1
Изобретение относится к технике подготовки концов конвейерных лент и плоских ремней при соединении их методом горячей или холодной вулканизации или склеивания и может быть применено в угольной, горнорудной и других отраслях промышленности, использующих ленточные конвейеры и плоскоременные приводы.
Цель изобретения - повышение эффективности работы устройства.
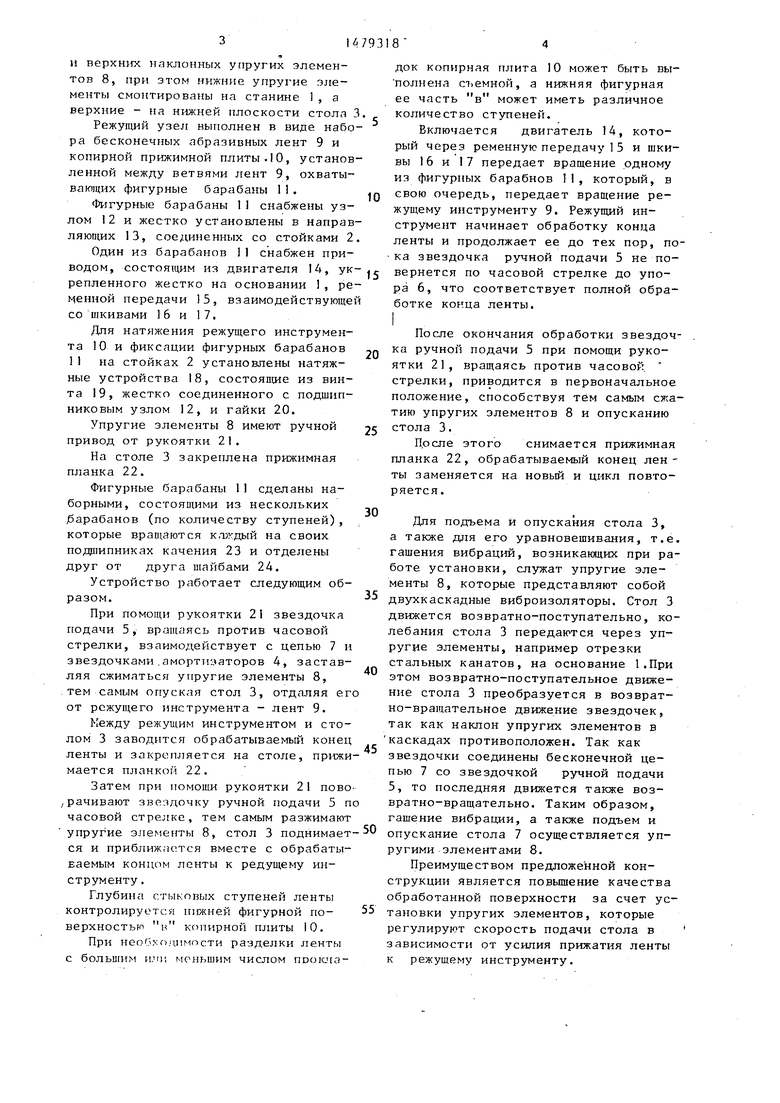
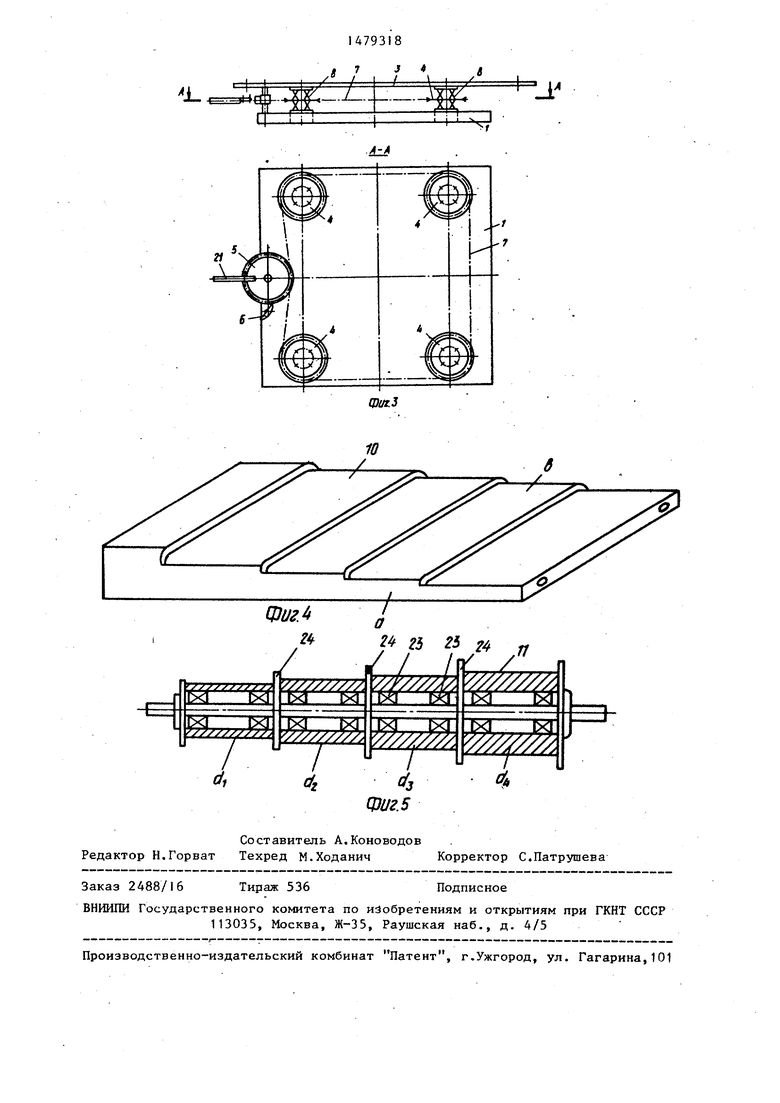
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 то же, вид сверху; на фиг. 3 - раз- рез А-А на фиг. 1; на фиг. 4 - копир- ная плита; на фиг. 5 - фигурный барабан.
Устройство содержит смонтированный на основании 1 со стойками 2 режущий узел, установленный под ним стол 3 для размещения ленты, регулятор подачи, выполненный в виде звездочек 4, связанных с приводом вращения в виде звездочки ручной подачи 5 и упора 6 через цепную передачу 7 и закрепленных на их плоскостях нижних
Ь sj
СО
со
00
и верхних наклонных упругих элементов 8, при этом нижние упругие элементы смонтированы на станине 1, а верхние - на нижней плоскости стола 3.
Режущий узел выполнен в виде набора бесконечных абразивных лент 9 и копирной прижимной плиты.10, установленной между ветвями лент 9, охватывающих фигурные барабаны 11.
Фигурные барабаны 11 снабжены узлом 12 и жестко установлены в направляющих 13, соединенных со стойками 2.
Один из барабанов 11 снабжен приводом, состоящим из двигателя 14, укрепленного жестко на основании 1, ре- менной передачи 15, взаимодействующей со шкивами 16 и 17.
Для натяжения режущего инструмента 10 и фиксации фигурных барабанов 11 на стойках 2 установлены натяжные устройства 18, состоящие из винта 19, жестко соединенного с подшипниковым узлом 12, и гайки 20.
Упругие элементы 8 имеют ручной привод от рукоятки 21.
На столе 3 закреплена прижимная планка 22.
Фигурные барабаны 11 сделаны наборными, состоящими из нескольких барабанов (по количеству ступеней), которые вращаются каждый на своих подшипниках качения 23 и отделены друг от друга шайбами 24.
Устройство работает следующим образом.
При помощи рукоятки 21 звездочка подачи 5, вращаясь против часовой стрелки, взаимодействует с цепью 7 и звездочками.амортизаторов 4, заставляя сжиматься упругие элементы 8, тем самым опуская стол 3, отдаляя его от режущего инструмента - лент 9.
Между режущим инструментом и столом 3 заводится обрабатываемый конец ленты и закрепляется на столе, прижимается планкой 22.
Затем при помощи рукоятки 21 пово- /рачивают звездочку ручной подачи 5 по
часовой стрелке, тем самым разжимают упругие элементы 8, стол 3 поднимается и приближается вместе с обрабатываемым концом ленты к редущему инструменту .
Глубина стыковых ступеней ленты контролируется нижней фигурной поверхностью в копирной плиты 10.
При необходимости разделки ленты с большим или меньшим числом поокла0
5
0
5
0
5
0
5
0
5
док копирная плита 10 может быть вы- полнена съемной, а нижняя фигурная ее часть в может иметь различное количество ступеней.
Включается двигатель 14, который через ременную передачу 1 5 и шкивы 16 и 17 передает вращение одному из фигурных барабнов 11, который, в свою очередь, передает вращение режущему инструменту 9. Режущий инструмент начинает обработку конца ленты и продолжает ее до тех пор, по- ка звездочка ручной подачи 5 не повернется по часовой стрелке до упора 6, что соответствует полной обработке конца ленты.
После окончания обработки звездочка ручной подачи 5 при помощи рукоятки 21, вращаясь против часовой стрелки, приводится в первоначальное положение, способствуя тем самым сжатию упругих элементов 8 и опусканию стола 3.
После этого снимается прижимная планка 22, обрабатываемый конец ленты заменяется на новый и цикл повторяется.
Для подъема и опускания стола 3, а также для его уравновешивания, т.е. гашения вибраций, возникающих при работе установки, служат упругие элементы 8, которые представляют собой двухкаскадные виброизоляторы. Стол 3 движется возвратно-поступательно, колебания стола 3 передаются через упругие элементы, например отрезки стальных канатов, на основание 1.При этом возвратно-поступательное движение стола 3 преобразуется в возвратно-вращательное движение звездочек, так как наклон упругих элементов в каскадах противоположен. Так как звездочки соединены бесконечной цепью 7 со звездочкой ручной подачи 5, то последняя движется также воз- вратно-вращательно. Таким образом, гашение вибрации, а также подъем и опускание стола 7 осуществляется упругими элементами 8.
Преимуществом предложенной конструкции является повышение качества обработанной поверхности за счет установки упругих элементов, которые регулируют скорость подачи стола в зависимости от усилия прижатия ленты к режущему инструменту.
514
Формула изобретения
1. Устройство для разделки концов конвейерных лент, содержащее смонтированный на основании режущий1 узел, установленный под ним стол для размещения ленты и регулятор его вертикальной подачи, отличающееся тем, что, с целью повышения эффективности работы устройства, регулятор подачи выполнен в виде звездочек, связанных с приводом вращения через цепную передачу и закреп186
ленных на их плоскостях нижних и верхних наклонных упругих элементов, при этом нижние упругие элементы смонтированы на станине, а верхние - на нижней плоскости стола и наклонены в противоположную нижним сторону. 2. Устройство поп.1, отличающееся тем, что режущий
узел выполнен в виде набора бесконечных абразивных лент и копирной прижимной плиты, установленной между ветвями лент.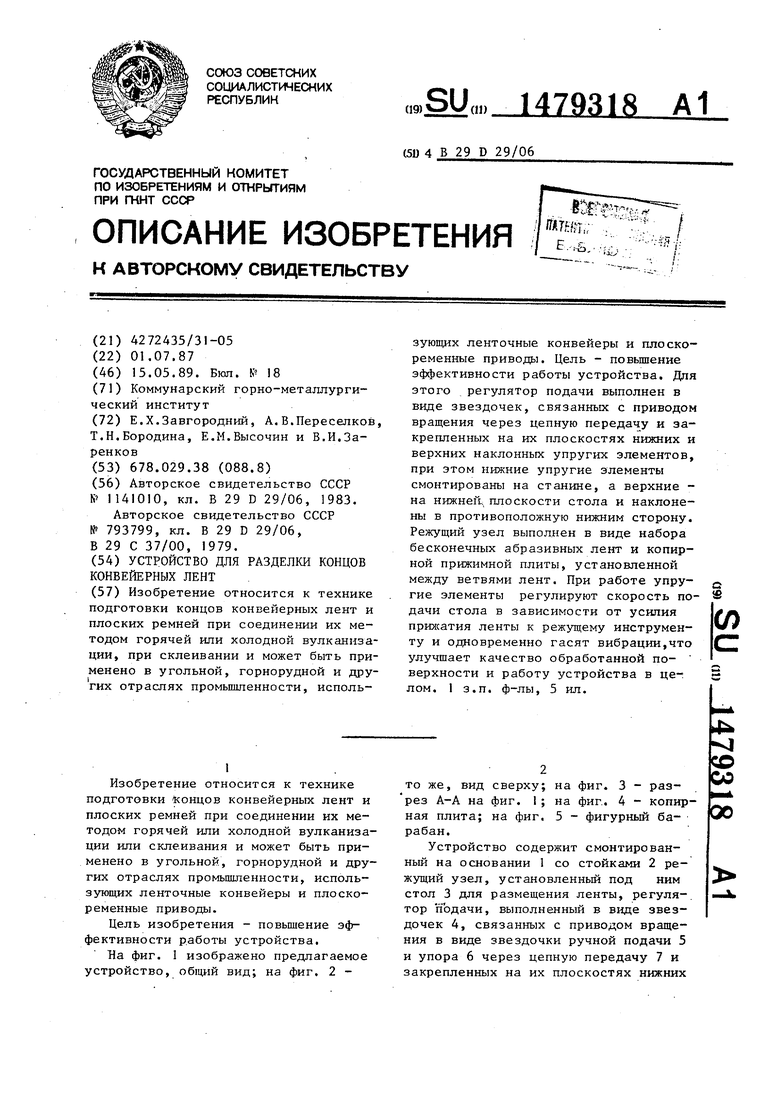
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления облоя с деталей из полимерных материалов | 1980 |
|
SU903153A1 |
| Станок для разделки стыков тканевых конвейерных лент | 1989 |
|
SU1685748A1 |
| МАШИНА ДЛЯ ЗАЧИСТКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ | 1998 |
|
RU2157737C2 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для заточки зубьев инструмента | 1981 |
|
SU975347A1 |
| ПОТОЧНАЯ ЛИНИЯ ОБРАБОТКИ БРЕВЕН | 2015 |
|
RU2695876C2 |
| МАШИНА ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2000 |
|
RU2219003C2 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Устройство для раскроя эластичного материала на заготовки | 1987 |
|
SU1482813A1 |
| Устройство для разделки концов конвейерных лент | 1990 |
|
SU1713831A1 |

Изобретение относится к технике подготовки концов конвейерных лент и плоских ремней при соединении их методом горячей или холодной вулканизации, при склеивании и может быть применено в угольной , горнорудной и других отраслях промышленности, использующих ленточные конвейеры и плоскоременные приводы. Цель- повышение эффективности работы устройства. Для этого регулятор подачи выполнен в виде звездочек, связанных с приводом вращения через цепную передачу и закрепленных на их плоскостях нижних и верхних наклонных упругих элементов, при этом нижние упругие элементы смонтированы на станине, а верхние- на нижней плоскости стола и наклонены в противоположную нижним сторону. Режущий узел выполнен в виде набора бесконечных абразивных лент и копирной прижимной плиты, установленной между ветвями лент. При работе упругие элементы регулируют скорость подачи стола в зависимости от усилия прижатия ленты к режущему инструменту и одновременно гасят вибрации, что улучшает качество обработанной поверхности и работу устройства в целом. 1 з.п. ф-лы, 5 ил.
It f 8 019 Ю 13
«JL.
з я 9 is гак пп
1479318
.7J 4
/° f I I / Thzr
Ж4-Ј-1 т
f 1ГТ1
JL
| Устройство для разделки конвейерных лент под стыковку | 1983 |
|
SU1141010A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для разделки стыковКОНВЕйЕРНыХ лЕНТ | 1979 |
|
SU793799A1 |
| Солесос | 1922 |
|
SU29A1 |
