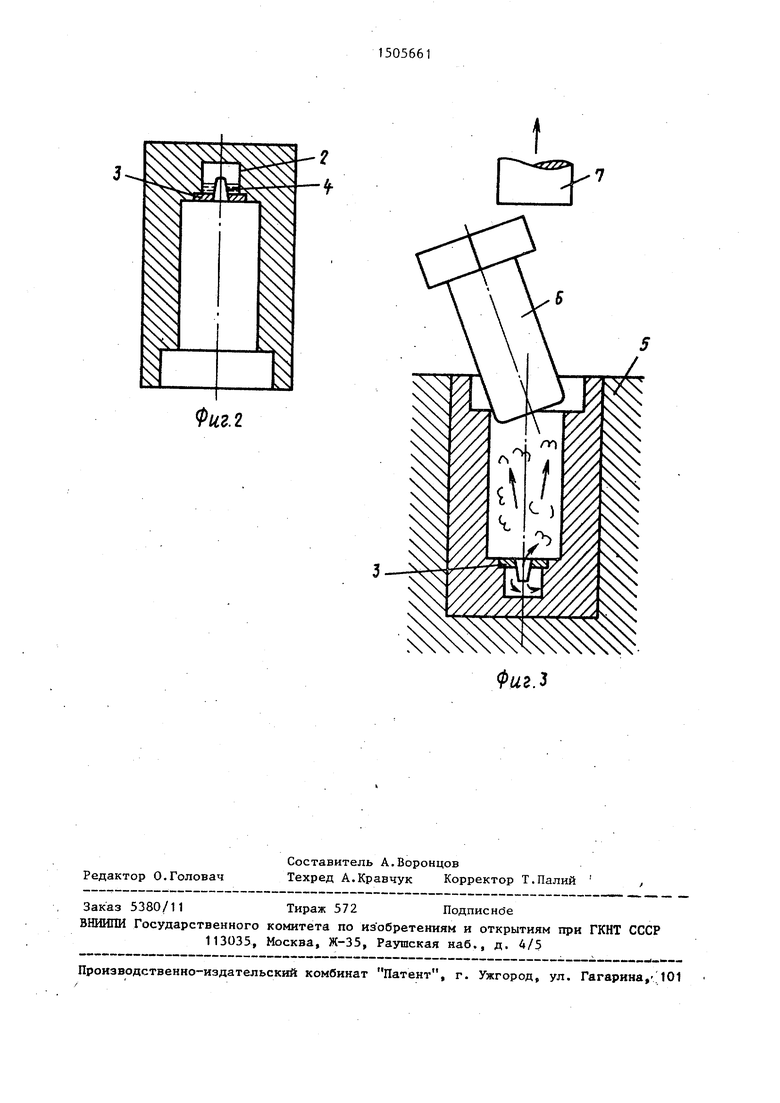
ческой частью заходит в пойость-доза- тор 2. Оставшаяся часть воды в полости 2 является необходимой дозой для осуществления выталкивания изделия. IПосле этого устанавливают пресс-форму |1 в гнездо стола 5 и вводят нагретую до соответствующей температуры штамповки заготовку 6 в пресс-форму 1 и Iприводят в действие ползун 7. При (контакте раскаленной заготовки 6 со стенками пресс-формы 1 и крьш1кой 3 полости-дозатора 2 находящаяся в полости-дозаторе 2 вода закипает и превращается в пар, который начинает
Iдавить на торец заготовки 6,но вытол- 1кнуть его из пресс-формы 1 не может ;из-за противодействия ползуна 7. При Iходе ползуна 7 вверх (фиг. 3) заго- Iтовка 6 выталкивается сжатым паром ;ИЗ Пресс-формы 1.
i
I Таким образом осуществляется прос- тое и быстрое извлечение готовых
заданный объем воды, которую доводят до кипения посредством контакта е раскаленным торцом заготовки в процессе ее шта гаовки.
2. Устройство для удаления изделий Н при горячей штамповке поп.1, содержа- щее пресс-форму с формообразующей
тем, что, в дне пресс-формы со стороны формообразующей полости выполнена полость-дозатор для воды, от деленная от внутреннего пространства металлической крьш1кой из того же материала, что и пресс-форма, и снабженная трубкой в виде Конуса, вершина которого направлена внутрь полости на расстояние, превьш1ающее уровень дозы воды, заключенной в полости- дозаторе в перевернутой на 180° от рабочего положения пресс-форме-, при этом трубка широким отверстием сообщена с внутренним пространством пресс-формы.
Фиг.1
Фиг.2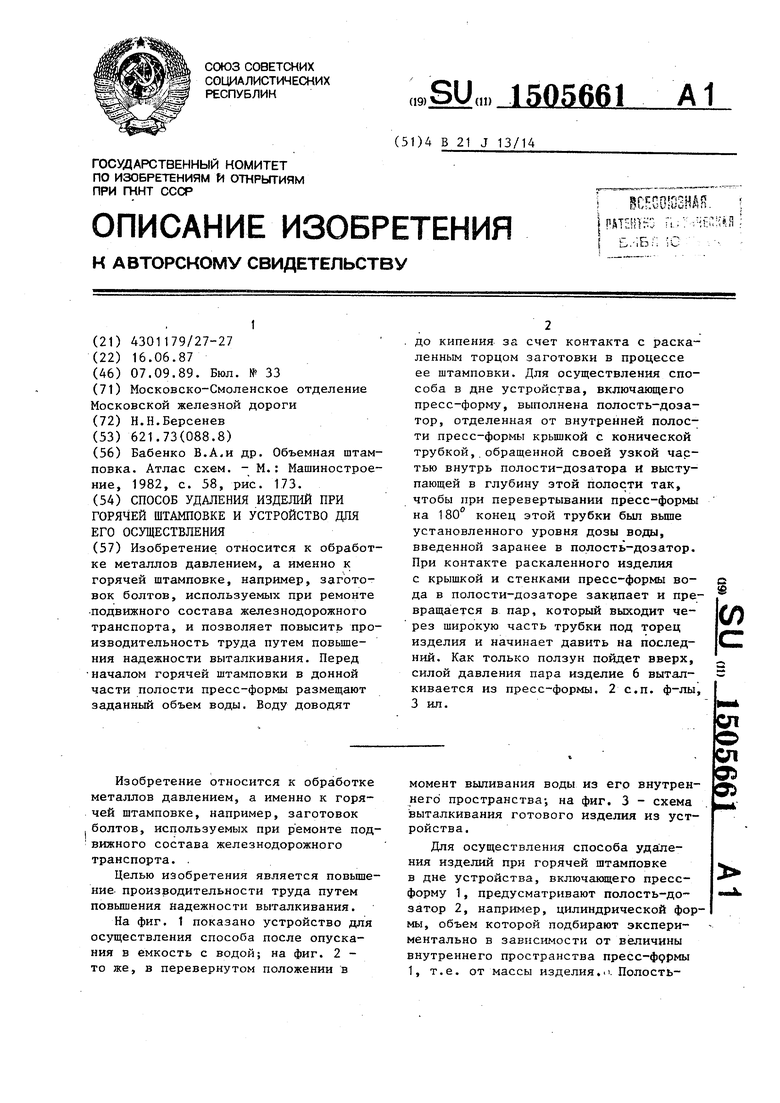

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ОБКАТЫВАНИЕМ | 1991 |
|
RU2021060C1 |
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| Машина для сферодвижной штамповки | 1978 |
|
SU764793A1 |
| Комбинированный штамп | 1985 |
|
SU1286337A1 |
| Способ охлаждения и смазки штампового инструмента и устройство для его осуществления | 1987 |
|
SU1512701A1 |
| Карусельная установка для штамповки жидкого металла | 1973 |
|
SU445521A1 |
| Автомат для заливки парафиновых колец | 1978 |
|
SU775202A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |
Изобретение относится к обработке металлов давлением, а именно, к горячей штамповке, например, заготовок болтов, используемых при ремонте подвижного состава железнодорожного транспорта, и позволяет повысить производительность труда путем повышения надежности выталкивания. Перед началом горячей штамповки в донной части полости пресс-формы размещают заданный объем воды. Воду доводят до кипения за счет контакта с раскаленным торцом заготовки в процессе ее штамповки. Для осуществления способа в дне устройства, включающего пресс-форму, выполнена полость-дозатор, отделенная от внутренней полости пресс-формы крышкой с конической трубкой, обращенной своей узкой частью внутрь полости-дозатора и выступающей в глубину этой полости так, чтобы при перевертывании пресс-формы на 180° конец этой трубки был выше установленного уровня дозы воды, введенной заранее в полость-дозатор. При контакте раскаленного изделия с крышкой и стенками пресс-формы вода в полости-дозаторе закипает и превращается в пар, который выходит через широкую часть трубки под торец изделия и начинает давить на последний. Как только ползун пойдет вверх, силой давления пара изделие 6 выталкивается из пресс-формы. 2 с.п.ф-лы, 3 ил.
| Бабенко В.А.и др | |||
| Объемная штамповка | |||
| Атлас схем | |||
| - М.: Машиностроение, 1982, с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Джино-прядильная машина | 1922 |
|
SU173A1 |
