соту двухсекционных телескопических стоек 2, Продольные элементы 16 каркаса устанавливают между прижимами 4 и дополнительными прижимами 6, Подставляя поперечные элементы 17, сваривают нижнюю секцию каркаса. Точно
также сваривают.верхнюю секцию каркаса. Затем, подставляя вертикальные элементы 18, приваривают их к сваренным секциям. Благодаря этому сокращается трудоемкость, снижается расход металла, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки под сварку и сваркиНА уНиВЕРСАльНО-СбОРОчНОМ СВАРОчНОМпРиСпОСОблЕНии Об'ЕМНыХ KAPKACOB изэлЕМЕНТОВ пРОКАТНОгО пРОфиля | 1979 |
|
SU823048A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОК-МОДУЛЯ | 2023 |
|
RU2805726C1 |
| Способ сборки пассажирского транспортного средства под сварку кузова вагона, стенд для осуществления способа и прижимное устройство для его осуществления | 1990 |
|
SU1743777A1 |
| Способ сборки корпуса судна изСЕКций и уСТРОйСТВО для ЕгО ОСущЕ-СТВлЕНия | 1979 |
|
SU796056A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Шаблон блока пустотообразователей | 1982 |
|
SU1042937A1 |
| Устройство для контактной точечной сварки | 1988 |
|
SU1648675A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| БОКОВАЯ СТЕНА ВАГОНА И СПОСОБЫ ЕЕ СБОРКИ (ВАРИАНТЫ ) | 2004 |
|
RU2271293C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУКОЛЕИ ДВУХКОЛЕЙНОГО ДВУХСЕКЦИОННОГО МЕХАНИЗИРОВАННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТОВОГО БЛОКА | 1995 |
|
RU2102553C1 |
Изобретение относится к сварке ,в частности, к кондукторам для сборки под сварку крупногабаритных изделий, и может быть использовано для сборки и сварки крупногабаритных каркасов решетчатой конструкции. Цель изобретения - расширение технологических возможностей путем обеспечения сварки изделий разной высоты из отдельных элементов и повышение удобства в работе. Устанавливают высоту двухсекционных телескопических стоек 2. Продольные элементы 16 каркаса устанавливают между прижимами 4 и дополнительными прижимами 6. Подставляя поперечные элементы 17, сваривают нижнюю секцию каркаса. Точно так же сваривают верхнюю секцию каркаса. Затем, подставляя вертикальные элементы 18, приваривают их к сваренным секциям. Благодаря этому сокращается трудоемкость, снижается расход металла. 4 ил.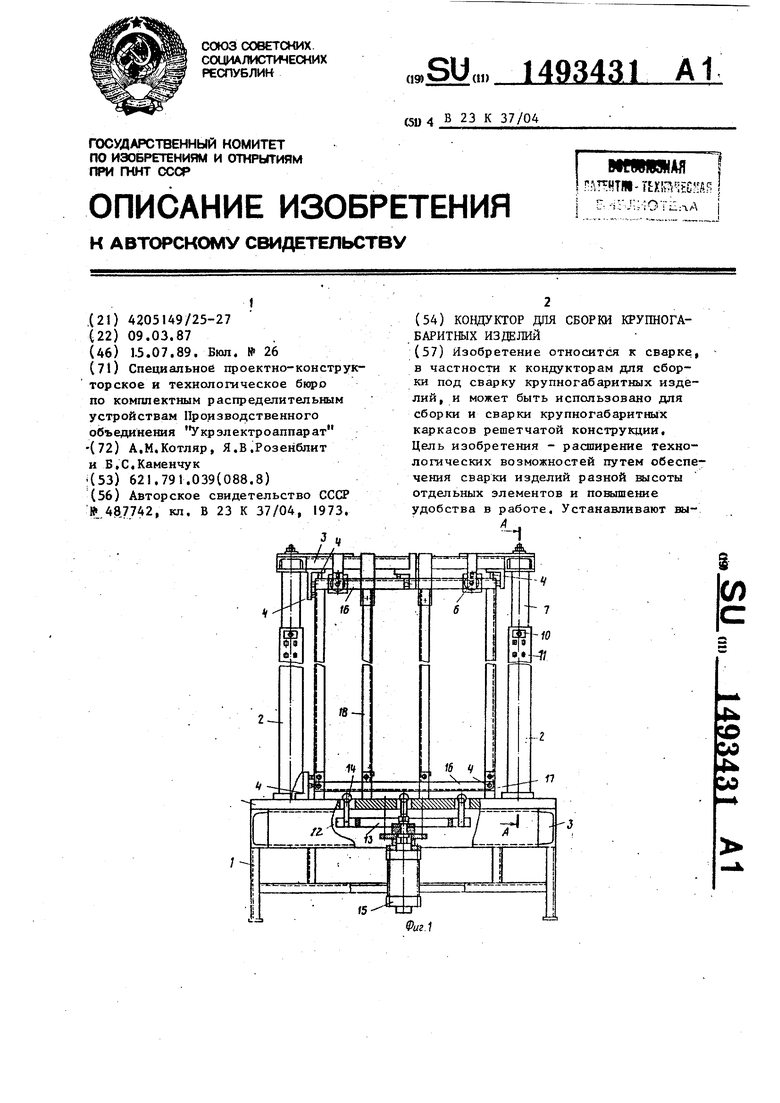
I Изобретение относится к сварке, частности к кондукторам для сборки род сварку крупногабаритных изделий, может быть использовано для сбор- Ки и сварки крупногабаритных карка- ,fcoB решетчатой конструкции
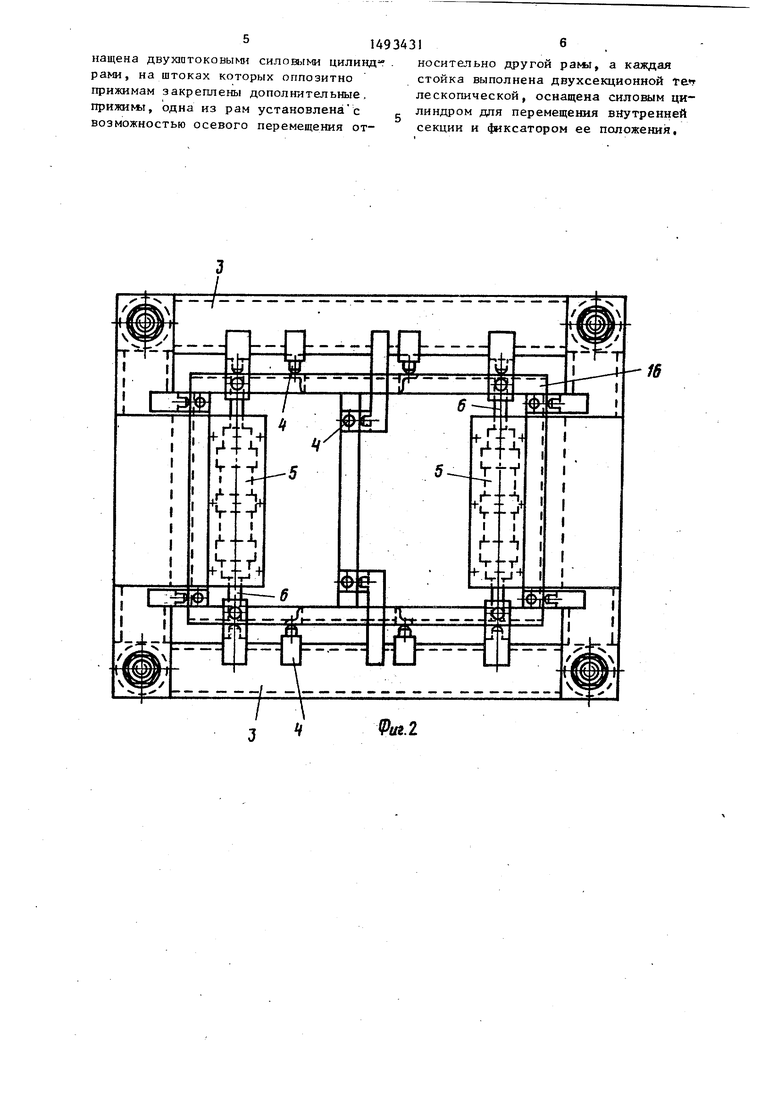
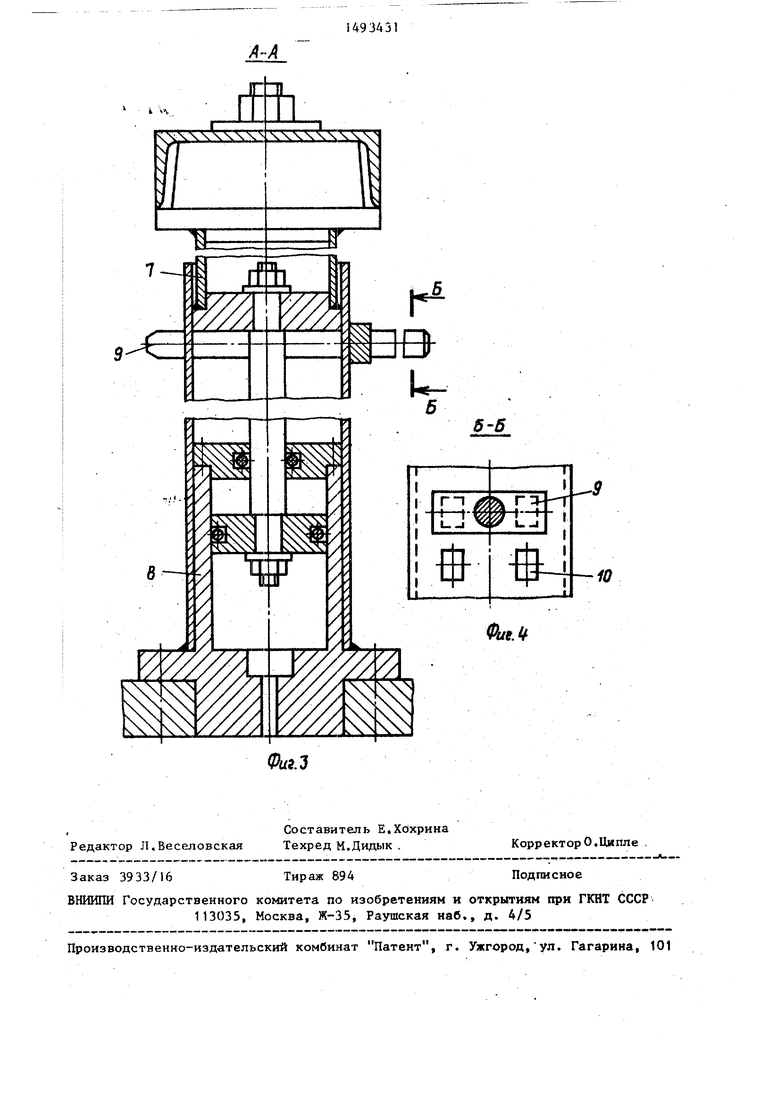
Цель изобретения - расширение технологических возможностей путем обеспечения сварки изделий разной вы- роты из отдельных элементов и повы- |иение удобства обслуживания. I .На фиг,1 изображен кондуктор для сборки крупногабаритных изделий, об- Щ1й.вид; на фиг.2 - то же,, вид свер- |ху;.на 4иг.З -. сечение А-А на фиг,1;. а фиг,4 - сечение Б-Б на фиг.З.
Кондуктор содержит основание , стойки 2, рамы 3, На рамах 3 установлены прижи, 4, На каждой раме 3 смонтированы двухштоковые силовые ци- |1индры 5, на штоках которых оппозит- |но прижимам 4 закреплены дополнитель- Йые прижим 1 .6,
Каждая стойка 2 выполнена двух- |секционной телескопической, Внутрен- |няя секция 7 стойки соединена с сило- 1м цилиндром 8 для осевого перемеще- (ния внутренних секций 7 стоек 2. Кро Мме того, каждая стойка оснащена фик сатором 9 ее положения. Фиксаторы 9 входят в отверстия 10, выполненнь е на наружной секции 1 npHMoyrojjbHOu форм..
Кондуктор оснащен сбрасывателем 12 готового изделия, который выполне например, в виде планки 13 с роликам 14, соединенной с силовым цилиндром 15,
Кондуктор работает следующим обра зом.
Устанавливают высоту стоек 2 соответственно высоте готового каркаса. Для этого включают аг1ловой цилиндр 8 и фиксируют фиксатором 9,
Все продольные элементы 16 каркаса устанавливают между прижимами 4 и дополните.пьными прижима-.чи 6 ниж
0
0
е
5
35
50
55
ней рам)1 кондуктора. Затем, вставив между продольными уголками 1ё поперечные уголки 17, сваривают верхнюю секцию каркаса. Затем между прижимами 4 и дополнительными прижимами 6 верхней раМ) вставляют продольные ./ уголки. Вставив поперечные уголки, приваривают их к продольным и свари- вают нижнюю секцию каркаса.
После этого, подставляя к сваренным секциям каркаса вертикальные уголки 18, приваривают последние к верхней и нижней секциям. Готовое изделие сбрасывают включением цилиндра 15 при поДШ1 той верхней раме 3 кондуктора,
Таким образом, применение предла- гаемогого изобретения позволяет повысить удобство обслуживания кондуктора за счет механизации съема и установки элементов собираемых каркасов, расширить технологические возможности путем обеспечения изготовления построенных каркасов разной высоты. Кондуктор компактен и может быть применен в автоматизированном производстве.
Применение предлагаемого, кондуктора позволит за счет повышения удобства его обслуживания сократить трудоемкость сварочных операций, а за счет расширения технологических возможностей - снизить расход металла на изготовление аналогичных кондукторов.
Формула изобретения
Кондуктор для сборки крупногабаритных изделий,, содержащий смонтированные на основании стойки, pat, прижимы, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения сварки изделий разной высоты из отдельных элементов и повьштения удобства в обслуживании, каяодая рама оснащена двуиатоковымн силовыми цилинд рами, на штоках которых оппозитно прижимам закреплены дополнительные, прижимы, одна из рам установлена с возможностью осевого перемещения относительно другой рамл, а каждая стойка выполнена двухсекционной лескопической, оснащена силош 1м цилиндром для перемещения внутренней секции и фиксатором ее положения.
fe2
I ч
Фи. З
Редактор Л.Веселовская
Составитель Е.ХОхрина Техред М.Дидык .
Заказ 3933/16
Тираж 894
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор О.Ципле
Подписное
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
