Известны способы штамповки или вытяжки при помощи давления, например, жидкости, передаваемого на товерхность листовых заготовок, помещенных в щтамп. Однако недостатком указанного способа является необходимость устройства надежного уплотнения, усложняющего конструкцию штампа.
В предлагаемом способе этот недостаток устранен тем, что щтамповке подвергаются одновременно две заготовки, сваренные между собой по краям, и между ними подается, например, жидкость под давлением.
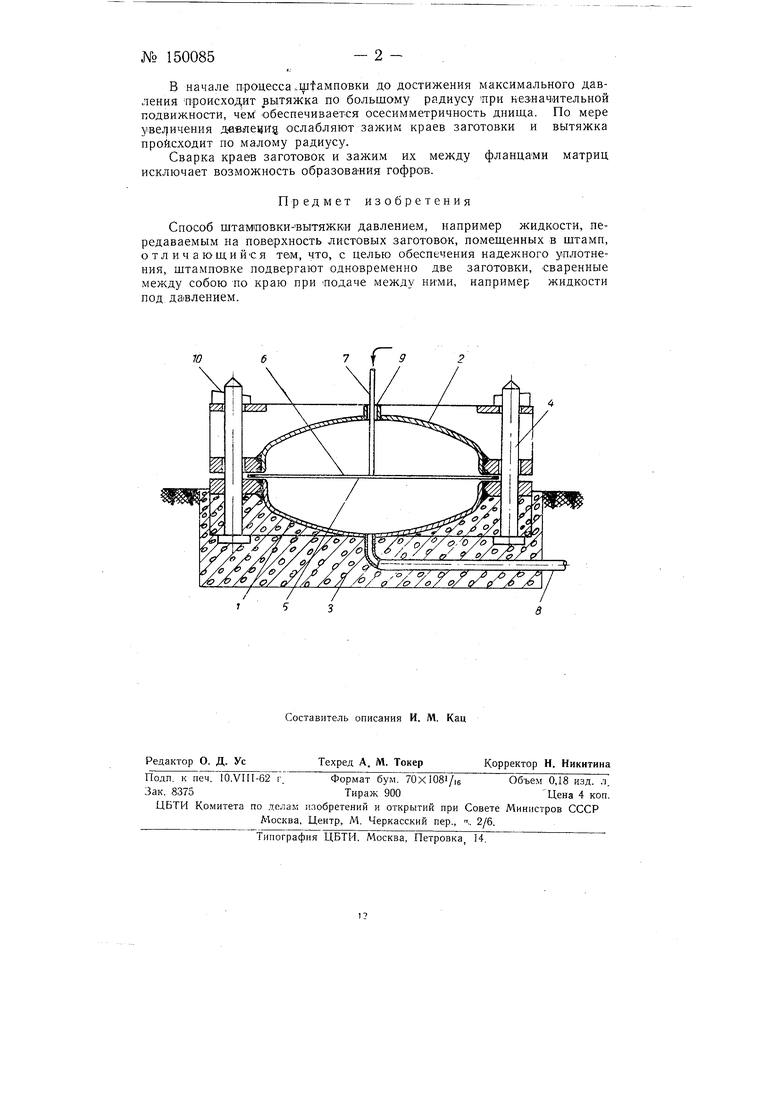
На чертеже схем.атически изображен штамп для осуществления способа.
Штамповка, например, сферических дниЩ для резервуаров осуществляется в двух матрицах: нижней 1 и верхней 2, которым придана форма щта:мпуемых изделий. Нижняя матрица может монтироваться в бетонном фундаменте 3, в-который жестко заделываются направляющие колонки 4. Между фланцами матриц закладываются две заготовки 5 и 5, сваренные по краям. В верхней заготовке имеется по центру отверстие, -в которое вваривается трубка 7 для подачи рабочей жидкости от насоса.
После щтамповки это отверстие может быть использовано для приварки щтуцера под спускной кран высокого давления или гидроаккумулятора.
Отвод воздуха и случайно попавщей воды ороизводится из матрицы 1 через трубку 8, а из матрицы 2 через зазоры 9 между трубкой 7 и отверстием в матрице.
Прижим заготовок матрицей 2 в матрице / производится клиновыми прижимами 10 или любыми другими, например винтовыми или гидра лич скими.
В начале процесса ..LutaMnoBKH до достижения максимального давления происходит вытяжка по большому радиусу ири незначительной подвижности, чем обеспечивается осесимметричность днища. По мере уБе;)ичеЕия дв«ле«ид ослабляют зажим краев заготовки и вытяжка происходит по малому радиусу.
Сварка краев заготовок и зажим их между фланцами матриц исключает возможность образования гофров.
Предмет изобретения
Способ штамиовки-вытяжки давлением, например жидкости, передаваемым па поверхность листовых заготово-к, помещенных в щтамп, отличающийС я тем, что, с целью обеспечения наделшого уплотнения, щтамповке подвергают одновременно две заготовки, сваренные между собою по краю при подаче между ними, например жидкости под да влением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вытяжки деталей | 1989 |
|
SU1754282A1 |
| Способ вытяжки коробчатых изделий и устройство для его осуществления | 1977 |
|
SU741997A1 |
| Способ штамповки сферических неотбортованных днищ из листовых заготовок | 1980 |
|
SU899204A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Способ изготовления полых деталей из листовых заготовок | 1976 |
|
SU659243A1 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| Устройство для взрывной штамповки | 1961 |
|
SU145528A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1970 |
|
SU259035A1 |
| Устройство для вытяжки | 1982 |
|
SU1098615A1 |
