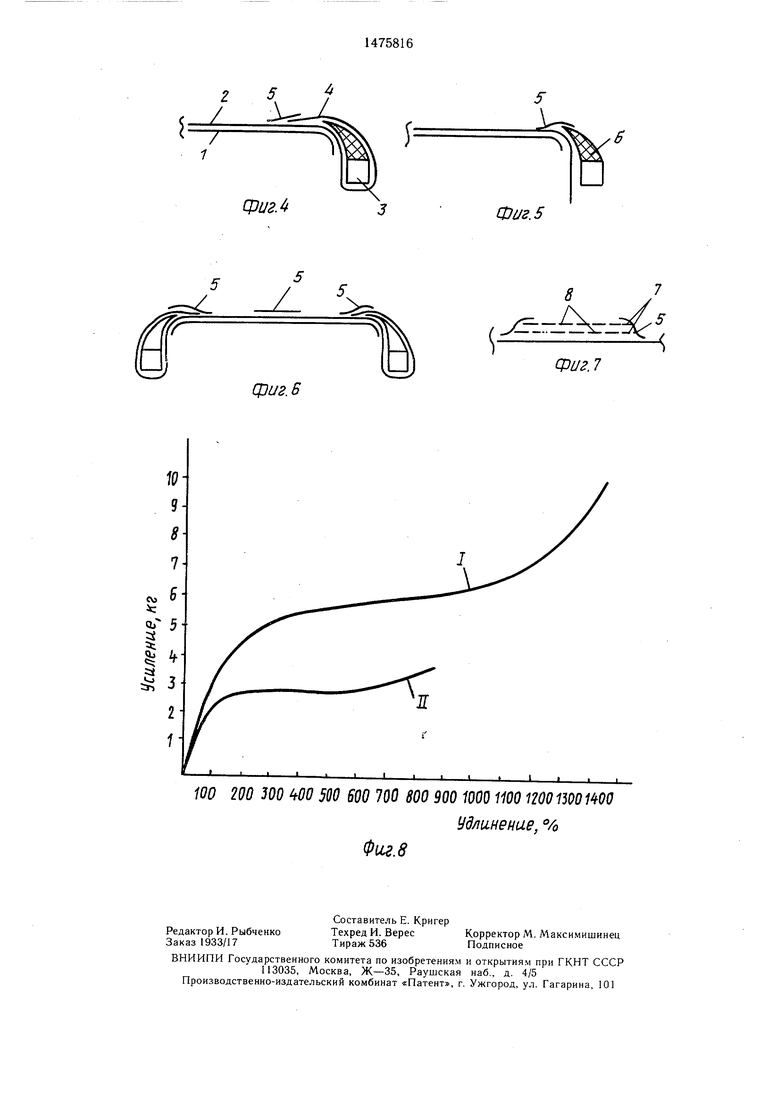
На фиг. 1-7 схематично изображены последовательные стадии осуществления способа; на фиг. 8 - график зависимости усилия растяжения ленты от ее удлинения.
Способ осуществляют следующим образом.
На сборочный барабан 1 накладывают слои 2 корда (фиг. 1), устанавливают бортовые крылья 3 (фиг. 2), заворачивают кромки 4 слоев корда на крылья (фиг. 3), осуществляют фиксацию слоев намоткой по окружности ленты 5 (фиг. 4) с одновременной ее вытяжкой и созданием замкнутого бандажа. Ленту 5 выполняют из невулканизованной резины и наматывают ее в местах заворота кромок 4 слоев корда
на крылья 3. Вытяжку ленты 5 производят до состояния ее упрочнения.
Состояние упрочнения имеет место при растяжении невулканизованных резин из кристаллизующихся каучуков, например НК и СКИ. Оно наступает после области пластического течения. Кривые I и II на фиг. 2 для резин на основе НК и СКИ соответственно демонстрируют способность резин упрочняться при больших (500-1500%) растяжениях несмотря на уменьшение площади сечения образца из-за сильного растяжения (например, при 800%, кривая 1) для его дальнейшей вытяжки требуется все возрастающее усилие. Разрывается лента при усилии 10 кг, что значительно выше усилия, которое развивается на начальном участке кривой, в упругой области. У резиновых лент из кристаллизующихся каучуков (например БСК) состояние упрочнения при вытяжке не наступает. При такой вытяжке толщина ленты составляет примерно 0,1 мм, а ширина примерно 10 мм. Это позволяет положить ленты на ту часть заворота, где она лучше обеспечивает его фикса«
(Л
1 ел
00
оэ
цию. Прежде всего, следует накладывать ленту 5 ближе к краю заворота. Если фиксацию требуется усилитель, ленту 5 следует намотать и на среднюю часть заворота. Фиксирующее действие ленты 5 можно усилить числом оборотов намотки. При указанных размерах масса ленты мала и составляет 1 г на 1 м длины. Поэтому при 3-4 оборотах расходуется 6-8 г резины на грузовой и 3-4 г на легковой покрышке.
Профилированную резиновую деталь 6 фиксируют намоткой ленты 5 на ее кромки с одной или с обеих сторон (фиг. 5). Далее осуществляют наложение последующих деталей и завершают сборку.
При формовании шин типа Р в каркасе часто происходит неравномерное удаление друг от друга нитей корда. Участки/ на которых расстояние между нитями существенно (в 2-5 раз) превышает среднее значение, называют разрежением корда, снижающим прочность особенно ,;алослойных (однослойных) шин. Установлено, что очаги разрежения возникают в центральной зоне каркаса и распространяются к боковинам шины. Для устранения разрежений ленту 5 дополнительно наматывают на центральную часть каркаса (фиг. 6) на первой стадии сборки покрышки.
Высокая прочность связи металлокорда с резиной обусловлена латунным покрытием металла. При раскрое обрезиненного металлокорда на слои требуемой ширины появляются обрубленные торцы металлокорда, лишенные латунного покрытия. Они являются очагами расслоений в шине особенно в тех случаях, когда при сборке они плохо приклеены к другой детали покрышки. Для
0
5
0
5
0
устранения таких очагов расслоений ленту 5 дополнительно накладывают на кромки 7 слоя 8 обрезиненного металлокорда, закрывая торцы (фиг. 7).
Далее цикл повторяется.
Формула изобретения
1.Способ сборки покрышек пневматических шин, при котором на сборочный барабан накладывают слои корда, устанавливают бортовые крылья, заворачивают кромки слоев корда на крылья, осуществляют фиксацию слоев намоткой по окружности ленты с одновременной ее вытяжкой и созданием замкнутого бандажа, а затем производят наложение деталей, входящих в состав покрышки, и ее окончательную сборку, отличающийся тем, что, с целью повышения качества за счет устранения отслоений кромок заворотов слоев корда и других деталей покрышки в процессе ее сборки, ленту выполняют из невулканизованной резины и наматывают ее в местах заворота кромок слоев корда на крылья, а вытяжку ленты производят до состояния ее упрочнения.
2.Способ по п. 1, отличающийся тем, что, с целью устранения разрежений каркаса покрышки при его формовании, ленту дополнительно наматывают в центральной зоне каркаса покрышки на первой стадии сборки.
3.Способ по п. 1, отличающийся тем, что, с целью устранения расслоений при сборке покрышек с металлокордом, ленту дополнительно наматывают на кромки слоев металлокорда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 1995 |
|
RU2089394C1 |
| Способ сборки покрышек пневматических шин | 1986 |
|
SU1353658A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Способ сборки покрышек пневматических шин | 1991 |
|
SU1826946A3 |
| Способ сборки покрышек пневматических шин | 1977 |
|
SU735433A1 |
| Способ сборки покрышек пневматических шин | 1976 |
|
SU853936A1 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1666350A1 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
| Способ сборки покрышек пневматических шин | 1969 |
|
SU494282A1 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения каркаса) | 2024 |
|
RU2834911C1 |
Изобретение относится к производству шин для транспортных средств способом сборки из отдельных деталей и последующей вулканизации. Целью изобретения является повышение качества за счет устранения отслоений кромок заворотов слоев корда и других деталей покрышки в процессе ее сборки. Для этого ленту выполняют из невулканизованной резины и наматывают ее в местах заворота кромок слоев корда на крылья. Вытяжку ленты производят до состояния ее упрочнения. Ленту дополнительно наматывают в центральной зоне каркаса покрышки на первой стадии сборки. Ленту дополнительно наматывают на кромки слоев металлокорда. 2 з.п. ф-лы. 8 ил.
Z
/
фиг.1
/
/
фиг.З
/
/
фиг. 2
Фиг. 4
5
,
фиг. Б
Фиг. 5
Фиг.7
| Рагулин В | |||
| В | |||
| Технология шинного производства | |||
| М.: Химия, 1975, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Устройство для удержания ленточного материала на сборочном барабане | 1976 |
|
SU573367A1 |
| Солесос | 1922 |
|
SU29A1 |
