Изобретение относится к средствам неразрушающего контроля и может быть использовано дпя ультразвукового контроля резьбовых соединений труб нефтяного сортамента непосредственно в условиях базы производственного обслуживания.
Цель изобретения - повышение ка- , чества контроля герметичности резьбового соединения за счет равномерной скорости сканирования преобразователя.
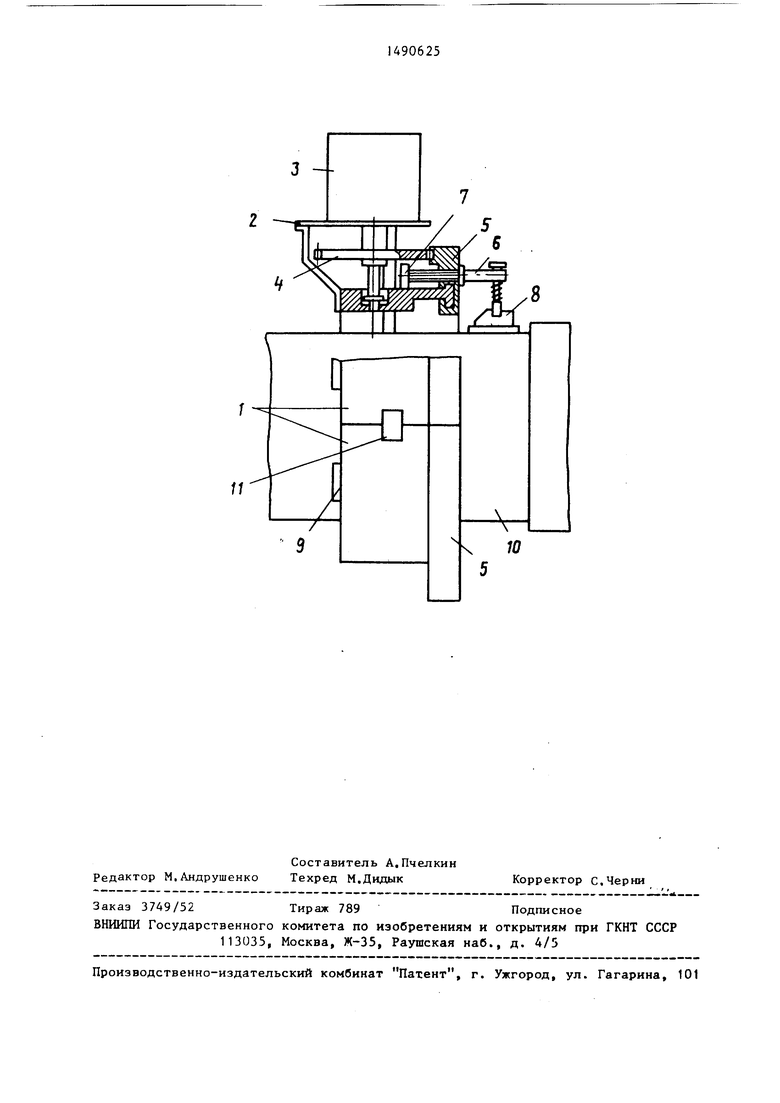
На чертеже показана схема предлагаемого устройства.
Устройство содержит два полукольца 1, на одном из которых на крошптеине 2 установлен двигатель 3, на бси которого крепится зубчатое колесо 4, сопряженное с полувенцом 5. В одном зубчатом полувенце 5 выполнено отверстие с резьбой с размещенным в нем винтом 6 с направляющими роликом 7 и преобразователем 8. Зубчатый полувенец 5 снабжен Т-образным пазом для перемещений по полукольцам I. Полукольца 1 снабжены подпружиненными башмаками 9, изготовленными из мягкого материала, например резины, во избежение их проскальзывания по поверхности трубы 10 во время контроля. Также на полукольцах 1 установлены замки 11, обеспечивающие размыкание и за№1кание полуколец )
со о о ьо ел
3U
при установке устройства на контролируемую трубу 10.
Устройство работает следующим образом.
Полукольца 1 разг гкаются замком I1, устанавливаются подпружиненными башмаками 9 на контролируемую трубу 10 и смыкаются замком 11. Подается питание двигателю 3, установленному на кронштейне 2, вращающий момент которого посредством шестерни 4 передается зубчатым полувенцом 5, перемещающимся по Т-образным направляющи полуколец 1. Осевое перемещение пре- образователя 8 относительно витков резьбы осуществляется приводным роликом 7 перемещением винта в отверстии с резьбой, выполненной в одном из полувенцов 5, Ролик 7 находится в
фрикционном зацеплении с неподвижно установленными на трубе 10 полукольцами 1. Происходит обкатка ролика 7, а следовательно, ввинчивание или отвинчивание винта 6 в зависимости от направления вращения вала электродвигателя 3. За оборот преобразователя 8 на 360° происходит его смещение, кратное шагу контролируемой резьбы.
Реализация данного технического решения позволит повысить качество контроля герметичности резьбового соединения путем равномерного сканирования преобразователя по виткам резьбы, при этом скорость сканирования не зависит от положения устройства при контроле, а следовательно, масса отдельных узлов устройства не будет влиять на скорость сканирования преобразователя.
Формула изобретения
I. Устройство для ультразвукового контроля резьбовых соединений труб, содержащее основание в виде двух полуколец, закрепленную на них направляющую, установленный на одном из полуколец двигатель с закрепленным на его валу зубчатым колесом, узел сканирования и соединенный с узлом сканирования ультразвуковой преобразователь, отлич ающе- е с я тем, что, с целью повышения качества контроля герметичности резьбового соединения за счет обеспечения равномерной скорости сканирования ультразвукового преобразователя, двигатель установлен жестко на
полукольце, узел сканирования вь1- полнен в виде двух зубчатых полувенцов, в одном из которых выполнено отверстие с резьбой, размещенного в нем винта с направляющим роликом на одном конце, ультразвуковой преобразователь размещен на другом конце винта, зубчатое колесо кинематически связано с пслувенцами, установленными в полукольцах с возможностью вращения,
2, Устройство по п,1, отличающееся тем, что направляющая имеет в сечении Т-образную форму.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой дефектоскопии резьбовых соединений труб | 1986 |
|
SU1374122A1 |
| Устройство для ультразвукового контроля труб | 1987 |
|
SU1677620A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| Устройство для ультразвуковой дефектоскопии резьбовых соединений труб | 1990 |
|
SU1748044A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБОПРОВОДОВ | 1973 |
|
SU399780A1 |
| Устройство для неразрушающего контроля изделий | 1986 |
|
SU1388787A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ | 2014 |
|
RU2570353C1 |
| Устройство для контроля трубопроводов | 1984 |
|
SU1317356A1 |
| Устройство для контроля изделий | 1991 |
|
SU1826060A1 |
| Устройство для неразрушающего ультразвукового контроля цилиндрических изделий | 1985 |
|
SU1257512A1 |
Устройство для автоматизированного сканирования относится к средствам неразрушающего контроля и может быть использовано для ультразвукового контроля резьбовых соединений труб. Целью изобретения является повышение качества контроля герметичности резьбового соединения за счет постоянной скорости сканирования преобразователя. В устройстве для автоматизированного сканирования двигатель установлен жестко на полукольце, на валу двигателя закреплено зубчатое колесо, кинематически связанное с зубчатыми полувенцами, установленными на полукольцах с возможностью вращения, а один из зубчатых полувенцов снабжен отверстием с резьбой, внутри которого размещен винт с направляющим роликом на одном конце и преобразователем на другом
для ориентации и удержания полувенцов на полукольцах они снабжены Т-образными направляющими. 1 з. п. ф-лы, 1 ил.
| Устройство для ультразвукового контроля сварных швов труб | 1982 |
|
SU1096567A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для ультразвуковой дефектоскопии резьбовых соединений труб | 1986 |
|
SU1374122A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
