1
Изобретение относится к литейному производству, в частности к дозированной заливке жидкого металла на машинах литья под давлением.
Цель изобретения - повышение точности дозирования.
На чертеже представлено устройство для дозирования жидкого металла
Устройство содержит ванну 1 для жидкого металла, насос 2 для подачи жидкого металла в трубчатый металло- провод 3, имеющий сливное окно 4 в боковой стенке 5.
Непосредственно над сливным окном 4 установлена горизонтальная перегородка 6 с отверстием 7, имеющим диаметр сливного окна 4. Часть 8 металлопровода 3 в зоне сливного окна 4 выполнена с внутренним диаметром, превышающим внутренний диаметр основной части металлопровода 3 не менее чем на величину двух диаметров отверстия 7. Над горизонтальной перегородкой 6 расположена камера 9 с датчиком 10 уровня.
Устройство работает следующим образом.
Жидкий металл, находящийся в ванне 1 , насосом 2 нагнетается по ме- таллопроводу 3 в часть 8 металлопровода, из которого через сливное окно 4 поступает в камеру 11 прессования, а через отверстие 7 меньшего диаметра - в камеру 9 до момента срабатывания датчика I 0 уровня, отключающего насос 2.
После отключения насоса 2 жидкий металл из камеры 9 по металлопроводу 3 стекает в ванну 1.
Соотношение сечений отверстий,
выполненных в виде камеры 6 и вер тикальной стенке 5 металлопровода 3, позволяет небольшими расходами жидкого металла в камере 9 фиксировать заданную дозу жидкого металла, поданную через сливное окно 4, так
как отверстия оказываются в одинаковых условиях (влиянием небольшой высоты столба в камере 9 можно пренебречь) . Кроме того, в момент от5 ключения насоса 2 при каждом цикле дозирования объем металла, заполнивший расширенную часть 8 металлопровода 3, постоянный, соответственно и количество металла, поступающее
0 после отключения насоса 2 в пресс- камеру 11 и ванну 1, постоянно.
Количество металла, которое после отключения насоса поступает в камеру прессования, регулируют датчиком 10 уровня.Таким образом,необходи- мая доза заливаемого жидкого металла и камеру 11 -прессования определяется соотношением сечений отверстий в перегородке 6 и вертикальной стенке
0 5 металлопровода 3, а также расположением датчика 10 уровня в камере 9. Часть 8 металлопровода 3, по высоте ограниченная размером сливногр окна 9,выполнена с внутренним диа5 метром, превышающим диаметр основной части металлопровода 3. Это объясняется тем, что если отверстие сливного окна 4 выполнить в вертикальной стенке 5 металлопровода 3, имеющего постоянный внутренний диаметр, то5
при движении по металлопроводу 3 жидкий металл, прежде чем поступать в камеру 9 через отверстие меньшего диаметра 7, по ходу движения по металлопроводу 3 через сливное окно 4JQ заполняет камеру 11 прессования, что приводит к разбросу величины дозы.
В предложенном устройстве металл движется по основной части металле- 15 провода 3, при выходе из которой в часть 8 поток металла сохраняет компактную часть, имеющую цилиндрическую или близкую к ней форму, сохраняющуюся до касания с перегородкой 6. 20 Так как металл движется с большой скоростью, первоначально происходит заполнение объема расширенной части 8 металлопровода 3, а затем под действием напора он одновременно25
начинает поступать через сливное окно 4 и отверстие 7 меньшего диаметра в камеру 11 прессования и камеру 9.
Часть 8 металлопровода 3, по высоте ограниченная размером сливного 30 окна 4, выполнена с внутренним диаметром, превышающим диаметр основной части металлопровода 3 как минимум на два диаметра отверстия 7 меньшего диаметра, для , чтобы иметь возможность выполнить отверстие 7 меньшего диаметра перегородки 6 в стороне с целью исключения преждевременного попадания в камеру 8 металла, находящегося в компактной части при выходе из основной части металлопровода 3.
Изобретение позволяет повысить точность дозирования металла и тем самым повысить качество литья и уменьшить процент брака.
Формула изобретения
Устройство для дозирования жидкого металла, содержащее ванну для металла, трубчатый металлопровод со сливным окном в его боковой стенке, насос для подачи металла в металлопровод и камеру с датчиком уровня, отделенную от металлопровода горизонтальной перегородкой с отверстием, отличающееся тем, что, с целью повышения точности дозирования, сливное окно расположено непосредственно под горизонтальной перегородкой, а участок металлопровода в зоне сливного окна выполнен с внутренним диаметром, превышающим внутренний диаметр основной части металлопровода не менее чем на величину двух диаметров отверстия в горизонтальной перегородке
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования жидкого металла | 1985 |
|
SU1294473A1 |
| Устройство для дозирования жидкого металла | 1987 |
|
SU1450902A2 |
| Устройство для дегазации и дозирования жидкого металла | 1976 |
|
SU569383A1 |
| Устройство для дозирования жидкого металла | 1988 |
|
SU1533831A2 |
| УСТРОЙСТВО для ПРИГОТОВЛЕНИЯ и ПОДАЧИ | 1973 |
|
SU366928A1 |
| Устройство для дозирования жидкогоМЕТАллА | 1979 |
|
SU806253A1 |
| Способ дозирования жидкого металла | 1988 |
|
SU1719155A1 |
| Способ плавки и разливки металла магнитодинамическим насосом | 1986 |
|
SU1444968A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Устройство для дозирования расплавленного металла | 1985 |
|
SU1292912A1 |
Изобретение относится к литейному производству, в частности к дозированной заливке жидкого металла на машинах литья под давлением. Цель изобретения - повышение точности дозирования. Жидкий металл, находящийся в ванне 1, насосом 2 нагнетается по металлопроводу 3 в часть 8 металлопровода,из которого через сливное окно 4 поступает в камеру прессования 11, а через отверстие 7, имеющее меньший, чем сливное окно, диаметр - в камеру 9 до момента срабатывания датчика уровня 10, отключающего насос 2. После отключения насоса 2 металл из камеры 9 по металлопроводу 3 стекает в ванну 1. Подбор соотношений сечений отверстия 7 и сливного окна 4 позволяет небольшими расходами жидкого металла в камере 9 фиксировать заданную дозу расплава, поданную в камеру прессования 11, через сливное окно 4. Выполнение сливного окна 4 в вертикальной стенке 5 металлопровода 3 непосредственно под горизонтальной перегородкой 6, а также выполнение части 8 металлопровода 3 с внутренним диаметром, превышающим внутренний диаметр основной части металлопровода 3 не менее, чем на величину двух диаметров отверстия 7, позволяет повысить точность дозирования. 1 ил.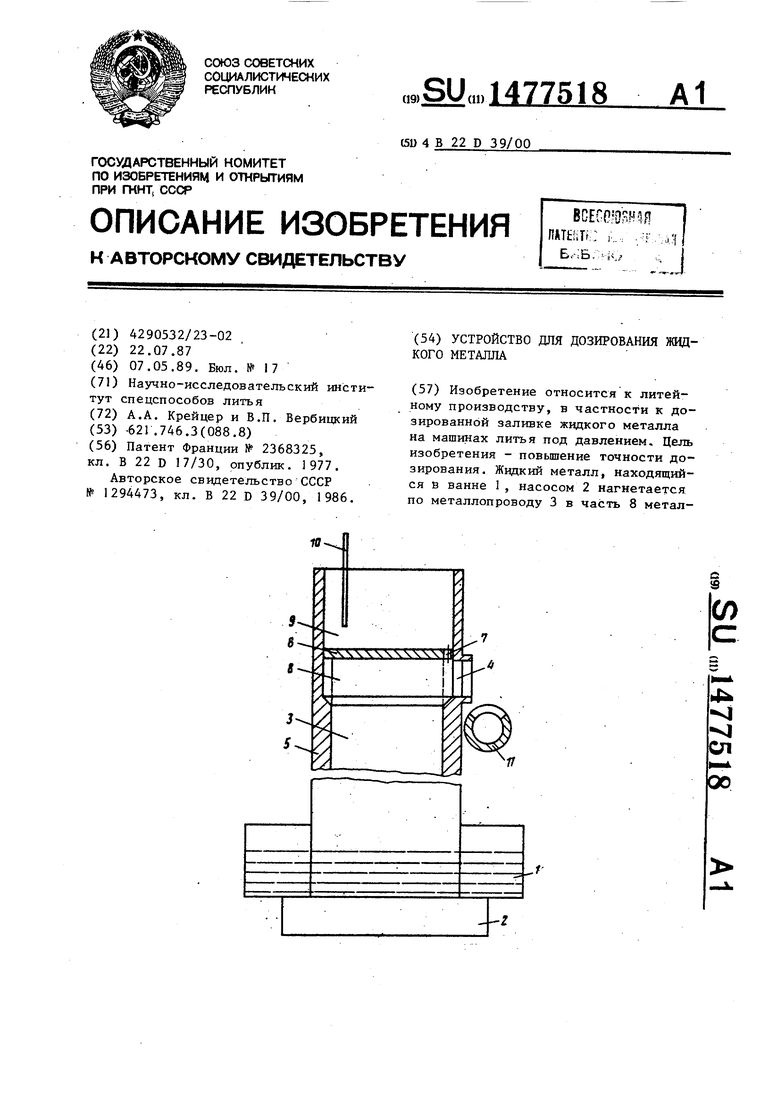
Редактор В. Данко
Составитель П. Матвеев Техерд А.Кравчук
Заказ 2194/14
Тираж 71 2
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор в. Романенко
Подписное
| СПОСОБ ПРОГНОЗИРОВАНИЯ РАЗВИТИЯ САХАРНОГО ДИАБЕТА ТИПА 1 В ПОПУЛЯЦИЯХ НАРОДОВ БАШКОРТОСТАНА | 2008 |
|
RU2368325C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Устройство для дозирования жидкого металла | 1985 |
|
SU1294473A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
