1
Изобретение относится к металлургии, в частности к химико-термической обработке сплавов титана и деталей из них при изготовлении специальных сегментных вставок-притиров для микронной доводки плунжерных пар топливных насосов.
Цель изобретения - увеличение износостойкости, повышение производительности доводки.
Притиры в виде вставок 18 12x10 мм изготовляют из прутка сплава ВТ 14 и обрабатывают по предложенному способу в графите, пропитанном триэтанол- амином, смешанным с гидратом окиси алюминия.
Детали упаковывают в ящики из нержавеющей стали и нитроцементируют
2.
вначале при 930°С в течение 3,5 ч, затем повышают температуру до 960°С и после выдержки 3,5 ч охлаждают связки деталей в масле при 20-70 С.
Для приготовления смеси берут чешуйчатый литейный графит, добавляют химически чистый гидрат окиси алюминия из расчета 2-5 мас.% и после перемешивания проводят пропитку техническим триэтаноламином, доводя смесь до пастообразного состояния.
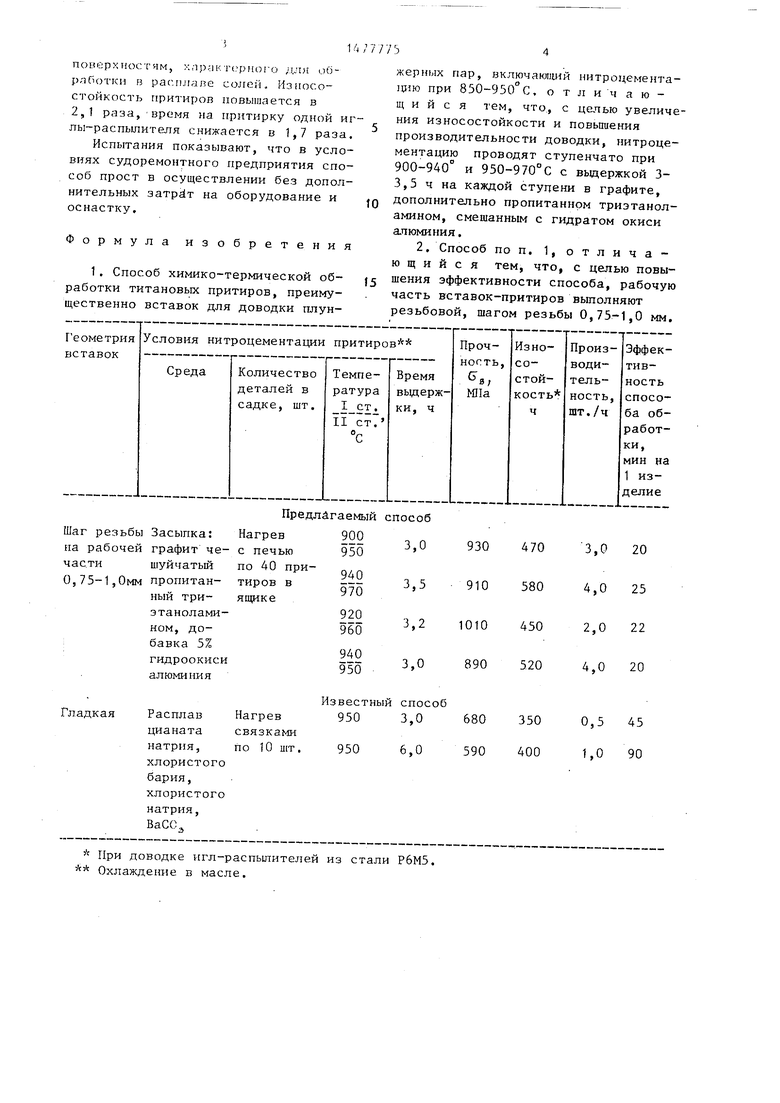
В таблице приведены сравнительные свойства притиров-вставок, обработанных по предложенному и известному способам.
Притиры,, обработанные по предложенному способу, не имеют коррозионного разъедания по резьбовыми гладким
4Ь vl
1
ел
поверхностям, ,1рак rrpnoi о для пи- рлГютки в рапргапе солеи. Износостойкость притиров повышается в 2,1 раза, время на притирку одной иглы-распылителя снижается в 1,7 раза. Испытания показывают, что в условиях судоремонтного предприятия способ прост в осуществлении без дополнительных затрёт на оборудование и оснастку.
Формула изобретения
1. Способ химико-термической об- j работки титановых притиров, преимущественно вставок для доводки плун
0
жерных пар, включающий нитроцемента- цию при 850-950 С. отличающий с я тем, что, с целью увеличения износостойкости и повышения производительности доводки, нитроце- ментацию проводят ступенчато при 900-940° и 950-970°С с выдержкой 3- 3,5 ч на каждой ступени в графите, дополнительно пропитанном триэтанол- амином, смешанным с гидратом окиси алюминия.
2. Способ по п. 1, отличающийся тем, что, с целью повышения эффективности способа, рабочую часть вставок-притиров выполняют резьбовой, шагом резьбы 0,75-1,0 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки стальных деталей | 1987 |
|
SU1477777A1 |
| Способ обработки изделий из титановых сплавов | 1980 |
|
SU905324A1 |
| Состав для нитроцементации стальных изделий | 1989 |
|
SU1696572A1 |
| Способ изготовления изделий из коррозионно-стойких хромсодержащих сталей | 1989 |
|
SU1661226A1 |
| Способ лазерного упрочнения тонколезвийного инструмента из быстрорежущей стали | 1989 |
|
SU1636460A1 |
| Способ химико-термической обработки режущего инструмента | 1989 |
|
SU1663045A1 |
| Состав для гидроабразивной обработки и полирования прецизионных деталей | 1988 |
|
SU1537683A1 |
| СОСТАВ ДЛЯ НИТРОЦЕМЕНТАЦИИ ИЗДЕЛИЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2006 |
|
RU2314363C1 |
| Способ термической обработки инструмента из порошковых быстрорежущих сталей | 1985 |
|
SU1315493A1 |
| Карбюризатор для газовой нитроцементации | 1974 |
|
SU524859A1 |
Изобретение относится к металлургии, в частности к химико - термической обработке сплавов титана и деталей из них при изготовлении специальных сегментных вставок - притиров для микронной доводки плунжерных пар топливных насосов. Цель изобретения - повышение износостойкости и производительности доводки. Способ химико - термической обработки титановых притиров включает ступенчатую нитроцементацию при 900-940 и 950-970°С с выдержкой 3-3,5ч на каждой ступени в графите, дополнительно пропитанном триэтаноламином, смешанным с гидратом окиси алюминия, причем рабочую часть вставок - притиров выполняют резьбовой с шагом резьбы 0,75-1,0 мм. τB 890-1010 МПа
износостойкость 450-580 ч, производительность 2,0-4,0 шт/ч, эффективность 20-25 мин на 1 изделие. 1 з.п. ф-лы, 1 табл.
аг резьбы Засыпка: Нагрев
а рабочей графит че- с печью
асти шуйчатый
,75-1,0мм пропитанный три- ящике этанолами- ном, добавка 5% гидроокиси алюминия
ладкая Расплав Нагрев
цианата связками
натрия, по 10 шт.
хлористого
бария,
хлористого
натрия,
ВаСО,
Предлагаемый способ
900
950
по 40 притиров в
3,0
940 970
920 960
940 950
3,5
3,2
3,0
Известный способ
950 3,0 680
950
6,0
590
3,0
940 970
3,5
3,2
3,0
3,0 680
6,0
590
350 400
0,5 1,0
45 90
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА | 0 |
|
SU309070A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Минкевич А.Н | |||
| Химико-термическая обработка металлов и сплавов | |||
| - М.: Машиностроение, 1965, с | |||
| Самовар-кофейник | 1918 |
|
SU354A1 |
