Известные способы изготовления контактных блоков, содержащих контактные пластины, расположенные в одной плоскости и запрессованные в общий изолятор, являются технологически сложными. Это объясняется тем, что детали пресс-форм, применяемых для изготовления блоков, необходимо выполнять с больщой точностью.
Предложенный способ лишен указанного недостатка. Сущность изобретения заключается в том, что пластины каждого блока изготавливаются из одной заготовки, в которой вырубаются окна, имеющие ширину, равную расстоянию между смежными контактными пластинами. После этого заготовка опрессовывается с двух сторон с таким расчетом, чтобы проемы окон были заполнены пластмассой. Затем производится вырубание материала заготовки, который остался между отдельными контактными пластинами.
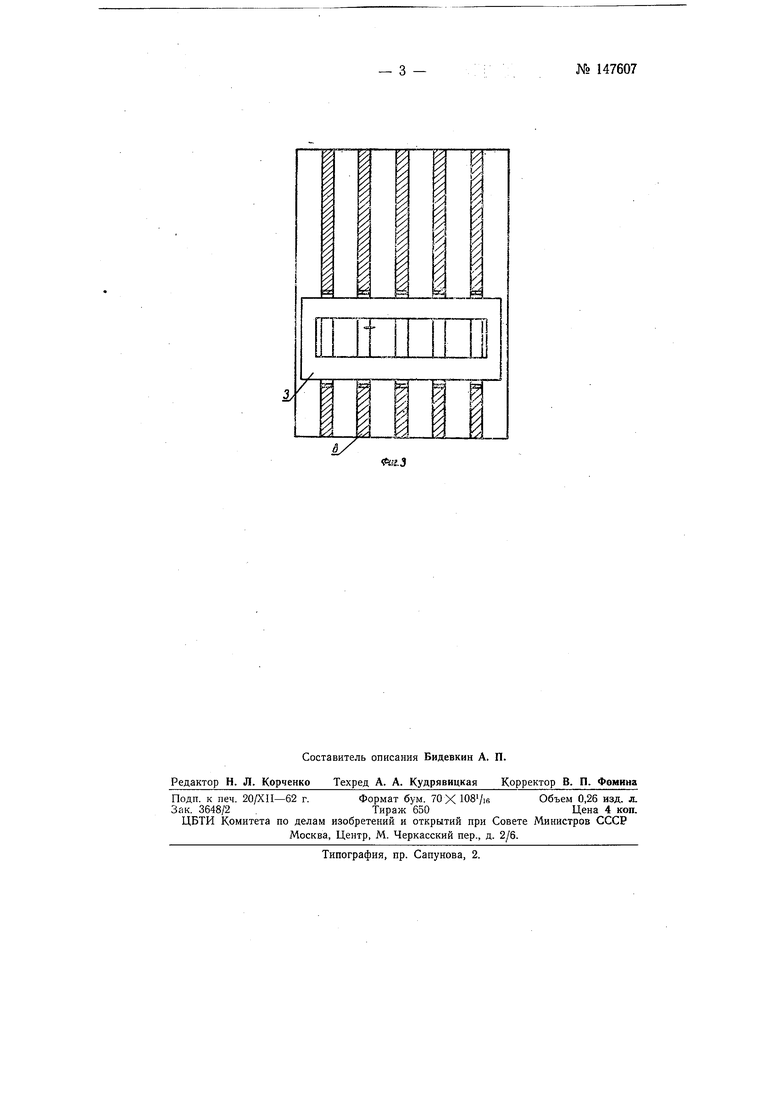
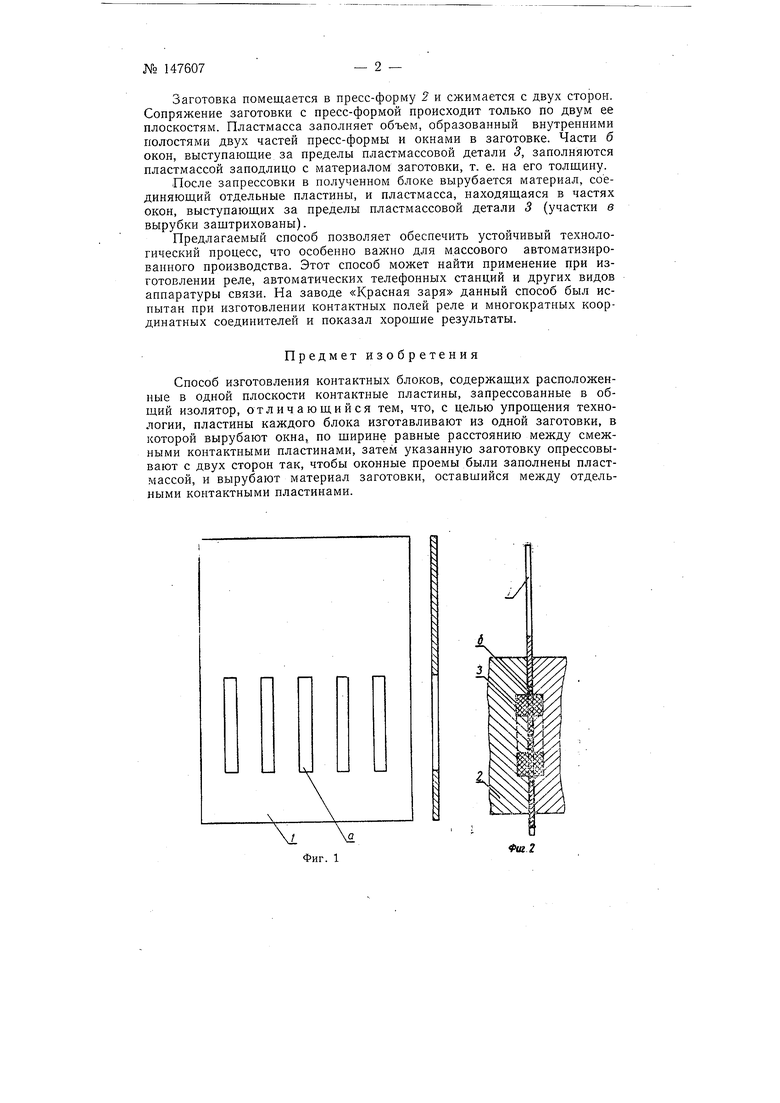
На фиг. 1 изображена заготовка для изготовления пластин блока; на фиг. 2 - та же заготовка в момент опрессовки; на фиг. 3 - после вырубки материала заготовки.
Предложенный способ заключается в следующем. Пластины каждого блока изготавливаются штамповкой из одной заготовки /. Вначале в этой заготовке пробиваются окна а в местах, где она должна быть запрессована в пластмассу. При этом расстояние между окнами определяется шириной пластин, а щирина окон - расстоянием между смежными контактными пластинами. Длина окон выполняется большей, чем размер пластмассовой детали в этом направлении, с таким расчетом, чтобы после запрессовки окна несколько выступали за ее пределы. Общая ширина заготовки берется больше продольного раз-мера пластмассовой детали.
Заготовка помещается в пресс-форму 2 и сжимается с двух сторон. Сопряжение заготовки с пресс-формой происходит только по двум ее плоскостям. Пластмасса заполняет объем, образованный внутренними полостями двух частей пресс-формы и окнами в заготовке. Части б окон, выступающие за пределы пластмассовой детали 3, заполняются пластмассой заподлицо с материалом заготовки, т. е. на его толщину.
После запрессовки в полученном блоке вырубается материал, соединяющий отдельные пластины, и пластмасса, находящаяся в частях окон, выступающих за пределы пластмассовой детали 3 (участки в вырубки защтрихованы).
Предлагаемый способ позволяет обеспечить устойчивый технологический процесс, что особенно важно для массового автоматизированного производства. Этот способ может найти применение при изготовлении реле, автоматических телефонных станций и других видов аппаратуры связи. На заводе «Красная заря данный способ был испытан при изготовлении контактных полей реле и многократных координатных соединителей и показал хорощие результаты.
Предмет изобретения
Способ изготовления контактных блоков, содержащих расположенные в одной плоскости контактные пластины, запрессованные в общий изолятор, отличающийся тем, что, с целью упрощения технологии, пластины каждого блока изготавливают из одной заготовки, в которой вырубают окна, по ширине равные расстоянию между смежными контактными пластинами, затем указанную заготовку опрессовывают с двух сторон так, чтобы оконные проемы были заполнены пластмассой, и вырубают материал заготовки, оставшийся между отдельными контактными пластинами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ БЛОКОВ | 1969 |
|
SU238612A1 |
| Способ изготовления коллектора | 1980 |
|
SU1112460A1 |
| Способ изготовления торцевого коллектора электрической машины | 1977 |
|
SU699594A1 |
| Способ изготовления коллектора | 1981 |
|
SU1012375A1 |
| Способ изготовления торцевого коллектрора электрической машины | 1977 |
|
SU661667A1 |
| Способ изготовления многослойных керамических монолитных конденсаторов | 1980 |
|
SU920869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2001 |
|
RU2209498C2 |
| Способ изготовления электрических соединителей с шахматным расположением ножевых контактов и устройство для его осуществления | 1987 |
|
SU1495882A1 |
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| НОСИТЕЛЬ ДАННЫХ С ЭЛЕКТРОННЫМ МОДУЛЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2169389C2 |