5 202L
/ /54 J
Z /Хл,
(Л
5 202L
В
ел о to
00 00 00
Фие.г
31502
Изобретение относится к оборудованию для изготовления труб, в частности стеклопластиковых труб малого диаметра методом намотки.
Цель изобретения - расширение технологических возможностей.
На фиг. 1 показана схема устройства; на фиг. 2 - механизм продольной подачи, сечение; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - концевая часть оправки в зоне съема изделия, сечение.
Устройство состоит из роликов 1 для непрерывной подачи образующих оправку сегментных вкладьппей 2 вдоль опорного стержня 3, установленного в неподвижном корпусе 4 шпинделя 5 с приводом его вращения в виде электродвигателя 6, вариатора 7 и цепной передачи 8, механизма 9 намотки антиадгезионной ленты, механизма 10 намотки стеклопластика, средств нанесения связующего 11 и термообработки 12, а также люнет 13.
Шпиндель 5 установлен в корпусе 4 через подшипники 14 и имеет радиальные ребра 15, входящие между вкладышами 2 и имеющие переменные сечения дл я исключения вьшадания вкладьш1ей 2
На переднем конце шпинделя 5 рас- положена втулка 16, снабженная роликом 17, клиновыми поворотными толкателями 18 и прулсинами 19, обеспечива ощими прижатие ролика 17 к поверх- ности торцового кулачка 20, а также прижатие толкаталей 18 к поверхности вкладышей 2. От проворота втулка 16 фиксируется шпонкой 21.
Ролики 1 жестко связаны со шпинделем 5 при помощи кронштейна 22 и вращаются совместно с ним. Привод роликов 1 может быть любой конструкции.
Устройство работает следующим образом.
Вкладьшш 2 одновременно по три штуки непрерьшно подаются в устройство при помощи роликов, затем продвигаются по стержню 3 клиновыми толкателями 18. На вкладыш 2 наматывают полиэтиленовую пленку с механизма 9, затем стеклоткань с механизма 10 с одновременной промазкой и пропиткой связующим средством 11 его нанесения
д
5 20 25
ЗО
,,
40
45
При дальнейшем перемещении трубы по стрелке S ее полимеризуют при помощи инфракрасного излучения средством 12. По достижении Нужной длины трубу отрезают механизмом резки (не показан).
При вращении шпинделя 5 от цепной передачи 8 втулка 16 через кулачок 20 и ролик 17 совершает возвратно- поступательное движение. Клиновые толкатели 18 периодически перемещаются вдоль оси оправки и сдвигают вкладыши 2 на один шаг. Во вкладьш1ах 2 выполнены кольцевые канавки, в которые входят выступы толкателей 18. Шаг кулачка 20 при обратном ходе увеличен на 5 мм для обеспечения надежного захвата вкладышей 2.
После отрезки трубы вкладьшга 2 извлекаются и вновь устанавливаются на стержень 3 для непрерывной намотки труб, образуя таким образом постоянный оборотный комплект вкладьш1ей. Наличие наружного средства перемещения элементов оправки позволяет получать трубы малого диаметра, что расширяет технологические возможности устройства.
Формула изобретения
Устройство для непрерывного изготовления стеклопластиковых труб, содержащее комплект стыкуемых оправок, механизм их продольной подачи и центрирования , механизм намотки с бобиной ленточного материала, средства нанесения связующего, опрессовки и термообработки заготовки, отличающееся тем, что, с целью расширения технологических возможностей оправки снабжены опорным стержнем и образованы из сегментных вкладышей с кольцевыми канавками на рабочей поверхности, а механизм их продольной подачи вьтолнен в виде охватывающего оправку и заключенного в неподвижный корпус шпинделя, несу- |щего установленные между сегментными вкладышами радиальные ребра и пере- мещающиеся по копиру ролики, соединенные с подпружиненными поворотными толкателями этих вкладьш1ей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ | 2006 |
|
RU2327567C2 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ДЛЯ МИКРОТОННЕЛИРОВАНИЯ | 2017 |
|
RU2645189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1998 |
|
RU2161089C1 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| ГАЗООТВОДЯЩИЙ СТЕКЛОПЛАСТИКОВЫЙ СТВОЛ ДЫМОВОЙ ТРУБЫ И СПОСОБ СБОРКИ ГАЗООТВОДЯЩЕГО СТЕКЛОПЛАСТИКОВОГО СТВОЛА ДЫМОВОЙ ТРУБЫ | 2004 |
|
RU2253723C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 1999 |
|
RU2156397C1 |
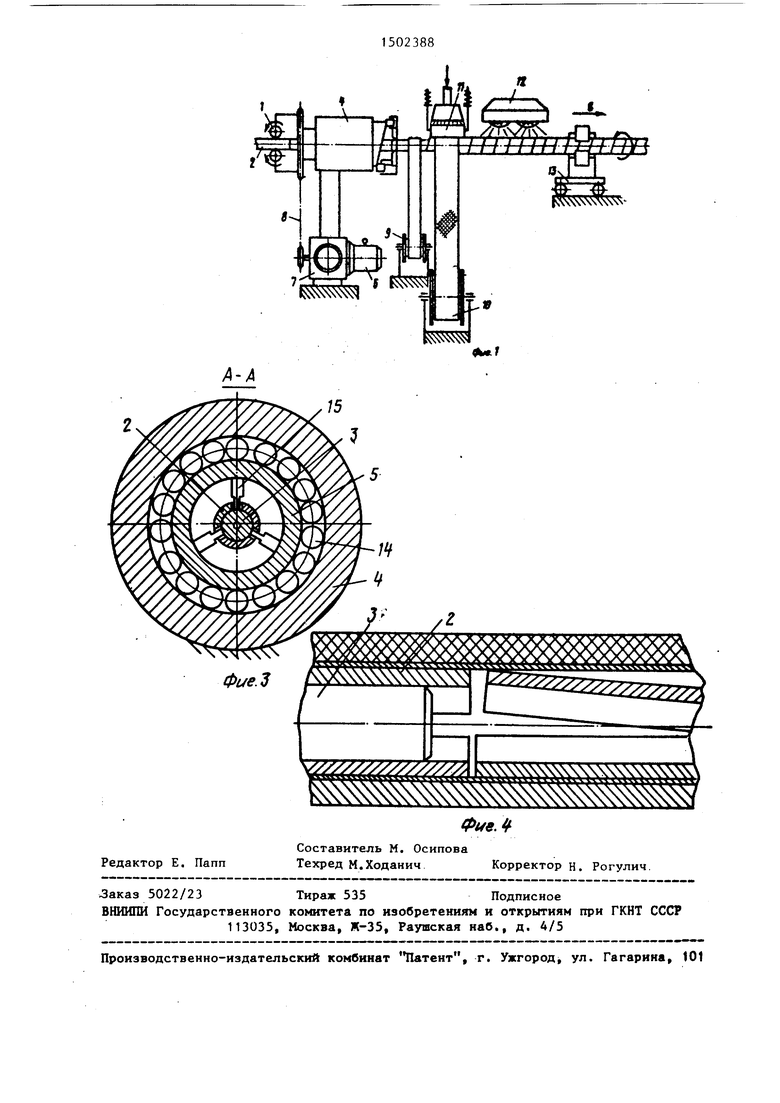
Изобретение относится к оборудованию для изготовления стеклопластиковых труб малого диаметра методом намотки. Для этого устройство содержит шпиндель 5, размещенный во внутренней полости и жестко связанный с ним при помощи ребер 15, стержень 3, несущий сегментные вкладыши 2, на которые наматывается вначале антиадгезионная пленка, а затем стеклоткань, пропитанная связующим составом. Непрерывность изготовления труб обеспечивается при помощи клиновых толкателей 18, взаимодействующих с вкладышами 2 и продвигающих их в осевом направлении вдоль стержня 3. 4 ил.
15
Фие.
| Андреев Г.Я | |||
| и др | |||
| Производство и применение стеклопластиковых труб.- Обзор зарубежной техники | |||
| - М.: ГОСИНта, 1962, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
