Изобретение относится к технологии изготовления витых магнитопроводов электрических машин и может быть использовано в электрической промышленности,
Цель изобретения - улучшение качества магнитопроводов путем уменьшения рас- шихтовки.
На фиг.1 представлен участок зубцовой зоны ленты магнитопровода до и после прокатки для двух случаев: навивка с радиусом
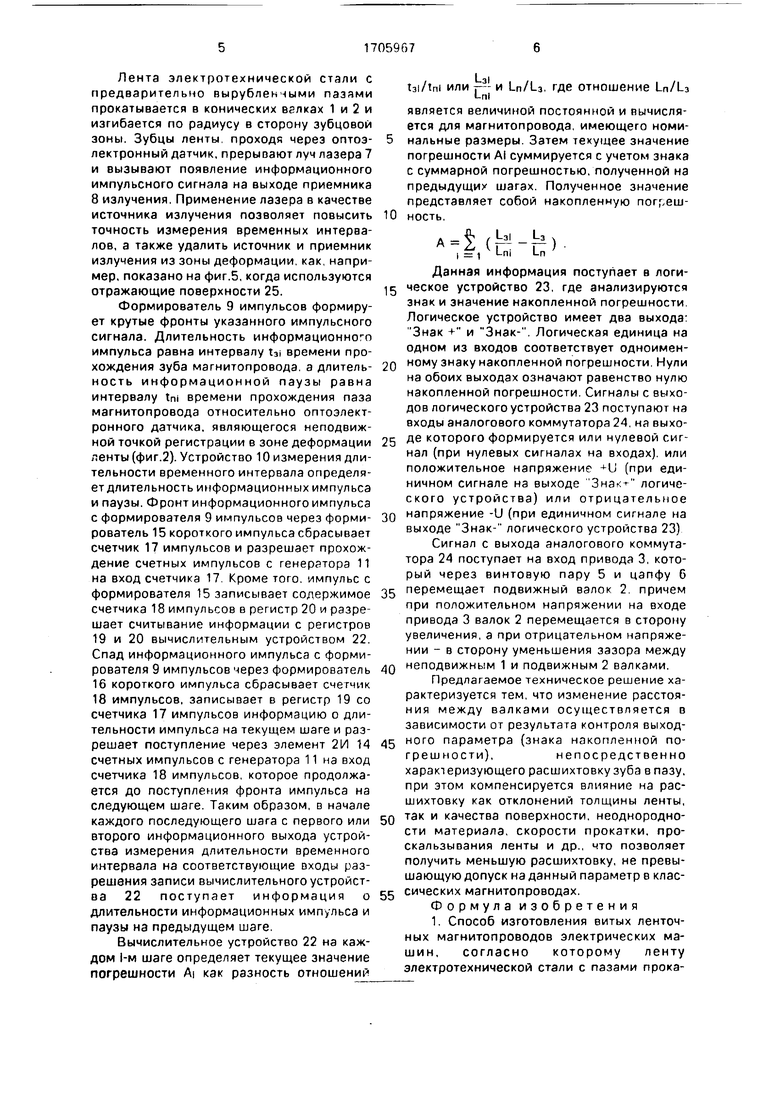
кривизны, соответствующим расчетному Rp (номинальному), и шириной паза Lni Ln. (I) навивка с радиусом кривизны RI, меньшим расчетного, и шириной паза Lni Ln (II). где Ln - ширина паза эталонного магнитопровода; на фиг.2 - интервалы времени прохождения зуба t3 и паза tn относительно неподвижной точки регистрации при навивке расчетного магнитопровода (I) и магнитопровода с меньшим радиусом кривизны (II);
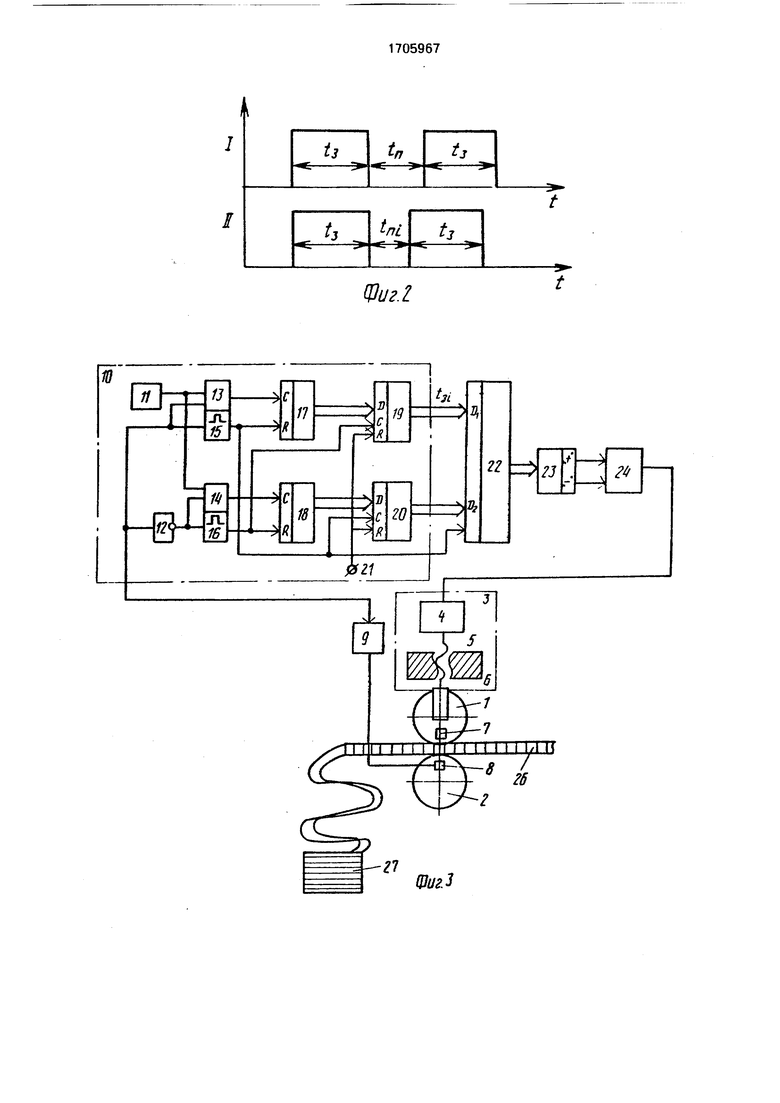
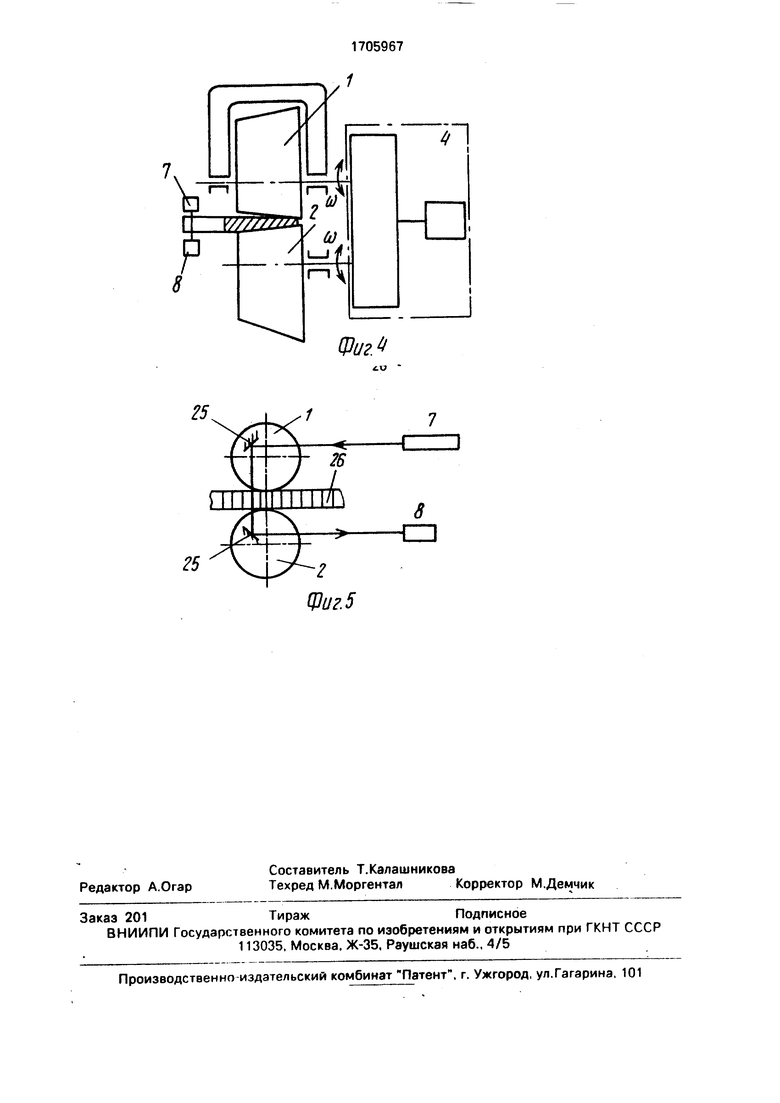
на фиг.З - принципиальная схема устройства для изготовления витых ленточных маг- нитопроводов электрических машин; на фиг.4 - зона деформации ленты в предлагаемом устройстве, вид сбоку; на фиг.5 - расположение лазера относительно зоны деформации зубчатой ленты магнитопрово- да.
Сущность предлагаемого способа заключается в следующем.
Ленту электротехнической стали с заранее вырубленными пазами прокатывают в конических валках. При этом происходит изгиб ленты по радиусу в сторону с большей толщиной материала. Шаг зубцовой зоны, постоянный по высоте зуба у исходной ленты, становится переменной величиной у навитой ленты (фиг.1), Величина шага зависит как от расположения линии измерения по высоте зуба, так и от радиуса кривизны навиваемого магнитопровода. При фиксированной линии измерения относительно основания зуба шаг зубцовой зоны зависит только от радиуса кривизны. Так как зуб магнитопровода не деформируется, то изменяется только ширина паза. Радиус кривизны R связан с шириной паза Ln следующей зависимостью:
R ZLU1UUB:
В - hc + hn,
где Z - число шагов зубцовой зоны магнитопровода на одном витке, величина постоянная;
Ln - ширина паза;
- ширина зуба, величина постоянная;
hc - ширина спинки магнитопровода;
hn расстояние от дна паза до линии измерения ширины паза и зуба.
При поддержании ширины паза постоянной остается постоянным и радиус кривизны навиваемого магнитопровода. Для этого на каждом i-м шаге измеряют текущее значение ширины зуба L3i и ширины паза Lni магнитопровода, а затем определяют накопленную погрешность из выражения
( - 1-П
Отношение Ln является величиной постоянной; его определяют по параметрам эталонного магнитопровода. В качестве эталонного выбирают магнитопровод, имеющий номинальные размеры. Знак суммы в формуле (1) означает, что накопленная погрешность является интегральной оценкой погрешностей, имевших место на предыдущих шагах. Минимум накопленной погрешности обеспечивает нахождение радиуса кривизны навиваемого магнитопровода в
0)
допустимых пределах. С целью поддержания минимума накопленной погрешности признаком направления перемещения валка является знак накопленной погрешности.
5 Так как величина накопленной погрешности на предыдущих шагах суммируется, то направление перемещения валка выбирают таким, чтобы знак погрешности на текущем шаге стал противоположным знаку накоп10 ленной погрешности. Если накопленная погрешность имеет знак плюс, то расстояние между валками увеличивают, что приводит к увеличению радиуса кривизны R и ширины паза навиваемого магнито15 провода и к переходу к отрицательному знаку текущей погрешности. При отрицательном знаке накопленной погрешности расстояние между валками уменьшают, что приводит к уменьшению радиуса кривизны
20 R и ширины паза и к переходу к положительному знаку текущей погрешности, т.е. расстояние между валками изменяют до тех пор, пока накопленная погрешность не станет равной нулю или ее знак не изменится
25 на противоположный.
Отношение ширины паза и зуба можно определять косвенно через время прохождения паза и зуба относительно неподвижной точки регистрации (фиг.2) в зоне
30 деформации магнитопровода. В этом случае справедливо соотношение
Ц| V t3l tai Lni V tni tni
где V - скорость движения ленты; 35tsi - интервал времени прохождения i-ro зуба;
tni - интервал времени прохождения i-ro паза.
40 Устройство (фиг.З) содержит неподвижный 1 и подвижный 2 конические валки, привод 3 подвижного валка, состоящий, например, из электродвигателя 4 с редуктором, винтовой пары 5 и цапфы б, оптоэлек45 тронный датчик, включающий излучатель, например, лазер 7, и приемник 8 излучения, формирователь 9 импульсов, устройство 10 измерения длительности временного интервала, включающее генератор 11 импуль50 сов, инвертор 12, элементы 2И 13 и 14, формирователи 15 и 16, счетчики 17 и 18 импульсов, регистры 19 и 20 и шину 21 сброса; вычислительное устройство 22, логическое устройство 23 и аналоговый
55 коммутатор 24. На фиг.З и 5 обозначены также отражающие поверхности 25, зубчатая лента 26 и витой магнитопровод 27.
Устройство работает следующим образом.
Лента электротехнической стали с предварительно вырубленными пазами прокатывается в конических вглках 1 и 2 и изгибается по радиусу в сторону зубцовой зоны. Зубцы ленты, проходя через оптоэ- лектронный датчик, прерывают луч лазера 7 и вызывают появление информационного импульсного сигнала на выходе приемника 8 излучения. Применение лазера в качестве источника излучения позволяет повысить точность измерения временных интервалов, а также удалить источник и приемник излучения из зоны деформации, как, например, показано на фиг.5, когда используются отражающие поверхности 25.
Формирователь 9 импульсов формирует крутые фронты указанного импульсного сигнала. Длительность информационного импульса равна интервалу t3i времени прохождения зуба магнитопровода. а длительность информационной паузы равна интервалу tni времени прохождения паза магнитопровода относительно оптоэлект- ронного датчика, являющегося неподвижной точкой регистрации в зоне деформации ленты (фиг.2). Устройство 10 измерения длительности временного интервала определяет длительность информационных импульса и паузы. Фронт информационного импульса с формирователя 9 импульсов через формирователь 15 короткого импульса сбрасывает счетчик 17 импульсов и разрешает прохождение счетных импульсов с генератора 11 на вход счетчика 17. Кроме того, импульс с формирователя 15 записывает содержимое счетчика 18 импульсов в регистр 20 и разрешает считывание информации с регистров 19 и 20 вычислительным устройством 22. Спад информационного импульса с формирователя 9 импульсов через формирователь 16 короткого импульса сбрасывает счетчик 18 импульсов, записывает в регистр 19 со счетчика 17 импульсов информацию о длительности импульса на текущем шаге и разрешает поступление через элемент 2И 14 счетных импульсов с генератора 11 на вход счетчика 18 импульсов, которое продолжается до поступления фронта импульса на следующем шаге. Таким образом, в начале каждого последующего шага с первого или второго информационного выхода устройства измерения длительности временного интервала на соответствующие входы разрешения записи вычислительного устройства 22 поступает информация о длительности информационных импульса и паузы на предыдущем шаге.
Вычислительное устройство 22 на каждом 1-м шаге определяет текущее значение погрешности AI как разность отношений
tsi/tni или г-3- и U/L3, где отношение Ln/L3
Lnl
является величиной постоянной и вычисляется для магнитопровода, имеющего номинальные размеры. Затем текущее значение погрешности AI суммируется с учетом знака с суммарной погрешностью, полученной на предыдущих шагах. Полученное значение представляет собой накопленную погрешность.
).
I } Lni Ln
Данная информация поступает в логическое устройство 23, где анализируются знак и значение накопленной погрешности, Логическое устройство имеет два выхода: Знак + и Знак-. Логическая единица на одном из входов соответствует одноименному знаку накопленной погрешности. Нули на обоих выходах означают равенство нулю накопленной погрешности. Сигналы с выходов логического устройства 23 поступают на входы аналогового коммутатора 24, на выходе которого формируется или нулевой сигнал (при нулевых сигналах на входах), или положительное напряжение +(j (при единичном сигнале на выходе Знак- - логического устройства) или отрицательное
напряжение -U (при единичном сигнале на выходе Знак- логического устройства 23) Сигнал с выхода аналогового коммутатора 24 поступает на вход привода 3, который через винтовую пару 5 и цапфу б
перемещает подвижный валок 2. причем при положительном напряжении на входе привода 3 валок 2 перемещается в сторону увеличения, а при отрицательном напряжении - в сторону уменьшения зазора между
неподвижным 1 и подвижным 2 валками.
Предлагаемое техническое решение характеризуется тем, что изменение расстояния между валками осуществляется в зависимости от результата контроля выходного параметра (знака накопленной погрешности),непосредственно характеризующего расшихтовку зуба в пазу, при этом компенсируется влияние на расшихтовку как отклонений толщины ленты,
так и качества поверхности, неоднородности материала, скорости прокатки, проскальзывания ленты и др., что позволяет получить меньшую расшихтовку, не превышающую допуск изданный параметр в классических магнитопроводах.
Формула изобретения 1. Способ изготовления витых ленточных магнитопроводов электрических машин, согласно которому ленту электротехнической стали с пазами прокатывают в конических валках, а в процессе прокатки изменяют толщину ленты путем изменения расстояния между валками, отличающийся тем, что, с целью улучшения качества магнитопроводов путем уменьшения расшихтовки, на каждом шаге зубцовой зоны измеряют текущие значения ширины зуба и ширины паза ленты, определяют накопленную погрешность из выражения
(f31-),
, , v Lni U
i 1 где А - накопленная погрешность;
I - текущий номер шага зубцовой зоны;
Ц| - ширина зубца на l-м шаге:
Lni - ширина паза на l-м шаге;
L3 - ширина зубца эталонного магнито- провода;
Ln ширина паза эталонного магнито- провода,
а толщину ленты изменяют в зависимости от знака накопленной погрешности до тех пор, пока ее значение не станет равным нулю или знак не изменится на противоположный, при этом толщину ленты увеличивают при положительном знаке накопленной погрешности и уменьшают при отрицательном.
2. Устройство для изготовления витых ленточных магнитопроводов электрических машин, содержащее неподвижный конический валок и подвижный конический валок с
приводом, вход которого связан с выходом вычислительного устройства, отличающееся тем, что, с целью улучшения качества магнитопроводов путем уменьшения расшихтовки, оно снабжено устройством измерения длительности временного интервала, формирователем импульсов, аналоговым коммутатором, логическим устройством и оптоэлектронным датчиком, имеющим излучатель, через формирователь импульсов подключенным к входу устройства измерения длительности временного интервала, первый и второй информационные выходы которого соединены с соответствующими входами разрешения
записи вычислительного устройства, а его выход через логическое устройство подключен к входу аналогового коммутатора, выход которого подключен к входу привода подвижного конического валка.
3. Устройство по п.2. отличающее- с я тем, что излучатель оптоэлектронного датчика выполнен в виде лазера.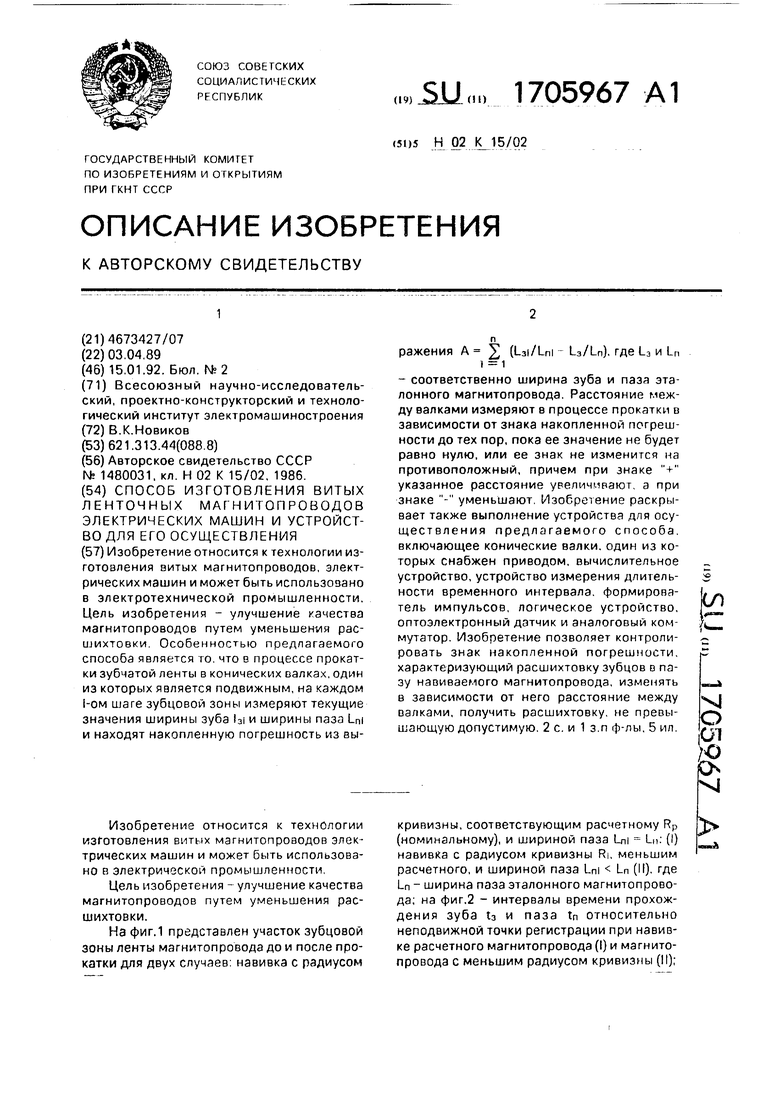

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрической машины | 1989 |
|
SU1791907A1 |
| Способ навивки на ребро элементов магнитопроводов электрических машин | 1989 |
|
SU1744765A1 |
| Способ изготовления магнитопровода электрической машины | 1988 |
|
SU1624608A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ТОРЦОВЫХ МАГНИТОПРОВОДОВ | 1994 |
|
RU2074480C1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Способ изготовления витого штампованного магнитопровода со скосом зубцов | 1988 |
|
SU1739440A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Способ изготовления зубцовой зоны магнитопровода электрической машины | 1986 |
|
SU1457089A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |

Изобретение относится к технологии изготовления витых магнитопроводов, электрических машин и может быть использовано в электротехнической промышленности. Цель изобретения - улучшение качества магнитопроводов путем уменыиен-ия рас- шихтовки. Особенностью предлагаемого способа является то. что в процессе прокатки зубчатой ленты в конических валках, один из которых является подвижным, на каждом i-ом шаге зубцовой зоны измеряют текущие значения ширины зуба I3i и ширины паза Lni и находят накопленную погрешность из выражения А 2 (Ui/Ui La/Ln), где и Ln 1 1 - соответственно ширина зуба и паза эталонного магнитопровода. Расстояние между валками измеряют в процессе прокатки в зависимости от знака накопленной погрешности до тех пор, пока ее значение не будет равно нулю, или ее знак не изменится на противоположный, причем при знаке + указанное расстояние увеличивают, а при знаке - уменьшают. Изобретение раскрывает также выполнение устройства для осуществления предлагаемого способа, включающее конические валки, один из которых снабжен приводом, вычислительное устройство, устройство измерения длительности временного интервала, формирователь импульсов, логическое устройство, оптоэлектронный датчик и аналоговый коммутатор. Изобретение позволяет контролировать знак накопленной погрешности, характеризующий расшихтовку зубцов в пазу навиваемого магнитопровода, изменять в зависимости от него расстояние между валками, получить расшихтовку. не превышающую допустимую. 2 с. и 1 з.п ф-лы, 5 ил. |Ј XJ О ,01 о k VJ
Qk/t.1
гэд
А969(Ш
I
8
Фи г.
| Способ навивки на ребро элементов магнитопровода электрических машин | 1986 |
|
SU1480031A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
