(54) ПОТОЧНАЯ ЛИНИЯ КОНТАКТНОЙ СВАРКИ УЗЛОВ ВАГОНОВ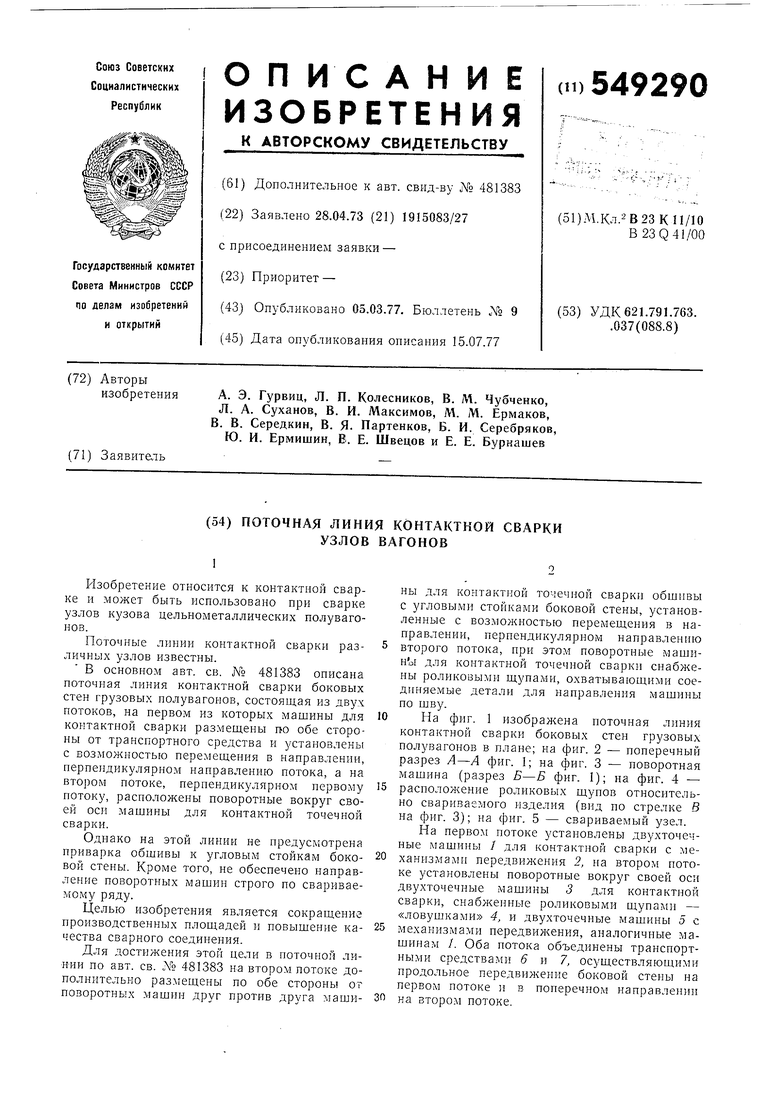
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия контактной сварки узлов вагона | 1980 |
|
SU899298A2 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Система управления поточной линией контактной сварки | 1980 |
|
SU946853A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная линия контактной сварки узлов вагонов | 1969 |
|
SU481383A1 |
| ПОТОЧНАЯ ЛИНИЯ СБОРКИ И СВАРКИ ТОПЛИВНЫХ БАКОВ | 1973 |
|
SU399351A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Автоматическая линия для изготовленияпАНЕльНыХ РАдиАТОРОВ | 1977 |
|
SU793732A1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
РГзобретение относится к контактной сварке и может быть использовано при сварке узлов кузова цельнометаллических полувагонов.
Поточные линии контактной сварки различных узлов известны.
В основном авт. св. Л 481383 описана поточная линия контактной сварки боковых стен грузовых полувагонов, состоящая из двух потоков, на первом из которых машины для контактной сварки размещены по обе стороны от транспортного средства и установлены с возможностьро перемещения в направлении, перпендикулярном направлению потока, а на втором потоке, перпендикулярном первому потоку, расположены поворотные вокруг своей оси машины для контактной точечной сварки.
Однако на этой линии не предусмотрена приварка обшивы к угловым стойкам боковой стены. Кроме того, не обеспечено направление поворотных мащин строго по свариваемому ряду.
Целью изобретения является сокращение производственных площадей и повышение качества сварного соединения.
Для достижения этой пели в поточной линин по авт. св. № 481383 на втором потоке дополнительно размещены по обе стороны от поворотных машин друг против друга машины для контактной точечной сварки обшнвы с угловыми стойками боковой стены, установленные с возможностью перемещения в направлении, перпендикулярном направлен1по
второго потока, при этом поворотные машиHoi для контактной точечной сварки снабжены роликовыми щупамн, охватывающими соединяемые детали для направления машины по щву.
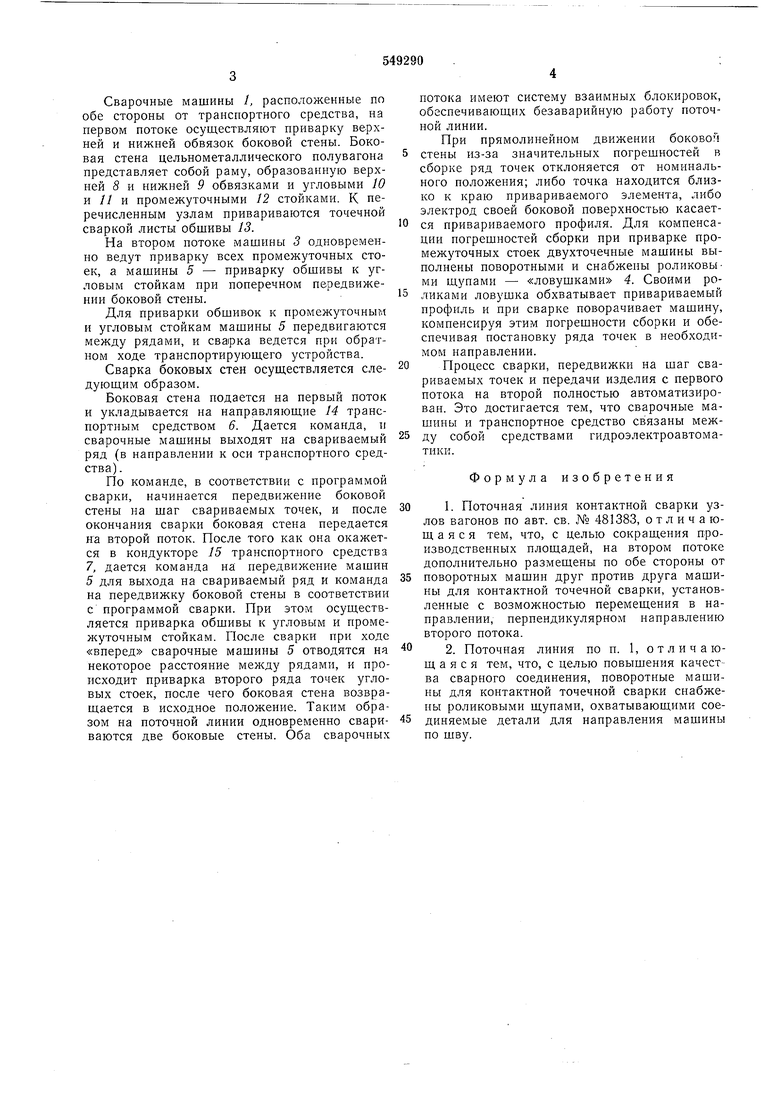
На фиг. 1 изображена поточная линия контактной сварки боковых стен грузовых полувагонов в плане; иа фиг. 2 - поперечный разрез Л-А фиг. I; на фиг. 3 - новоротная машина (разрез Б-Б фиг. 1); на фиг. 4 -
расположение роликовых щупов относительно свариваемого изделия (вид по стрелке В на фиг. 3); на фиг. 5 - свариваемый узел.
На нервом потоке установлены двухточечные машины / для контактной сварки с механнзмамн передвижения 2, на втором потоке установлены поворотные вокруг своей оси двухточечные машины 3 для контактной сварки, снабженные роликовыми щупами - «ловушками 4, и двухточечные машины 5 с
механизмами передвижения, аналогичные машинам /. Оба потока объединены транспортными средствами 5 и 7, осуществляющими продольное передвижение боковой стены па первом потоке и в поперечном направлении
на втором потоке.
Сварочные машины /, расположенные по обе стороны от транспортного средства, на первом потоке осуществляют приварку верхней и нижней обвязок боковой стены. Боковая стена цельнометаллического полувагона представляет собой раму, образованную верхней 8 и нижней 9 обвязками и угловыми 10 и // и промежуточными 12 стойками. К перечисленным узлам привариваются точечной сваркой листы обшивы 13.
На втором потоке машины 3 одновременно ведут приварку всех промежуточных стоек, а машины 5 - приварку обшивы к угловым стойкам при поперечном передвижении боковой стены.
Для приварки обшивок к промежуточным и угловым стойкам машины 5 передвигаются между рядами, и csaipKa ведется при обратном ходе транспортируюш,его устройства.
Сварка боковых стен осуществляется следующим образом.
Боковая стена подается на первый поток и укладывается на направляюш,ие 14 транспортным средством 6. Дается команда, и сварочные машины выходят па свариваемый ряд (в направлении к оси транспортного средства).
По команде, в соответствии с программой сварки, начинается передвижение боковой стены на шаг свариваемых точек, и после окончания сварки боковая степа передается на второй поток. После того как она окажется в кондукторе 15 транспортного средства 7, дается команда на передвижение машин 5 для выхода на свариваемый ряд и команда на передвижку боковой стены в соответствии с программой сварки. При этом осуществляется приварка обшивы к угловым и промежуточным стойкам. После сварки при ходе «вперед сварочные машины 5 отводятся на некоторое расстояние между рядами, и происходит приварка второго ряда точек угловых стоек, после чего боковая стена возвращается в исходное положение. Таким образом на поточной линии одновременно свариваются две боковые стены. Оба сварочных
потока имеют систему взаимных блокировок, обеспечивающих безаварийную работу поточной линии.
При прямолинейном движении боковом стены из-за значительных погрешностей в сборке ряд точек отклоняется от номинального положения; либо точка находится близко к краю привариваемого элемента, либо электрод своей боковой поверхностью касается привариваемого профиля. Для компенсации погрещностей сборки при приварке промежуточных стоек двухточечные машины выполнены поворотными и снабжены роликовыми щупами - «ловушками 4. Своими роликами ловушка обхватывает привариваемый профиль и при сварке поворачивает машину, компенсируя этим погрешности сборки и обеспечивая постановку ряда точек в необходимом направлении.
Процесс сварки, передвижки на шаг свариваемых точек и передачи изделия с первого потока на второй полностью автоматизирован. Это достигается тем, что сварочные машины и транспортное средство связаны между собой средствами гидроэлектроавтоматики.
Формула изобретения
поворотных машин друг против друга машины для контактной точечной сварки, установленные с возможностью перемещения в направлении, перпендикулярном направлению второго потока.
6 - В по8ернута
Фиг. 3 повернуто
Вид В
15
10
i
Фаг ч
