о
Од
00 00
to
77
2J
ФиеЛ
3 ug
Изобретение относится к обработку металлов давлением, а именно к устройствам для подачи заготовок из стопы в зону обработки и удале™ НИН обработанной полосы после вырубки из нее деталей.
Цель изобретения - расширение технологических возможностей и обеспечение надежности перемещения заго товок различных типоразмеров при вырубке на штампе деталей различной конфигурации с
На фиг.1 показано устройство, общий вид; на фиг.2 - вид А-А на фиг.1 на фиг.З - сечение Б-Б на фиг.2.
Устройство состоит из стола 1, магазинного устройства с пазами для стоек 2, между которыми укладывается стопа 3 заготовок 4. С одной сто- РОНЫ стола 1 вертикально установлены ци{1индры 5, на штоках которых закреплена верхняя траверса 6 с за:хвата- ми 7. С другой стороны стола 1 на вертикальных опорных стойках 8 пер- /пендикулярно цилиндрам 5 последова- ..тельно друг за другом смонтированы силовые цилиндры 9 горизонтального перемещения средства для подачи заготовок в зону пресса, выполненного в виде откидной траверсы 10 с захватами 11, установленными в одной .ппоскости с захватами 7 навстречу друг другу. Каждый шток цилиндра 9 снабжен приводом 12 вращения и ре- гулируемым ограничителем 13 шага подачи заготовок.Последуй регулируется винтом 14. Ограничители 13 соединены между собой общей тягой 15
С другой стороны штампа 16 прес- са 17 непосредственно на нем saicpen- лен кронштейн 18, на котором установлен шиберный механизм 19 с пнев- мозахватами 0 для зажима обработанной полосы 4 с вьфубленными отвер- стиями. Силовой цилиндр 21 шиберного механизма 19 трубками 22 соединен с цилиндрами 9. На столе 1 установлен командоаппарат 23 с устройством переменного включения захватов 7 для отделения верхней заготовки 4 из стопы 3.
Устройство работает следующим образом.
В исходном состоянии траверса 10 откинута вертикально вниз и вдвинута в крайнее левое положение. Пнев- мозахваты 20 раскрыты и .находятся также в левом положении, т.е. у
штампа 16. Траверса 6 в верхнем положении, штамп 16 раскрыт.
После включения устройства траверса 6 цилиндрами 5 опускается и захваты 7, отделяя из топы 3 верхню заготовку 4, поднимают ее.
Цилиндры 12 вращения поворачивают откидные траверсы 10 захватами 11 к нижней стороне заготовки 4. После этого захваты 7 отключаются 6 включаются захваты 11 и заготовка 4 цилиндрами 9 подается на один установленный ограничителями 13 шаг к штампу 16.-После этого снова включаются захваты 7 и отключаются захваты 11. Цикл повторяется.
После этого начало заготовки 4 с вырубленными отверстиями поступает на подвижную плоскость аиберного механизма 19 в захваты 20, которые, попеременно зажимая, помогают движению заготовки 4 из штампа,, силовой цилиндр 21 срабатывает синхронно с цилиндрами 9.
После прохода конца заготовки 4 отключается работа прес.са, цилиндров 9, захватов 7, 11 и 20 и шиберного механизма 19, траверсы 10 откидываются в вертикальное исходное положение, цикл окончен.
При отсутствии шиберного механизма 19 начало заготовки 4 при выходе за зеркало штампа 16 провисает под собственным весом и может зацепиться краями отверстий за выступы штампа, что приводит к заклиниванию штампа. I
Формула изобретения I
1 о Устройство для подачи заготовок из стопы в, зону обработки, содержащее установленные на основании стол для размещения стопы заготовок, вертикальные опорные стойки, верхнюю траверсу с захватами, средство для подачи заготовки в зону обработки с приводами их вертикального и горизонтального перемещения, выполненными в виде силовых цилиндров со штоками, смонтированных на опорных стойках и размещенных с одной стороны пресса, отличающееся тем что,с цепью расширения технологических возможностей И надежности перемещения листовых заготовок различных типоразмеров при вырубке на прессе деталей различной конфигурации, оно снабжено регулируемыми ограничителями шага подачи, установленными на каждом штоке силового ци линдра горизонтального перемещения средства подачи заготовок в зону об работки и соединенными между собой посредством общей тяги, средство для подачи заготовок в зону обработ ки вьшолнено в виде по меньшей мере двух откидных траверс с приводами их вращения и с захватами, которые установлены в одной плоскости с за
1496882
хватами верхней друг другу.
2, Устройство ПОП.1, отличающееся тем, что оно снабжено смонтированным на прессе с другой сторсжы кронштейном, на котором установлен шиберный механизм с за- хватами, при этом его силовой цилиндр соединен с цилиндром горизонтального перемещения средства для подачи заготовок в зону обработки.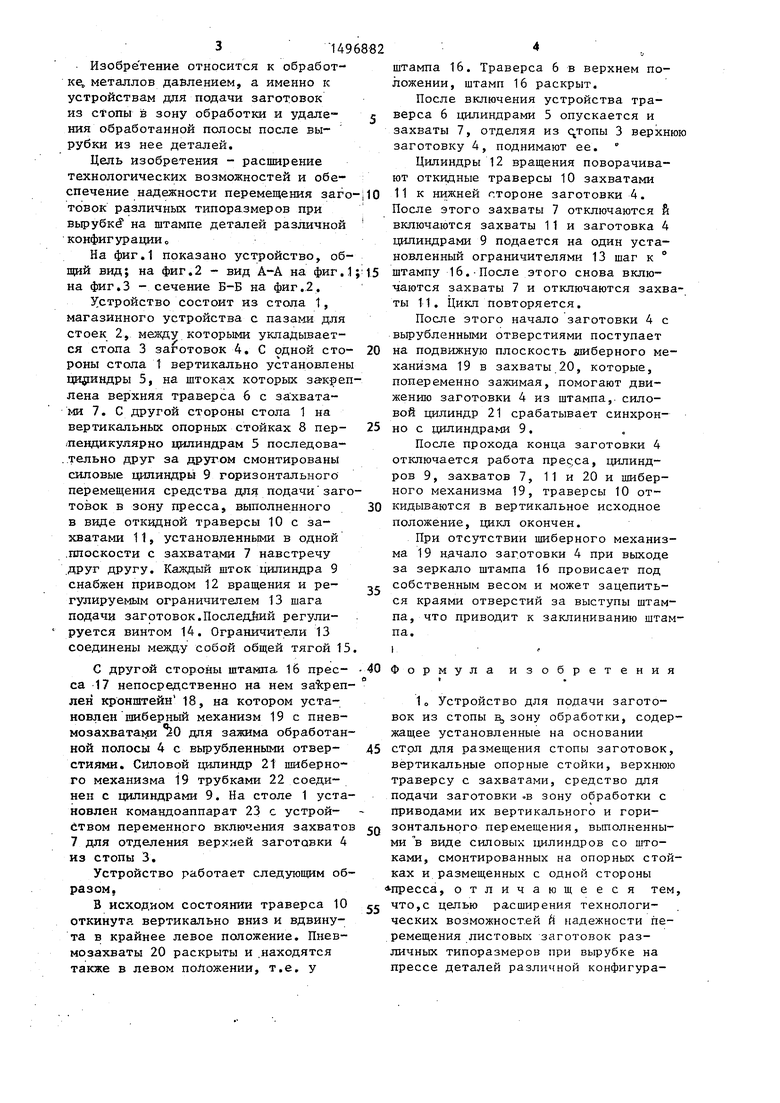
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Устройство для подачи заготовок из стопы в зону обработки | 1983 |
|
SU1156923A1 |
| Робот к листоштамповочному прессу | 1988 |
|
SU1542672A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Установка для изготовления гофрированных фильтрующих элементов из картона | 1986 |
|
SU1456184A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Устройство для отделения от стопы и подачи в рабочую зону пресса плоской заготовки | 1982 |
|
SU1060278A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Устройство для подачи заготовок в пресс | 1984 |
|
SU1278249A1 |

Изобретение относится к технике металлов давлением, а именно к устройствам для подачи заготовок из стопы в зону обработки и удаления отработанной полосы после вырубки из нее деталей. Цель изобретения - расширение технологических возможностей и обеспечение надежности перемещения заготовок различных типоразмеров. Траверса 6 опускается цилиндром 5. Захваты 7 отделяют заготовку 4 от стопы 3. Траверса 6 с заготовкой 4 поднимается, а приводы вращения 12 поворачивают откидные траверсы 10 к нижней стороне заготовки 4. После этого захваты 7 отключаются, включаются захваты 11, заготовка 4 подается траверсами 10 посредством силовых цилиндров 9 горизонтального перемещения в штамп 16 пресса 17. После вырубки заготовка 4 поступает на подвижную плоскость шиберного механизма 19 в зону захватов 20, которые, попеременно зажимая ее, помогают движению заготовки 4 из штампа 16. После прохода конца полосы 4 отключают пресс 17, цилиндр 9, захваты 7,11,20 и шиберный механизм 19, траверсы 10 откидываются в вертикальное исходное положение, цикл окончен. Устройство позволяет исключить ручной труд оператора. 1 з.п.ф-лы, 3 ил.
19
| Устройство для подачи заготовок из стопы в зону обработки | 1983 |
|
SU1156923A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
