1
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности.
Целью изобретения является повышение качества магнитолровода путем обеспечения заданных геометрических параметров.
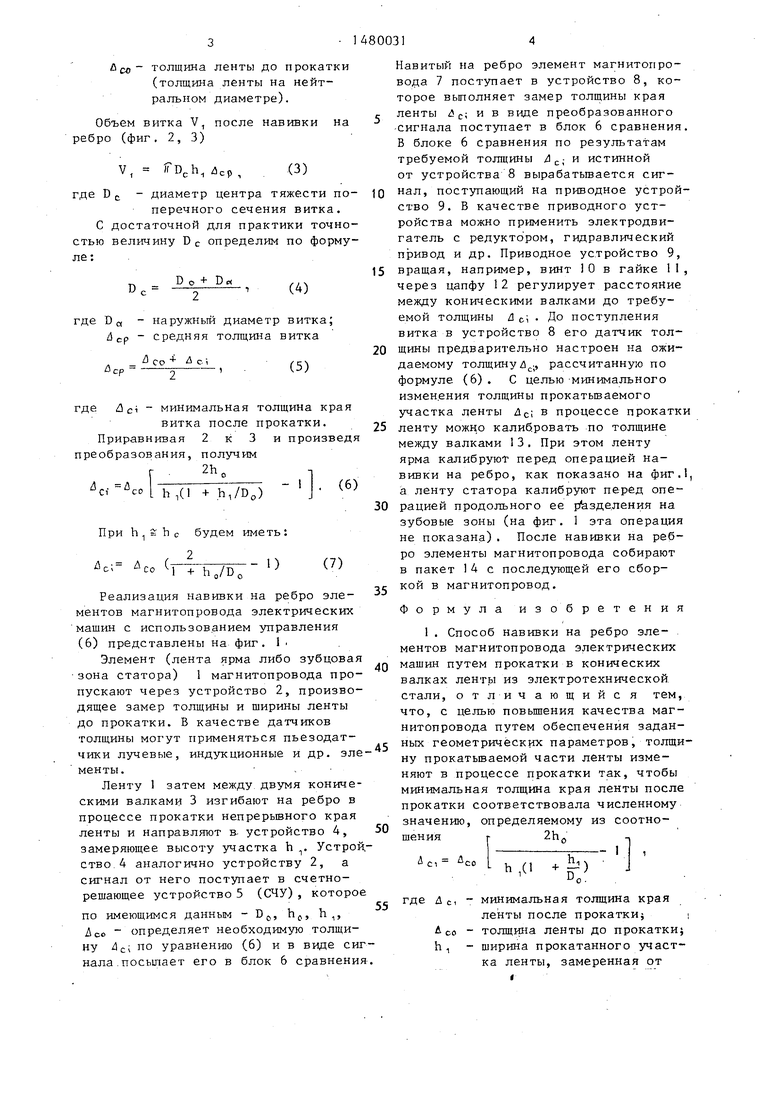
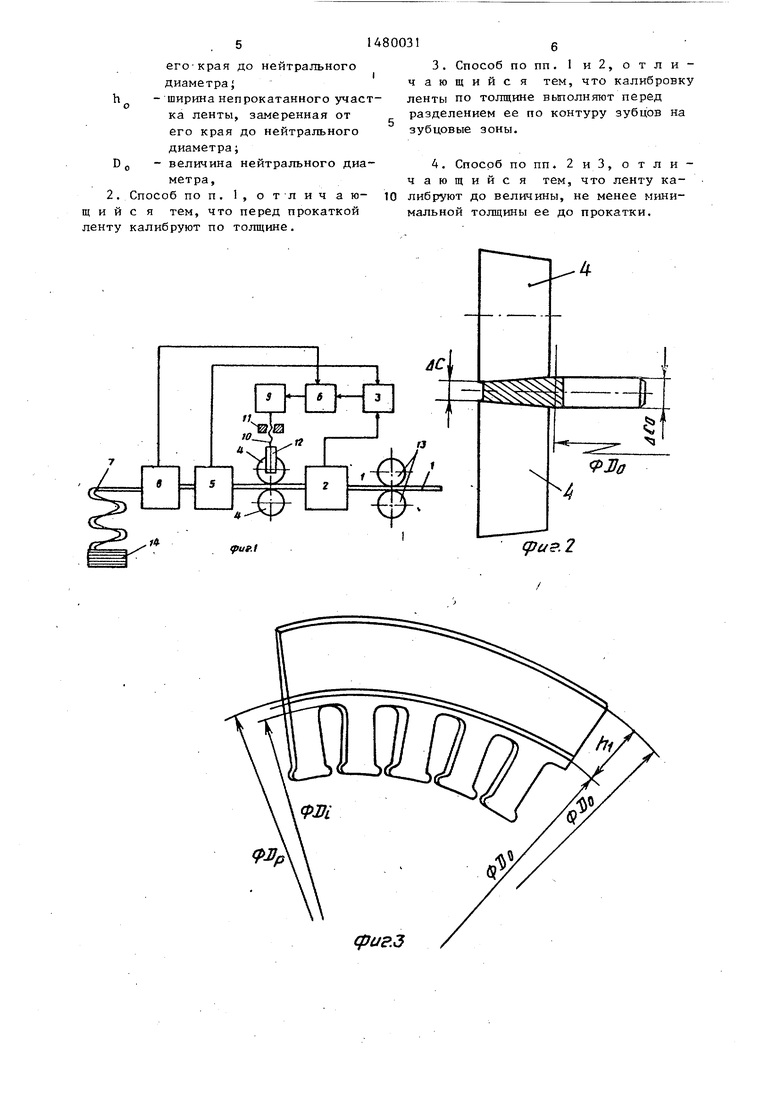
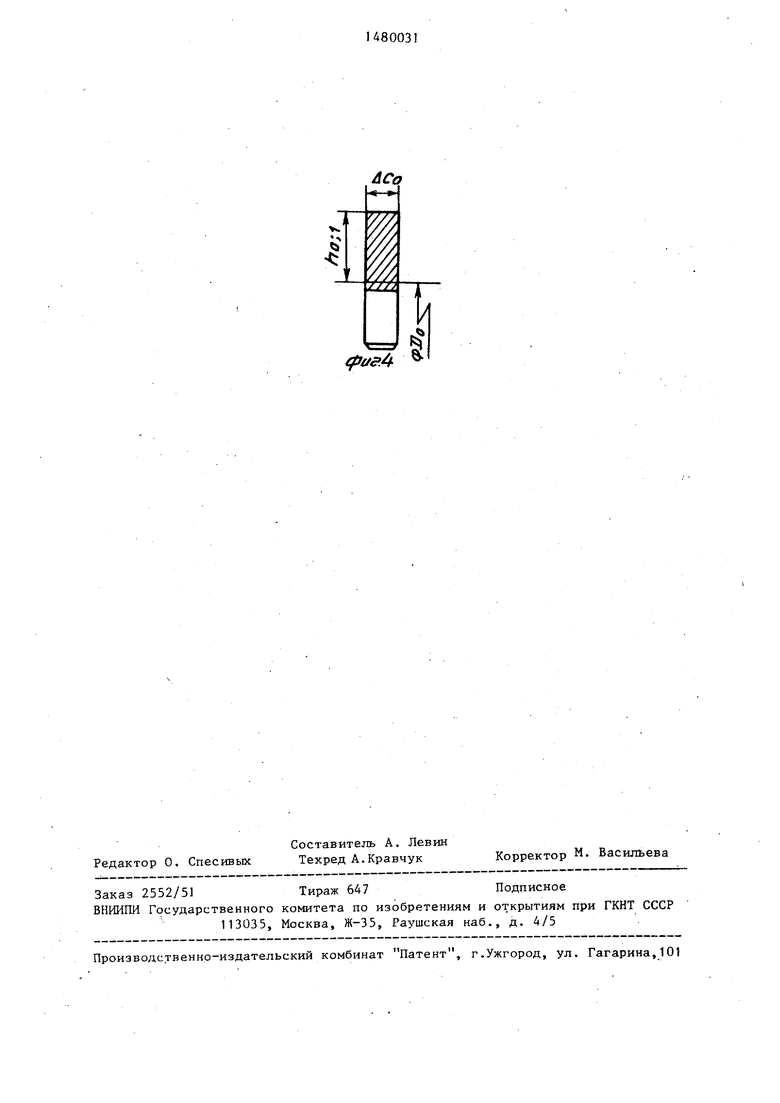
На фиг. 1 представлена принципиальная схема навивки элементов маг- нитопровода на ребро; на фиг. 2 - участок зубцовой зоны статора в процессе прокатки в валках; на фиг. 3 - то же, после прокатки; на фиг. 4 - то же, до прокатки.
4
00
Определение толщины края ленты после прокатки ее между двумя коническими валками выполним при следующих допущениях: поперечное сечение деформируемых участков имеет форму трапеции j нейтральный диаметр D0 проходит по средине непрокатанного участка.
Объем витка V0 до навивки на ребро (фиг. 4):
GO
V0 ffD0dc,h0
(2)
где h - ширина непрокатанного участка ленты, замеренная от его края до нейтрального диаметра;
Л ее толщина ленты до прокатки (толщина ленты на нейтральном диаметре).
Объем витка V, после навивки на ребро (фиг. 2, 3)
V, iTDch., dcp,(3)
где Dc - диаметр центра тяжести по-
перечного сечения витка. С достаточной для практики точностью величину D с определим по формуле:
s i -
т
п - D ° +
DC- о 1(4)
где Da - наружный диаметр витка; /i cp средняя толщина витка
Д
ср
Д Со + л с,
(5)
где Z5 ci минимальная толщина края
витка после прокатки.25
Приравнивая 2 к 3 и произведя преобразования, получим 2Ь„
ЛС, -ЛСО hi(, + hi/Do)
(6)
При h.г hо будем иметь:
dc, Лес (
со М + he/D,
- D
(7)
3
Реализация навивки на ребро эле ментов магнитопровода электрических машин с использованием управления (6) представлены на фиг. I
Элемент (лента ярма либо зубцовая зона статора) I магнитопровода пропускают через устройство 2, производящее замер толщины и ширины ленты до прокатки. В качестве датчиков толщины могут применяться пьезодат- чики лучевые, индукционные и др. эле менты.
Ленту I затем между двумя коническими валками 3 изгибают на ребро в процессе прокатки непрерывного края ленты и направляют в- устройство 4, замеряющее высоту участка h r Устрой ство 4 аналогично устройству 2, а сигнал от него поступает в счетно- решающее устройство 5 (СЧУ), которое
по имеющимся данным - D0, hc, h ,, Дсо определяет необходимую толщину 4Ci по уравнению (6) и в виде сигнала посылает его в блок 6 сравнения.
5
10
15
20
25
30
35
40
50
45
Навитый на ребро элемент магнитопро- вода 7 поступает в устройство 8, которое выполняет замер толщины края ленты Ј с, и в виде преобразованного сигнала поступает в блок 6 сравнения. В блоке 6 сравнения по результатам требуемой толщины и с и истинной от устройства 8 вырабатывается сигнал, поступающий на приводное устройство 9. В качестве приводного устройства можно применить электродвигатель с редуктором, гидравлический привод и др. Приводное устройство 9, вращая, например, винт 0 в гайке 11, через цапфу 12 регулирует расстояние между коническими валками до требуемой толщины Л с, . До поступления витка в устройство 8 его датчик толщины предварительно настроен на ожидаемому толщину ДС), рассчитанную по формуле (6). С целью минимального изменения толщины прокатываемого участка ленты дс; в процессе прокатки ленту можно калибровать по толщине между валками 13. При этом ленту ярма калибруют перед операцией навивки на ребро, как показано на фиг.1, а ленту статора калибруют перед операцией продольного ее разделения на зубовые зоны (на фиг. 1 эта операция не показана). После навивки на ребро элементы магнитопровода собирают в пакет 14 с последующей его сборкой в магнитопровод.
Формула изобретения
1 . Способ навивки на ребро элементов магнитопровода электрических машин путем прокатки в конических валках ленты из электротехнической стали, отличающийся тем, что, с целью повышения качества магнитопровода путем обеспечения заданных геометрических параметров, толщину прокатываемой части ленты изменяют в процессе прокатки так, чтобы минимальная толщина края ленты после прокатки соответствовала численному значению, определяемому из соотношенияг2п0
- 1
Дс, Дс
h,d
+ ь
D/
где д с, - минимальная толщина края
ленты после прокатки; А со - толщина ленты до прокатки; h, - ширина прокатанного участка ленты, замеренная от i
его-края до нейтрального диаметра;
-ширина непрокатанного участка ленты, замеренная от его края до нейтрального диаметра;
-величина нейтрального диаметра,
2. Способ по
1
отличающ и и с я тем, что перед прокаткой ленту калибруют по толщине.
3.Способ попп. 1 и2, о т л и - чающийс я тем, что калибровку ленты по толщине выполняют перед разделением ее по контуру зубцов на зубцовые зоны.
4.Способ по пп. 2иЗ, отличающийся тем, что ленту калибруют до величины, не менее минимальной толщины ее до прокатки.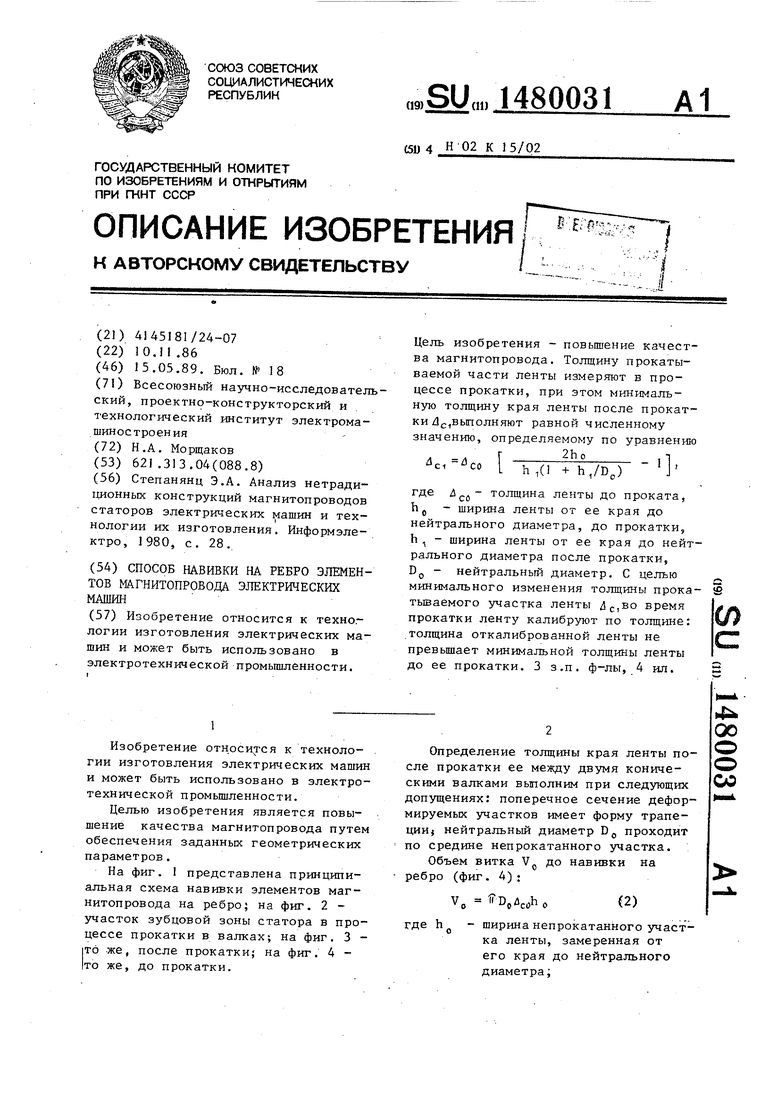
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ навивки на ребро элементов магнитопроводов электрических машин | 1989 |
|
SU1744765A1 |
| Способ изготовления магнитопровода электрической машины | 1989 |
|
SU1791907A1 |
| Способ изготовления магнитопровода электрической машины | 1988 |
|
SU1624608A1 |
| Устройство для изготовления витых магнитопроводов | 1988 |
|
SU1670750A1 |
| Способ изготовления магнитопровода электрической машины | 1974 |
|
SU637029A1 |
| Способ изготовления витых ленточных магнитопроводов электрических машин и устройство для его осуществления | 1989 |
|
SU1705967A1 |
| Способ изготовления витого штампованного магнитопровода со скосом зубцов | 1988 |
|
SU1739440A1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1050052A1 |
| Магнитопровод ротора электрической машины | 1989 |
|
SU1764123A1 |
| Способ изготовления магнитопровода электрической машины | 1985 |
|
SU1354346A1 |
ИЗОБРЕТЕНИЕ ОТНОСИТСЯ К ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН И МОЖЕТ БЫТЬ ИСПОЛЬЗОВАНО В ЭЛЕКТРОТЕХНИЧЕСКОЙ ПРОМЫШЛЕННОСТИ. ЦЕЛЬ ИЗОБРЕТЕНИЯ - ПОВЫШЕНИЕ КАЧЕСТВА МАГНИТОПРОВОДА. ТОЛЩИНУ ПРОКАТЫВАЕМОЙ ЧАСТИ ЛЕНТЫ ИЗМЕРЯЮТ В ПРОЦЕССЕ ПРОКАТКИ, ПРИ ЭТОМ МИНИМАЛЬНУЮ ТОЛЩИНУ КРАЯ ЛЕНТЫ ПОСЛЕ ПРОКАТКИ Δс1 выполняют равной численному значению, определяемому по уравнению Δс1=Δс0[2HO/H1(1+H1/DO)-1], где Δс0 - толщина ленты до прокатки, HO - ширина ленты от ее края до нейтрального диаметра до прокатки, H1 - ширина ленты от ее края до нейтрального диаметра после прокатки, DO - нейтральный диаметр. С целью минимального изменения толщины прокатываемого участка ленты Δс1 во время прокатки ленту калибруют по толщине: толщина откалиброванной ленты не превышает минимальной толщины ленты до ее прокатки. 3 з.п. ф-лы, 4 ил.
0#
фиг.З
| Степанянц Э.А | |||
| Анализ нетрадиционных конструкций магнитопроводов статоров электрических машин и технологии их изготовления | |||
| Информэле- ктро, 1980, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
