Изобретение относится к производству керамических стеновых материалов и может найти применение в промышленности строительных материалов, в частности на предприятиях по выпуску глиняного кирпича.
Цель изобретения - повышение производительности установки.
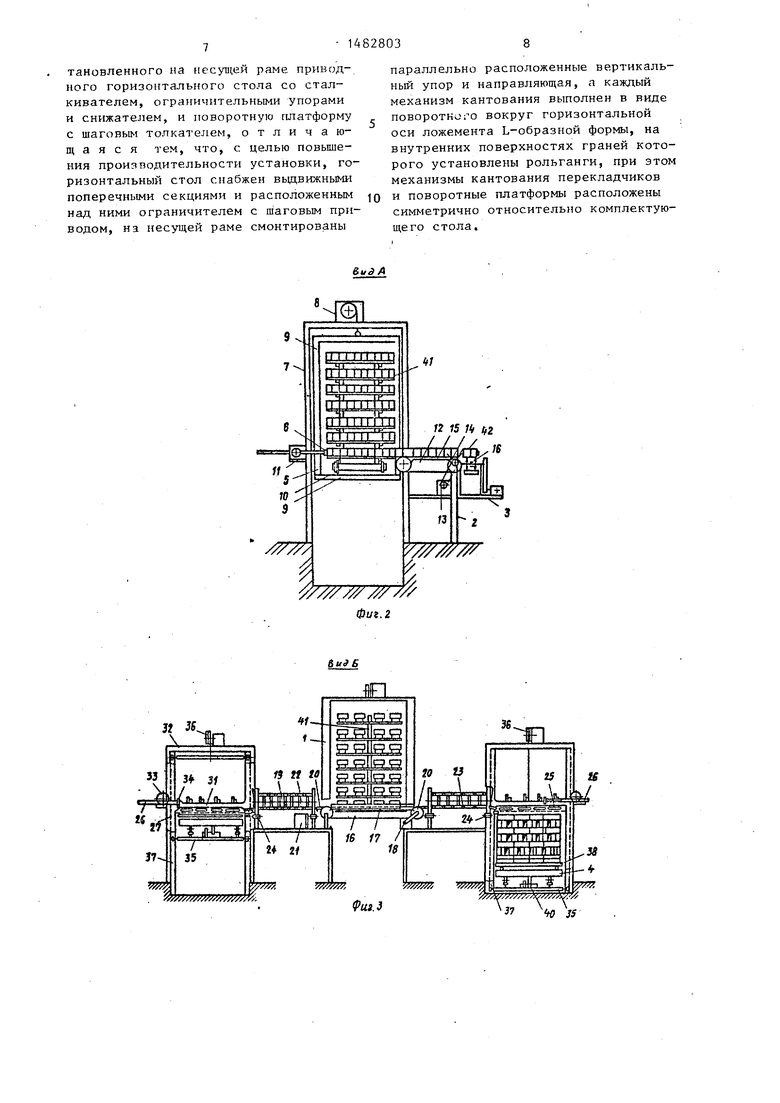
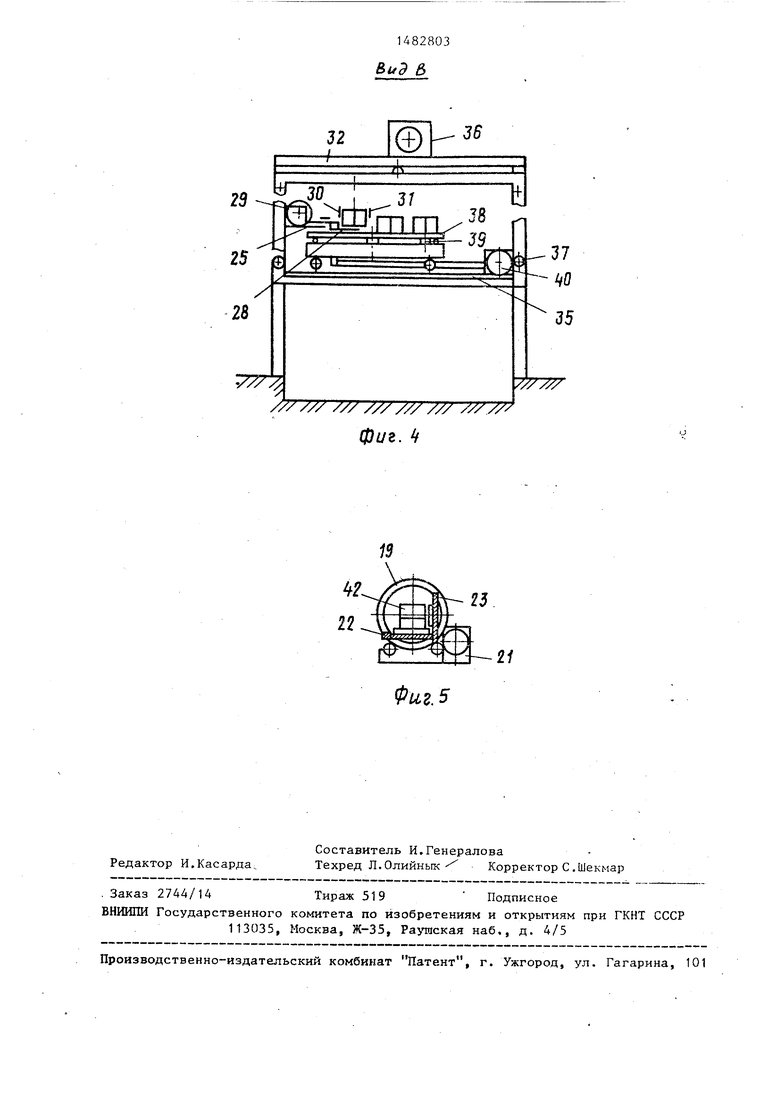
На фиг. 1 изображена установка, вид в плане; на фиг. 2 - вид А на фиг. 1-, на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг. 1; на фиг. 5 - кантователь.
Установка состоит из разгрузчика 1, комплектующего стола 2, перекладчика 3 и подъемной платформы 4. Разгрузчик 1 предназначен для послойной разгрузки изделий из сушильных вагонеток путем сталкивания изделий с
сушильной оснастки. Разгрузчик 1 сосi
. тоит из подъемника 5, сталкивателя 6, смонтированного на раме 7 подъемника 5, привода 8 (фиг. 2) подъемника, площадки 9 с рельсами 10 для
Сталкиватель 6
сушильной вагонетки, имеет привод 11.
Комплектующий стол 2 служит для приема слоев изделий, сталкиваемых на него сталкивателем 6, группирования поперечных строк изделий, кантования и передачи сгруппированных строк изделий на перекладчик 3. Комплектующий стол 2 состоит из продольного приемного конвейера 12 с приводом 13, упорами 14 и направляющими 15.
К продольному приемному конвейеру 12 перпендикулярно установлен механизм 16 группирования, выполненный в виде реверсивного конвейера 17 с приводом 18. Между механизмами группирования 16 и кантования 19 смонтированы переходные площадки 20.
Механизм 19 кантования предназначен для поворота кирпича группами на 90° с целью обеспечения формирования перемеживающих слоев кирпича в формируемом пакете и состоит из привода 21, ложемента 22 L-образной формы, на котором смонтированы независимые неприводные рольганги 23, а с торцов на ложементы 22 со стороны перекладчика 3 установлены копиры 24 с подвижными площадками, предназначенные для разъединения откантован ных изделий.
Перекладчик 3 предназначен для формирования слоев изделий и перекла
ки их на подъемную платформу 4 и состоит из плоского горизонтального стола 25, поперечного ограничителя 26 с шаговым приводом и снижателя 27. Стол 25 включает выдвижные поперечные секции 28 с приводами 29, верхний упор 30, смонтированный над поперечными секциями 28, верхнюю направляюQ щую 31, установленную параллельно упору 30,
Стол 25, ограничитель 26 и снижа- тель 27 смонтированы на несущей раме 32. Поперечный ограничитель 26
5 состоит из привода 33 и упора 34 и предназначен для ограничения количества изделий, поступающих на выдвижные поперечные секции 28.
Верхний упор 30 и направляющая
о 31 выполнены в виде параллельных полос, закрепленных на раме 32, и выполняют различные функции: при формирования строки на столе 25 они служат горизонтальными направляющими,
5 а при укладке этой строки на поворотную площадку, верхний упор выравнивает строку в горизонтальной плоскости .и является упором для изделий при ук- ладке их на поворотную площадку.
Снижатель 27 состоит из подвижной рамы 35, приводимой в шаговое движение вверх или вниз приводом 36 по направляющим 37. В последних установлена подъемная платформа 4, которая служит для приема слоев изделий и формирования пакета изделий с поворотом одного слоя относительно другого на 90°.
Подъемная платформа состоит из поворотной площадки 38, привода 39 поворота и шагового толкателя 40, предназначенного для образования зазоров между рядами изделий при формировании слоя изделий на поворотной площадке 38.
0
5
0
5
Установка работает следующим образом.
Сушильная вагонетка 41 с изделиями устанавливается на рельсы 10 площадки 9 цеховым толкателем (не показан) . Подъемник 5 поднимает площадку 9 и вагонетку в верхнее положение приводом 8, который работает затем по программе на шаговое перемещение площадки вниз после шагового сталкивания сталкивателем изде- лий на продольный приемный конвейер 12. Сталкиватель 6 перемещает изделия 42 с вагонетки на приемный конвейер 12.
Конвейер 12 шаговыми перемещениями передает построчно изделия 42 на реверсивный конвейер 17, привод 18 которого включается в работу во время остановки конвейера 12. Реверсивный конвейер 17 работает по программе поочередно на левую или правую сторону перекладчика 3, т.е. на левый или правый плоский стол 25. Строка изделий состоит из двух сомкнутых по длине изделий друг к другу.
Строка изделий подается через неприводные рольганги 23 механизма 19 кантования на выдвижные поперечные секции 28. В случае, если по программе формирования слоя на поворотной площадке 38 требуется установить перекантованный слой изделий на пла- шок,
то включается в работу механизм 19 кантования, который приводом 21 поворачивает строку изделий, состоящую из двух рядов и находящуюся на рольганге 23, и изделия далее пеемещаются на выдвижные поперечные секции 28.
Количество изделий, поступающих на выдвижные поперечные секции 28, егулируется поперечным ограничитеем 26, упор 34 которого приводом 33 ожет перемещаться вдоль выдвижных оперечных секций между упором 30 и верхней направляющей 31. В зависимости от количества изделий, требуемых слое формируемого пакета упор 34 станавливается в исходном положении ли перекрывает часть длины секций 8, т.е. в любом случае строка издеий подается реверсивным конвейером
17 до упора 34.
После формирования длины строки
на секциях 28 включается привод 29, который выводит секции 28 из-под изделий и изделия, задерживаемые упором 30, сползают на площадку 38 подъемной платформы 4, предварительно поднятую и задвинутую под секции 28 в исходное положение. Подъем площадки 38 в верхнее исходное положение осуществляется приводом 36 подвижной рамы 35. После каждой укладки строки на площадку 38 она толкателем 40 перемещается относительно выдвижных секций 28 горизонтально на шаг, больший или равный ширине строки изделий.
Таким образом, на площадке 38 формируется слой изделий - карта. Затем
10
20
25
4828036
подвижная рама 35 вместе с площадкой 38 опускаются приводом 36 на шаг. Площадка 38 поворачивается приводом 3$ на 90° и толкатель 40 делает большой шаг назад к поперечным Секциям, устанавливая подъемную платформу вместе с поворотной площадкой 38 под выдвижные поперечные секции 28 в исходное положение для формирования второго слоя. Во время поворота, например левой площадки 38 и возвращения ее толкателем 40 в исходное положение, на второй правой площадке 15 38 формируется слой изделий.
Таким образом, формирование слоев изделий на левой и правой площадках 38 может осуществляться поочередно. Однако формирование слоев и пакета может осуществляться в зависимости от программы и на одной площадке 38 до полного формирования пакета. В случае необходимости формирования карт с разными по количеству изделиями в каждой строке, поперечный шаговый ограничитель 26 устанавливается, например, перед тремя секциями 28. Тогда на секциях 28 формируются короткие по длине строки изделий. При необходимости формирования строк с пропусками средних изделий при перекладке изделий с поперечных выдвижных секций 28 на площадке 38, включаются приводы 29 только крайних секций. Тогда на площадку 38 сталкиваются только изделия, которые находятся на крайних секциях 28, а изделия на средних секциях остаются при подаче строки неподвижными. При очередной подаче строки изделий реверсивным конвейером 17 эти оставшиеся изделия доталкиваются до упора 34.
Сформированный пакет изделий снимается с платформы вилочным или грейферным захватом.
Повышение производительности установки происходит за счет совмещения операций формирования пакетов на двух параллельных и поворотных площадках, а также возможности формирования пакетов с различными положениями в слое.
Формула изо бретения
30
35
40
45
50
Установка разгрузки и пакетирования кирпича, содержащая раз грузик с подъемником и сталкивателем, комплектующий стол с механизмами группирования и кантования строк кирпичей, перекладчик, выполненный п виде установленного на несущей раме приводного горизонтального стола со стал- кивателем, ограничительными упорами и снижателем, и поворотную платформу с шаговым толкателем, отличающаяся тем, что, с целью повышения производительности установки, горизонтальный стол снабжен выдвижными поперечными секциями и расположенным над ними ограничителем с шаговым приводом, на несущей раме смонтированы
параллельно расположенные вертикальный упор и направляющая, а каждый механизм кантования выполнен в виде поворотного вокруг горизонтальной оси ложемента L-образной формы, на внутренних поверхностях граней которого установлены рольганги, при этом механизмы кантования перекладчиков и поворотные платформы расположены симметрично относительно комплектующего стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1981 |
|
SU994267A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1977 |
|
SU710806A1 |
| Устройство для автоматизированной укладки в пакет прямоугольных изделий | 1977 |
|
SU740658A1 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1990 |
|
SU1742068A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098799A1 |
Изобретение относится к производству строительных материалов, а именно к установкам разгрузки и пакетирования кирпича. Цель изобретения - повышение производительности установки. Установка состоит из разгрузчика 1, комплектующего стола 2, перекладчика 3 и подъемных платформ. Комплектующий стол выполнен в виде продольного конвейера 12, поперечного реверсивного конвейера 17 с упором и контователей. Перекладчик 3 служит для формирования слоев пакетируемых изделий, он состоит из горизонтального стола 25, имеющего поперечные секции поперечного ограничителя и снижателя 27. Сухие изделия разгрузчиком 1 сталкиваются на комплектующий стол 2, который передает изделия на перекладчик 3, где на столе 25 формируется слой изделий на ее поперечных секциях. Секции совершают короткие шаговые движения относительно площадки, изделия задерживаются упором 30 и сходят на площадку, которая снижается, поворачивается на 90° для приема следующего слоя, который сталкивается на ранее уложенный. 5 ил.
УЯТЯГ
Е
у/////////////
фиг. 2
ss/////////s///////////f.
Риг.З
wS7//////XS////s S/s/
Х Ч 35
29 25
/// /// /// /// /// /// ////// фиг. 4
1482803
Вид &
25
Фиг. 5
| Автомат-укладчик керамических изделий на сушильные вагонетки | 1985 |
|
SU1305042A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
