1
Изобретение относится к обработке металлов давлением, в частности к способам горячего гидродинамического прессования.
Цель изобретения - повышение производительности за счет сокращения времени нагревания.
Способ горячего гидродинамического прессования включает электроконтактный нагрев заготовки в среде жидкого электролита подачей тока через электроподво- дящие элементы, а также деформирование путем экструдирования. При этом нагрев заготовки осуществляют в процессе деформирования, жидкий электролит размещают вокруг участка заготовки, поступающего в очаг деформации, а также со стороны торца заготовки и через эти объемы пропускают ток.
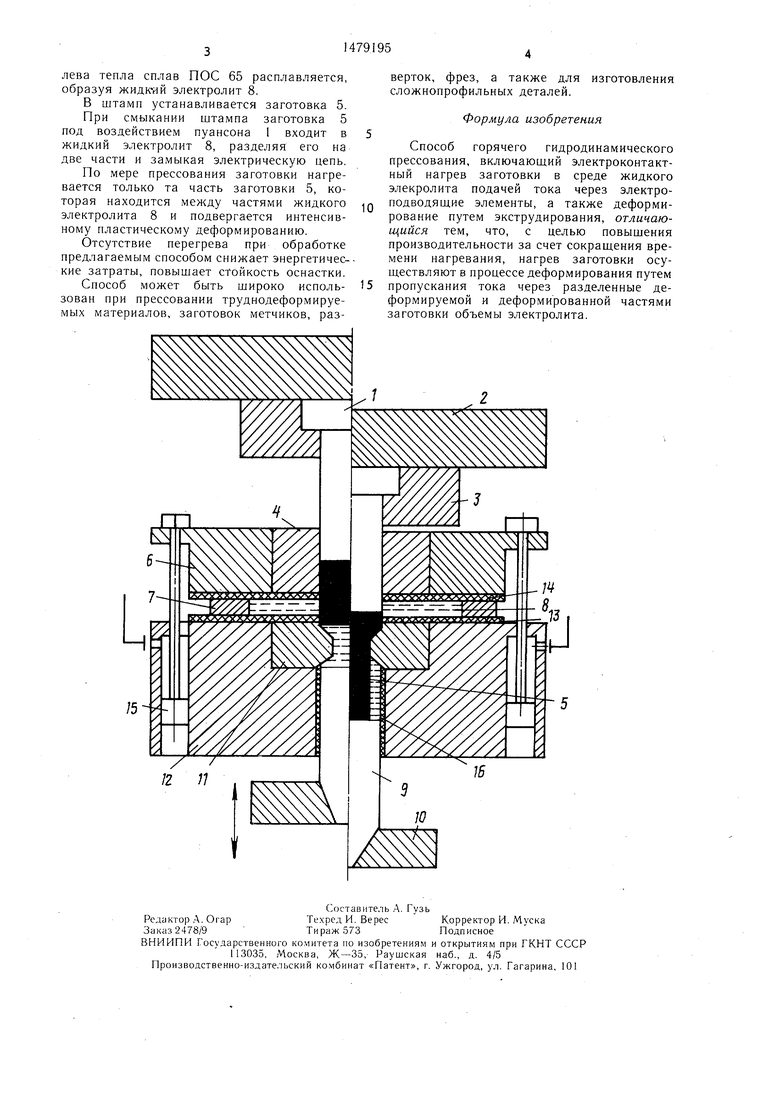
На чертеже изображен штамп для осуществления способа горячего гидродинамического прессования.
Штамп состоит из пуансона 1, закрепленного на верхней плите 2 с помощью пуансонодержателя 3, обоймы 4 с заготовкой 5, запрессованной в бандаж 6, электроконтакта 7, через жидкий электролит 8 замыкающего электрическую цепь с электроконтактом 9, установленным в корпусе 10, матрицы 11 с нижней плитой 12, электроизолированными от электроконтакта 7 изоляционной прокладкой 13, а от бандажа 6 - прокладкой 14. Бандаж 6 прижимается к нижней плите 12 с помощью гидроцилиндра 15. Электроизоляция между электроконтактом 9 и нижней плитой 12 выполнена в виде втулки 16.
Штамп работает следующим образом.
Между электроконтактами 7 и 9 устанавливается легкоплавкий высокоэлектропроводный сплав, например ПОС 65. Подается электрическое напряжение к электроконтактам 7 и 9. Под действием ДЖОУ4
СО
СО
ел
лева тепла сплав ПОС 65 расплавляется, образуя жидк-ий электролит 8.
В штамп устанавливается заготовка 5.
При смыкании штампа заготовка 5 под воздействием пуансона 1 входит в жидкий электролит 8, разделяя его на две части и замыкая электрическую цепь.
По мере прессования заготовки нагревается только та часть заготовки 5, которая находится между частями жидкого электролита 8 и подвергается интенсивному пластическому деформированию.
Отсутствие перегрева при обработке предлагаемым способом снижает энергетические затраты, повышает стойкость оснастки.
Способ может быть широко использован при прессовании труднодеформируемых материалов, заготовок метчиков, разверток, фрез, а также для изготовления сложнопрофильных деталей.
Формула изобретения
Способ горячего гидродинамического прессования, включающий электроконтактный нагрев заготовки в среде жидкого элекролита подачей тока через электро0 подводящие элементы, а также деформирование путем экструдирования, отличающийся тем, что, с целью повышения производительности за счет сокращения времени нагревания, нагрев заготовки осуществляют в процессе деформирования путем
5 пропускания тока через разделенные деформируемой и деформированной частями заготовки объемы электролита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выдавливания полостей с безокислительным нагревом заготовки и устройство для его осуществления | 1988 |
|
SU1625572A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2121904C1 |
| Способ изготовления деталей из полых полуфабрикатов | 1986 |
|
SU1423226A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ ТИКСОПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКОЙ ТИКСОЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ ЕЕ ТВЕРДОЙ ФАЗЫ | 2010 |
|
RU2444412C1 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1993 |
|
RU2090286C1 |
| Штамп для вытяжки с нагревом | 1987 |
|
SU1447481A1 |
| Штамп для деформирования металлов | 1970 |
|
SU374913A1 |
| Способ правки деталей типа турбинных лопаток и устройство для его осуществления | 1975 |
|
SU624683A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1989 |
|
SU1706771A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение производительности за счет сокращения времени нагревания. Способ включает электроконтактный нагрев заготовки в среде жидкого электролита подачей тока через электропроводящие элементы, а также деформирование путем экструдирования. При этом нагрев заготовки осуществляется в процессе деформирования. Жидкий электролит размещают вокруг участка заготовки, поступающего в очаг деформации, а также со стороны торца заготовки и через эти объемы пропускют ток. Жидкий электролит обеспечивает безокислительный характер процесса и является носителем легирующих и упрочняющих поверхность обрабатываемой заготовки элементов. 1 ил.
/5
| МЕХАНИЗМ БЕЗОКИСЛИТЕЛЬНОГО ЭЛЕКТРОЛИТНОГО НАГРЕВА ЗАГОТОВОК | 0 |
|
SU373312A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
