i:nK 13 который управляет движением гидроцилиндров 2 и 9, причем гидроцилиндр 9 перемещает якорь в направлении, обратном его первоначальному перемещению, развивая усилие, равное усилию линейного двигателя. При этом
гидравлические давления в гидротщ- линдрах 2 и 9 равны. При отслеживании штоком гидроцилиндра 2 профиля детали усилие прижима будет пропорционально усилию, заданному двигателем 8, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линейный электродвигатель | 1986 |
|
SU1394349A1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| Шлифовально-полировальный станок | 1987 |
|
SU1546236A1 |
| Многоцелевой координатно-сверлильный станок | 1982 |
|
SU1060397A1 |
| Гидравлический пресс | 1975 |
|
SU520263A1 |
| Станок для обработки асферических поверхностей | 1988 |
|
SU1553341A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ ТЕЛ ВРАЩЕНИЯ | 2011 |
|
RU2506146C2 |
| ЛИНЕЙНАЯ ЦИКЛИЧЕСКАЯ ПИЛА ПО МЕТАЛЛУ | 2023 |
|
RU2811348C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
Изобретение относится к абразивной обработке и может найти применение при обработке крупногабаритной астрономической оптики. Цель изобретения - повышение точности обработки и расширение технологических возможностей за счет увеличения диапазона типоразмеров обрабатываемых поверхностей. На корпусе станка 1 устанавливается деталь 25, над которой расположен гидроцилиндр 2. На штоке 3 укреплен инструмент 5. Для перемещения гидроцилиндра 2 с инструментом 5 вдоль детали в двух взаимно перпендикулярных направлениях на станке установлен привод 6. Устройство, задающее усилие прижима, устанавливается на корпусе 1. Оно включает линейный двигатель 8 с гидроцилиндром 9 и гидравлическую систему, управляющий золотник 13 которой связан с якорем линейного двигателя 8. При включении двигателя 8, его якорь переключает золотник 13, который управляет движением гидроцилиндров 2 и 9, причем гидроцилиндр 9 перемещает якорь в направлении, обратном его первоначальному перемещению, развивая усилие, равное усилию линейного двигателя. При этом гидравлические давления в гидроцилиндрах 2 и 9 равны. При отслеживании штоком гидроцилиндра 2 профиля детали усилие прижима будет пропорционально усилию, заданному двигателем 8. 3 ил.
Изобретение относится к станкам для финишной обработки сложнопрофильных поверхностей и может найти применение при обработке крупногабаритной астрономической оптики, в частности для обработки внеосевых элементов асферических зеркал.
Цель изобретения - повьппение точности обработки и расширение технологических возможностей станка путем увеличения диапазона типоразмеров обрабатываемых поверхностей,
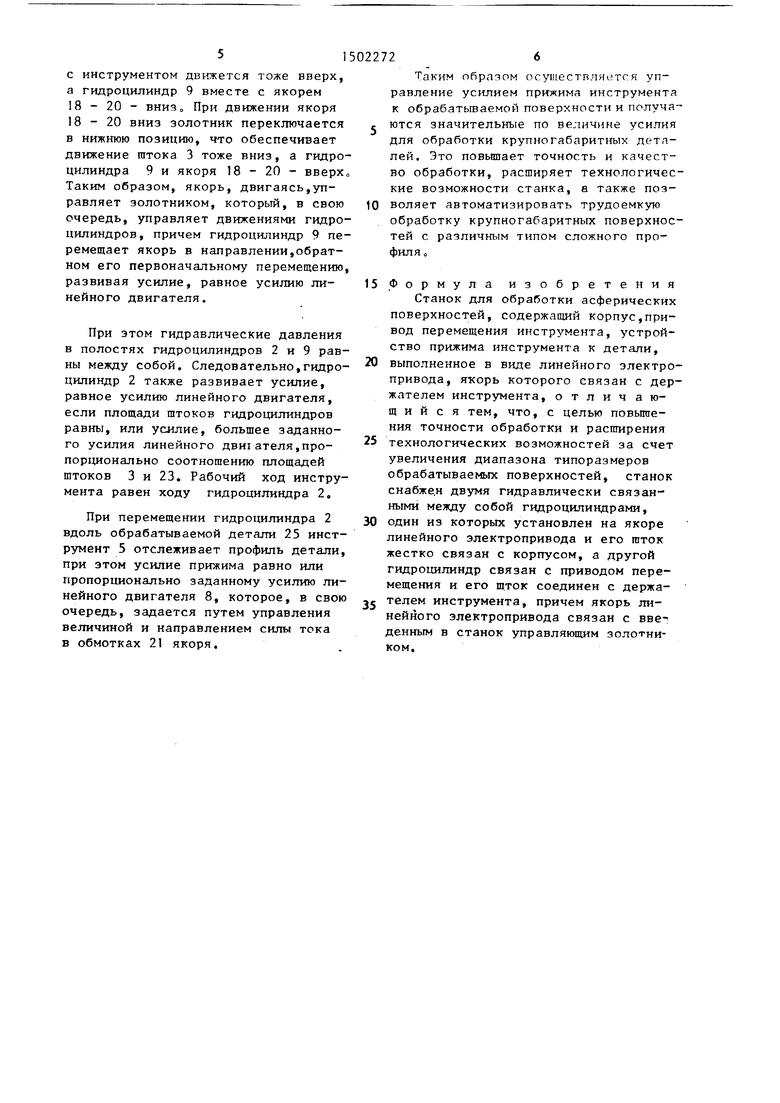
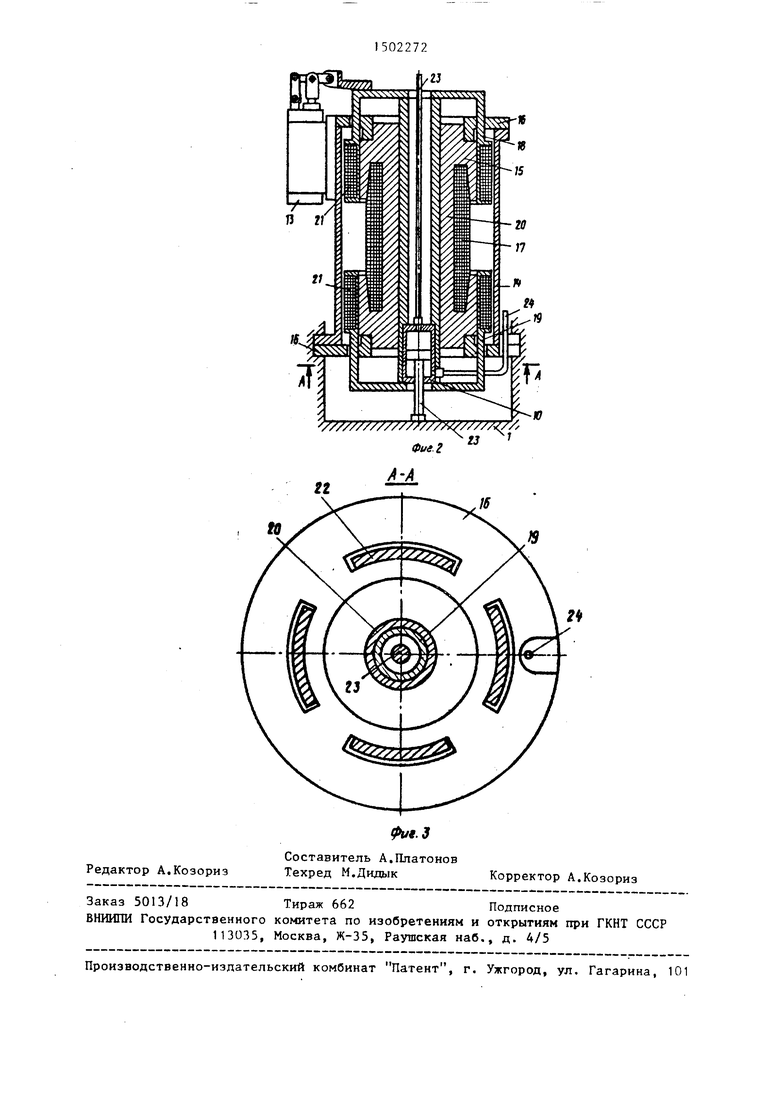
На фиг о 1 изображена принципиальная схема станка; на фиг, 2 - линейный двигатель; на фиг 3 - разрез А-А на фиг,2.
На корпусе станка 1 устанавливает- ся обрабатываемая деталь, над которой находится дополнительный гидроцилиндр 2, На штоке 3 гидроцилиндра с помощью держателя инструмента - сферического шарнира А укреплен инстру- мент 5, Для перемещения гидроцилиндра 2 с инструментом 5 вдоль детали в двух взаимно перпендикулярных направлениях на станке имеются приводы 6 поступательного перемещения (напри- мер, гидро1Ц1линдры) о
Устройство 7, задающее усилие прижима, устанавливается на корпусе 1, но в стороне от обрабатываемой детали и состоит из линейного двига- теля 8 с гидроцилиндром 9 и гидравлической системы, включающей в себя насос 10, фильтр 11, предохранительный клапан 12, установленный на корпусе линейного двигателя 8 золотник 13 с механическим управлением
Линейный двигатель 8 состоит из корпусной части 14, жестко соединенной с магнитопроводом 15 посредством крышек 16о На магнитопроводе 15 рас- положена обмотка 17 возбуждения, создающая магнитное поле в кольцевом зазоре, в котором перемещается якорь состоящий из двух частей 18 и 19,
0
5
0 0
5
,
0
жестко соединенных с гильзой 20,перемещающейся во внутренней расточке магнитопровода 15, Части 18 и 19 якоря, на Которых расположены обмотки 21 якоря, имеют по четыре лепестка 22, перемещающихся в прорезях крышек 16.
Внутри гильзы 20 установлен гидроцилиндр 9, шток 23 которого жестко крепится к корпусу К Золотник 13, управляемый от перемещения якоря 18 - 20, соединяется с гидроцилиндрами 2 и 9 с помощью трубопроводов 24 о
Якорь 18 - 20 и крышки 16 изготавливаются из немагнитного материала, например бронзы, корпусная часть 14 линейного двигателя и магнито- провод 15 - из ферромагнитного,например низкоуглеродистой стали.
Предлагаемое устройство работает следующим образомо
Обмотка 19 возбуждения создает магнитное поле, линии индукции которого замыкаются через магнитопровод 15, обмотки 21 якоря, корпусную часть 14, Направление магнитной индукции перпендикулярно оси обмоток 21, подключенных к источнику постоянного тока, при прохождении которого
по этим катушкам якорь 18, 20, 19
I
движется в осевом направлении в
одну или другую сторону. Изменяя величину и направление тока, можно задать любой закон движения якоря и менять величину усилия, развиваемого линейным двигателем.
Рабочая жидкость через фнпьтр 1 1 нагнетается насосом 10 в гидроцилинД- ры 9 и 2о
Золотник 13 имеет три позиции. Когда он находится в средней позиции, гидроцилиндры 2 и 9 фиксируются. Когда якорь 18 - 20 при движении вверх переключает золотник в верхнюю позицию, шток 3 гидроцилиндра 2
с инструментом движется тоже вверх, а гидроцилиндр 9 вместе с якорем 18 - 20 - вниз о При движении якоря 18-20 вниз золотник переключается в нижнюю позицию, что обеспечивает движение штока 3 тоже вниз, а гидроцилиндра 9 и якоря 18 - 20 - вверХо Таким образом, якорь, двигаясь,управляет золотником, который, в свою очередь, управляет движениями гидроцилиндров, причем гидроцилиндр 9 перемещает якорь в направлении,обратном его первоначальному перемещению, развивая усилие, равное усилию линейного двигателя.
При этом гидравлические давления в полостях гидроцилиндров 2 и 9 равны между собой. Следовательно,гидро- цилиндр 2 также развивает усилие, равное усилию линейного двигателя, если площади штоков гидроцилнндров равны, или усилие, большее заданного усилия линейного двигателя,пропорционально соотношению площадей штоков 3 и 23. Рабочий ход инструмента равен ходу гидроцилиндра 2.
При перемещении гидроцилиндра 2 вдоль обрабатываемой детали 25 инструмент 5 отслеживает профиль детали, при этом усилие прижима равно или пропорционально заданному усилию линейного двигателя 8, которое, в свою очередь, задается путем управления величиной и направлением силы тока в обмотках 21 якоря.
022726
Таким образом осуществляется управление усилием прижима инструмента к обрабатьгоаемой поверхности и получа- , ются значительные по величине усилия для обработки крупногабаритных деталей. Это повьштает точность и качество обработки, расширяет технологические возможности станка, а также поз- 10 воляет автоматизировать трудоемкую обработку крупногабаритных поверхностей с различным типом сложного профиля о
Формула изобретения Станок для обработки асферических поверхностей, содержащий корпус,привод перемещения инструмента, устройство прижима инструмента к детали, выполненное в виде линейного электропривода, якорь которого связан с держателем инструмента, о т л и ч а ю- щ и и с я тем, что, с целью повышения точности обработки и расширения технологических возможностей за счет увеличения диапазона типоразмеров обрабатываемых поверхностей, станок снабже.н двумя гидравлически связан ными между собой гидроцилиндрами, один из которых установлен на якоре линейного электропривода и его шток жестко связан с корпусом, а другой гидроцилиндр связан с приводом перемещения и его щ.ток соединен с держателем инструмента, причем якорь линейного электропривода связан с вве-; денным в станок управляющим золотником.
// ////// ///// /// У / / Фие.2
гг
10
1
16
| Способ обработки оптических деталей | 1978 |
|
SU764947A1 |
