4ib О Од СО СП СП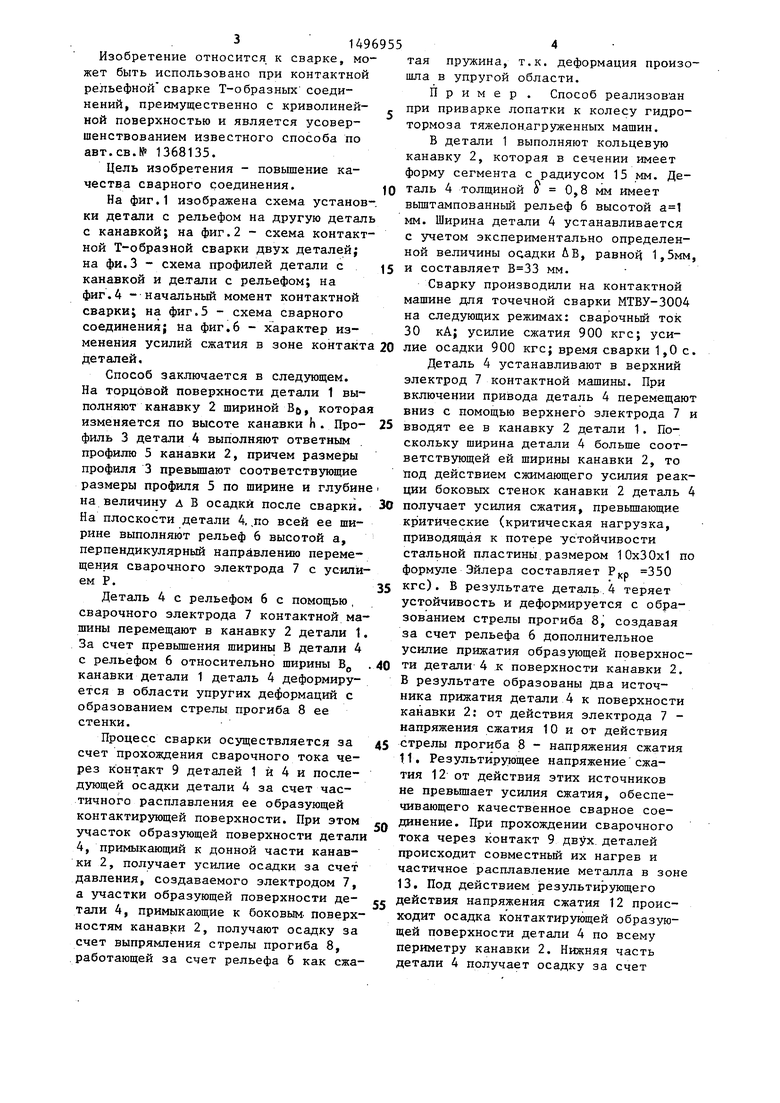
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ рельефной сварки Т-образных соединений | 1985 |
|
SU1368135A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2007 |
|
RU2362660C2 |
| Способ контроля износа электрода | 1988 |
|
SU1524975A1 |
| Способ соединения контактной сваркой деталей из разнородных металлов внахлестку | 1990 |
|
SU1815073A1 |
| Способ рельефной сварки | 1986 |
|
SU1479239A1 |
| Способ контактной рельефной сварки листа с деталью | 1987 |
|
SU1609578A1 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1988 |
|
SU1655717A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1622101A1 |
| Способ соединения сваркой стержня с пластиной в тавр | 1983 |
|
SU1174212A1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
Изобретение относится к сварке и может быть использовано при контактной рельефной сварке Т-образных соединений преимущественно с криволинейной поверхностью. Цель изобретения - повышение качества сварного соединения. На торцовой поверхности детали 1 выполняют канавку, которая изменяется по высоте. Профиль детали 4 выполняют ответным профилю канавки, причем размеры профиля детали 4 превышают соответствующие размеры профиля детали 1. На плоскости детали 4 выполняют рельеф 6, расположенный перпендикулярно направлению перемещения электрода 7. При прохождении сварочного тока поверхности детали 4, примыкающие к боковым поверхностям детали 1, получают осадку за счет выпрямления стрелы прогиба, работающей за счет рельефа 6. 6 ил., 1 табл.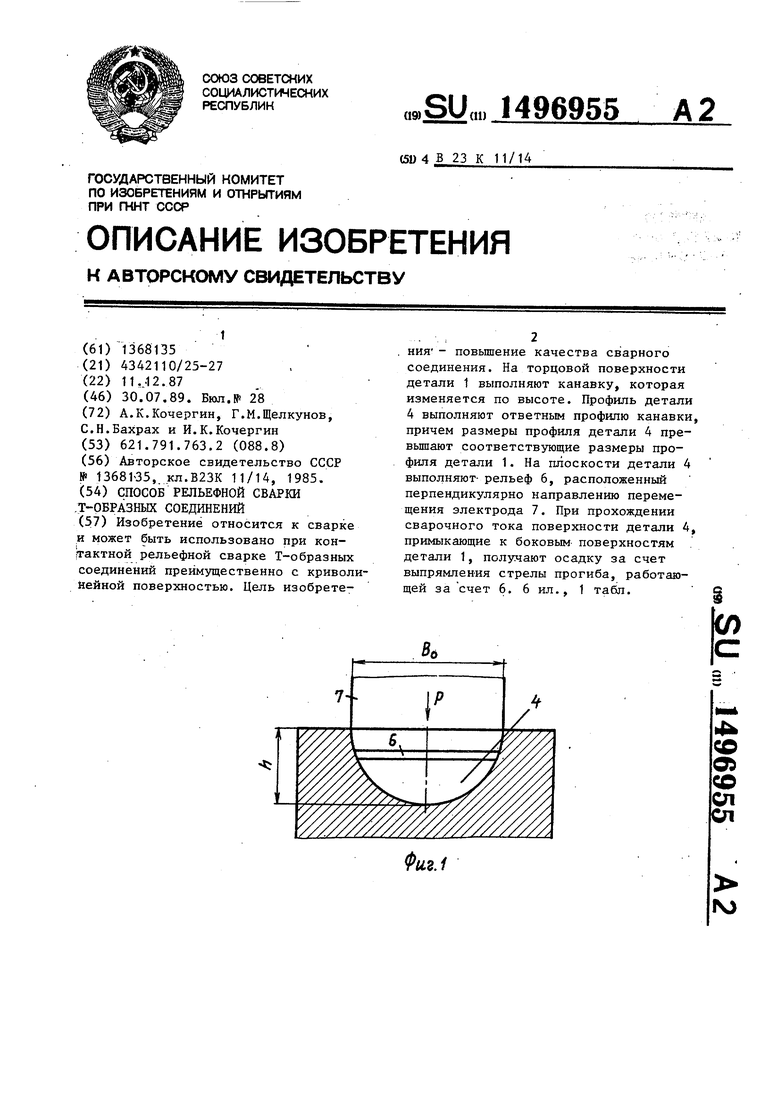
Фи9.1
1Ч
3 1496 Изобретение относится к сварке, может быть использовано при контактной рельефной сварке Т-образных соединений, преимущественно с криволинейной поверхностью и является усовершенствованием известного способа по авт.св.№ 1368135.
Цель изобретения - повышение качества сварного соединения.
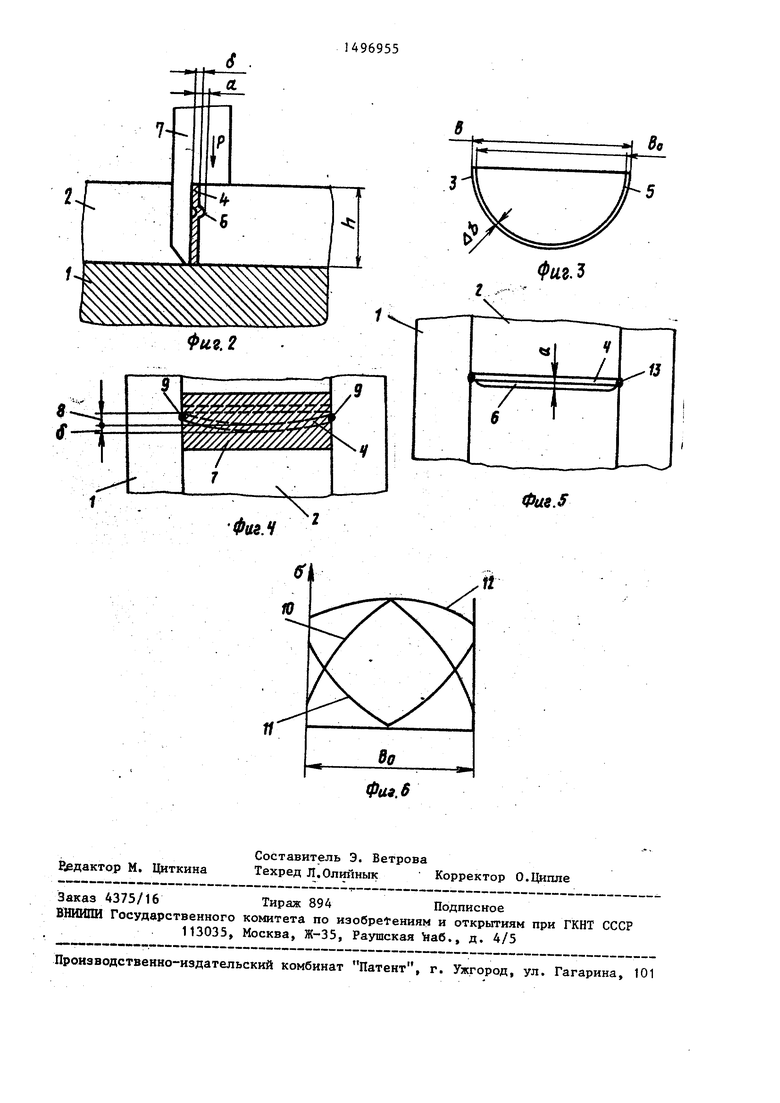
На фиг.1 изображена схема уставовки детали с рельефом на другую деталь с канавкой; на фиг.2 - схема контактной Т-образной сварки двух деталей; на фи.З - схема профилей детали с канавкой и де.тали с рельефом; на фиг.4 - начальный момент контактной сварки; на фиг.5 - схема сварного соединения; на фиг.6 - характер изменения усилий сжатия в зоне контакта деталей.
Способ заключается в следующем. На торцовой поверхности детали 1 выполняют канавку 2 шириной BO, которая изменяется по высоте канавки h. Про- филь 3 детали 4 выполняют ответным профилю 5 канавки 2, причем размеры профиля 3 превьшают соответствующие размеры профиля 5 по ширине и глубине на величину д В осадки после сварки. На плоскости детали 4, ,по всей ее ширине выполняют рельеф 6 высотой а, перпендикулярный направлению перемещения сварочного электрода 7 с усилием Р.
Деталь 4 с рельефом 6 с помощью, сварочного электрода 7 контактной машины перемещают в канавку 2 детали 1. За счет превышения ширины В детали 4 с рельефом 6 относительно ширины В, канавки детали 1 деталь 4 деформируется в области упругих деформаций с образованием стрелы прогиба 8 ее стенки.
Процесс сварки осуществляется за счет прохождения сварочного тока через контакт 9 деталей 1 и 4 и последующей осадки детали 4 за счет частичного расплавления ее образующей контактирующей поверхности. При этом участок образующей поверхности детали 4, примыкающий к донной части канавки 2, получает усилие осадки за счет давления, создаваемого электродом 7, а участки образующей поверхности де- тали 4, примыкающие к боковым, поверхностям канавки 2, получают осадку за счет выпрямления стрелы прогиба 8, работающей за счет рельефа 6 как сжатая пружина, т.к. деформация произошла в упругой области.
Пример . Способ реализован при приварке лопатки к колесу гидротормоза тяжелон.агруженных машин.
В детали 1 выполняют кольцевую канавку 2, которая в сечении имеет форму сегмента с радиусом 15 мм. Деталь 4 толщиной S 0,8 мм имеет выштампованный рельеф 6 высотой мм. Ширина детали 4 устанавливается с учетом экспериментально определенной величины осадки ЛВ, равной 1,5мм и составляет мм.
Сварку производили на контактной машине для точечной сварки МТВУ-3004 на следующих режимах: сварочньш ток 30 кА; усилие сжатия 900 кгс; усилие осадки 900 кгс; время сварки 1,0 с
Деталь 4 устанавливают в верхний электрод 7 контактной машины. При включении привода деталь 4 перемещаю вниз с помощью верхнего электрода 7 вводят ее в канавку 2 детали 1. Поскольку ширина детали 4 больше соответствующей ей ширины канавки 2, то Под действием сжимающего усилия реакции боковых стенок канавки 2 деталь получает усилия сжатия, превьш1ающие критические (критическая нагрузка, приводящая к потере устойчивости стальной пластины.размером 10x30x1 п формуле Эйлера составляет 350 кгс). В результате деталь.4 теряет устойчивость и деформируется с образованием стрелы прогиба 8, создавая за счет рельефа 6 дополнительное усилие прижатия образующей поверхности детали 4 к поверхности канавки 2. В результате образованы два источника прижатия детали 4 к поверхности канавки 2: от действия электрода 7 - напряжения сжатия 10 и от действия стрелы прогиба 8 - напряжения сжатия 11. Результирующее напряжение сжатия 12 от действия этих источников не превьш1ает усилия сжатия, обеспечивающего качественное сварное соединение. При прохождении сварочного тока через контакт 9 двух, деталей происходит совместный их нагрев и частичное расплавление металла в зон 13, Под действием результирующего действия напряжения сжатия 12 происходит осадка контактирующей образующей поверхности детали 4 по всему периметру канавки 2. Нижняя часть детали 4 получает осадку за счет
хода верхнего электрода 7 вниз, а боковые поверхности детали 4 - за счет выпрямления стрелы прогиба 8,
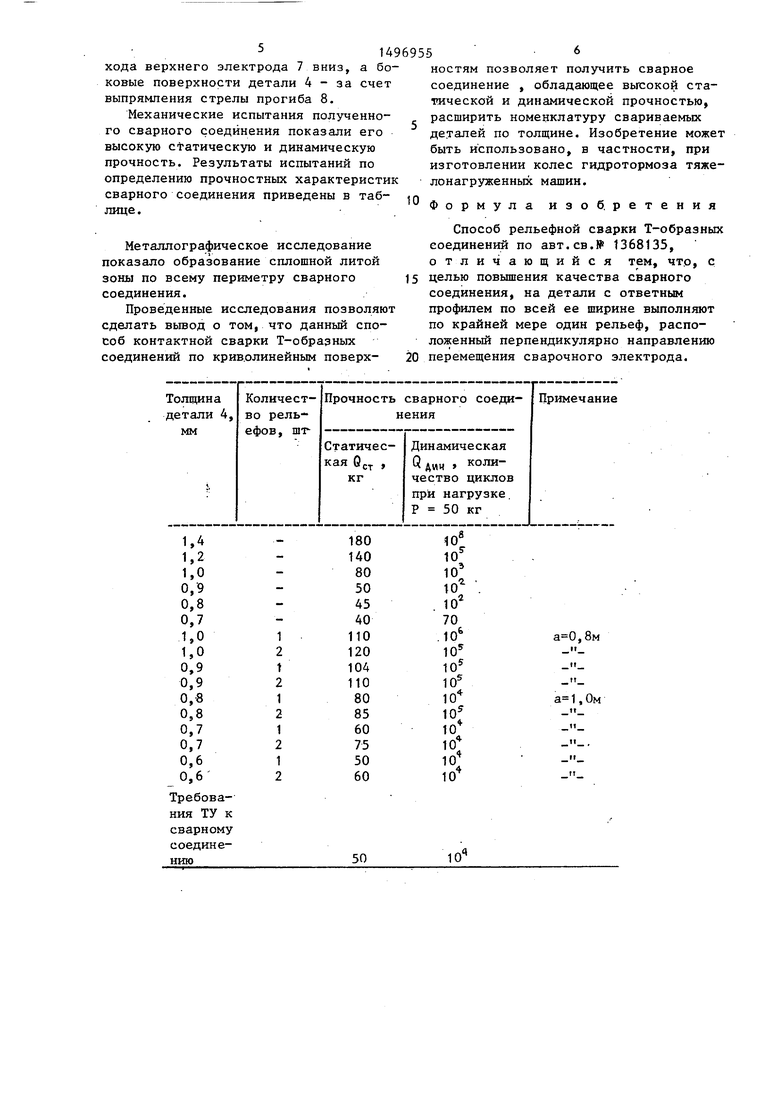
Механические испытания полученного сварного соединения показали его высокую статическую и динамическую прочность. Результаты испытаний по определению прочностных характеристик сварного соединения приведены в таблице.
Металлографическое исследование показало образование сплошной литой зоны по всему периметру сварного соединения.
Проведенные исследования позволяют сделать вьгоод о том, что данный способ контактной сварки Т-обраэных соединений по крив.олинейным поверх0
5
0
ностям позволяет получить сварное соединение , обладающее ВЫРСОКОЙ статической и динамической прочностью, расширить номенклатуру свариваемых деталей по толщине. Изобретение может быть использовано, в частности, при изготовлении колес гидротормоза тяжелонагруженных машин.
Формула изоб. ретения
Способ рельефной сварки Т-образных соединений по авт.св.№ 1368135, отличающийся тем, чтр, с целью повышения качества сварного соединения, на детали с ответным профилем по всей ее ширине выполняют по крайней мере один рельеф, расположенный перпендикулярно направлению перемещения сварочного электрода.
t
Фи,9.2
аг.5
X
Фм.5
| Распределительный золотник для автоматического регулирования водяных турбин | 1929 |
|
SU13681A1 |
