б,А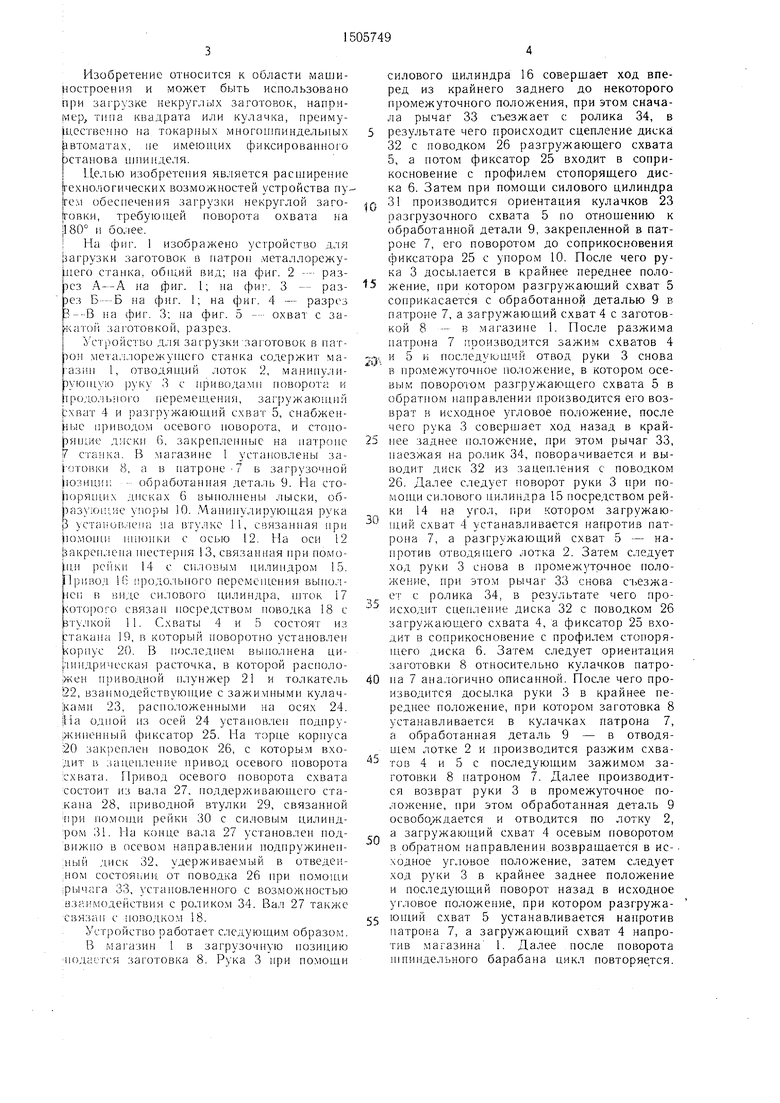
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1977 |
|
SU701759A1 |
| Устройство для загрузки металлорежущего станка | 1977 |
|
SU722732A1 |
| ВСЕСОЮЗНАЯ i | 1972 |
|
SU359130A1 |
| Промышленный робот | 1986 |
|
SU1348166A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1569175A1 |
| Автоматизированная технологическая единица | 1985 |
|
SU1240577A1 |
| Автозагрузчик | 1980 |
|
SU1057269A1 |
| Устройство для загрузки станков | 1981 |
|
SU986725A2 |
| Зажимной патрон | 1989 |
|
SU1683882A1 |
Изобретение относится к машиностроению и может быть использовано при загрузке некруглых заготовок, например, типа квадрата или кулачка в патрон металлорежущего станка. Целью изобретения является расширение технологических возможностей устройства. Для этого в устройстве для загрузки заготовок в патрон металлорежущего станка, содержащем магазин 1, отводящий лоток, схват 4, установленный с возможностью возвратно-поступательного перемещения от соответствующего привода 16 и поворота в плоскости, перпендикулярной направлению перемещения схвата, механизм угловой ориентации схвата относительно патрона станка выполнен в виде фиксатора 25, расположенного на схвате, и упора, выполненного на патроне. При этом схват установлен с возможностью поворота от дополнительного введенного привода поворота 29. 5 ил.
23
-30
О1 О СД
со
Ф--
Изобретение относится к области машиностроения и может быть использовано при за1 рузке некруглых заготовок, например, т1И7а квадрата или кулачка, преиму- |.цес гвс)1но на токарных многошпиндельных Автоматах, не имеющих фиксированного 1эстанова и1НИ11деля.
I Целью изобрете}1ия является расширение {гехнологических возможностей устройства ну- |гем обеспечения загрузки некруглой заготовки, требуюн 1,ей поворота охвата на |l80° и более.
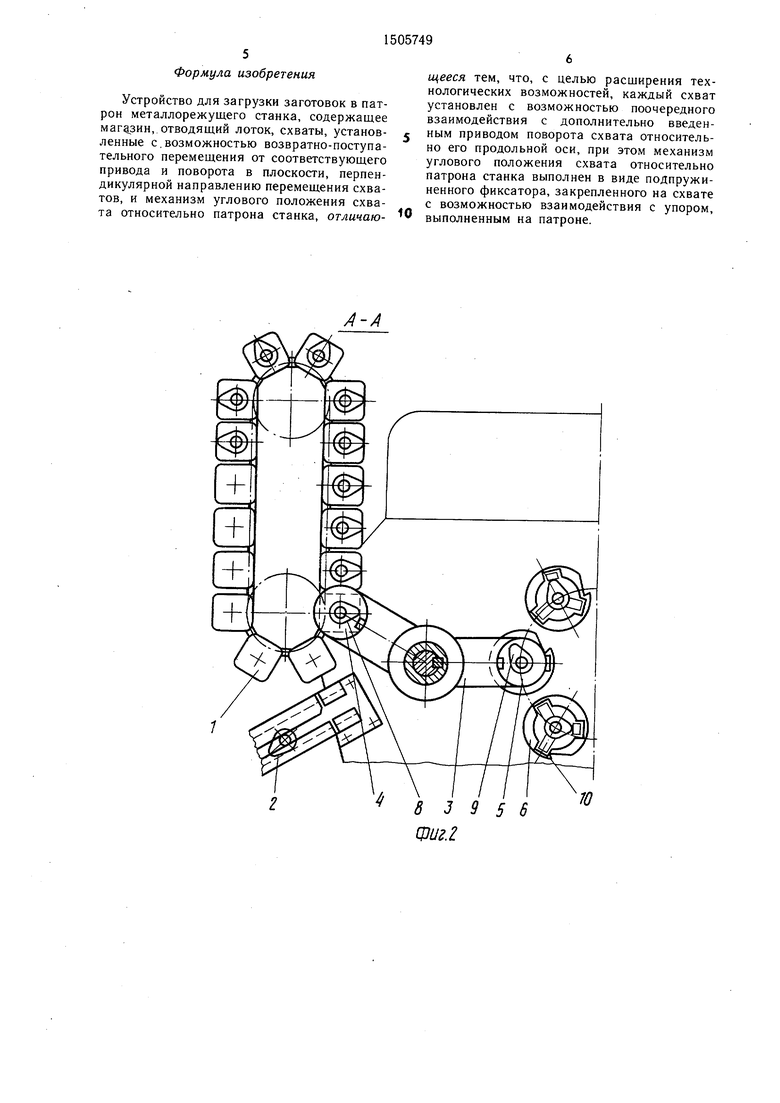
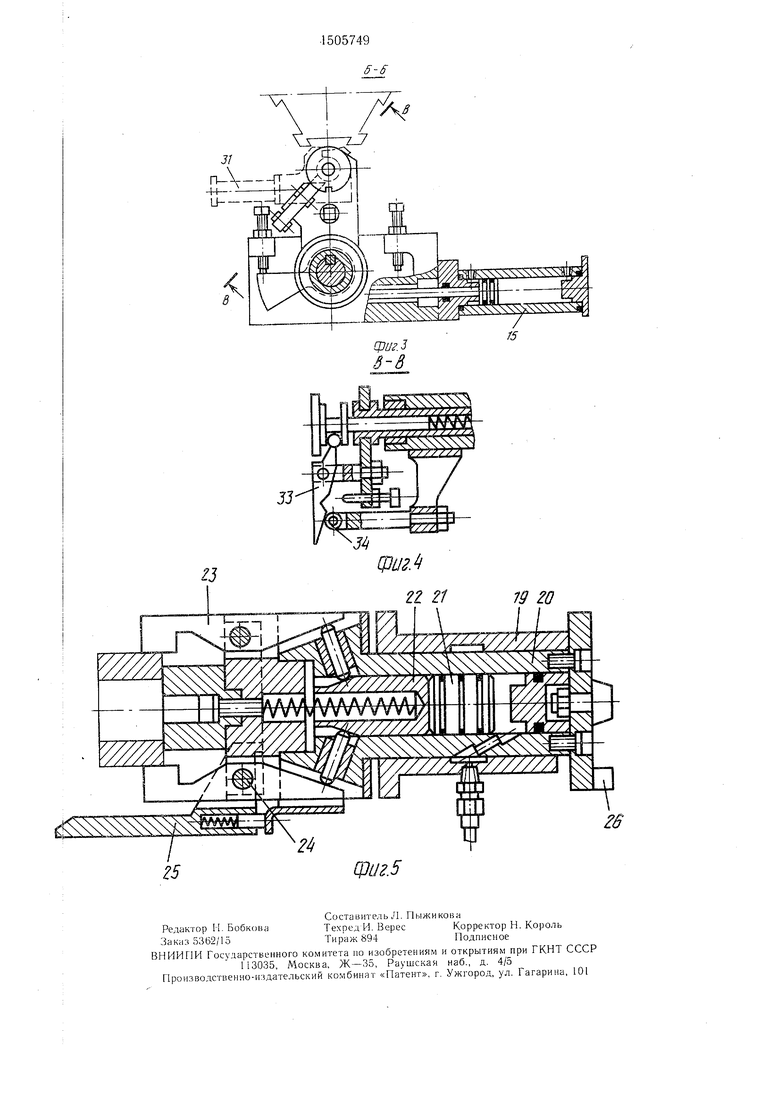
I На фиг. 1 изображено устройство для рагрузки заготовок в патрон металлорежущего станка, общий вид; на фиг. 2 - разрез на фиг. 1; на фи 3 - раз- эез Б--Б на фиг. 1; на фиг. 4 - разрез З- В на фиг. 3; на фиг. 5 - охват с за- катой заготовкой, разрез.
Устройстгзо для за грузки заг отовок в пат- тон мета.ч.лорежушего станка содержит ма- аз1Н1 1, ОТВОДЯН1ИЙ лоток 2, манинули- DyiOHiyio руку 3 с нриводамп поворот , и тродольного перемещения, заг)ужакнцпй рхват 4 и разгружающий схват 5, спабжен- Иые приводом осевого новорота, и стоно- яшие диски 6, закрепленные на патроне J7 станка. В магазине 1 уста11овлены за- И.гговки 8, а в патроне -7 в загрузочной Иозици1; - обработанная деталь 9. На сто- | 1орящих дисках 6 выполнены лыски, об- Ьазуюш.ие yrio-ibi 10. Манинулируюп ая рука 3 . 1епа на втулке 11, связанная нри iio.MOHiii ниюики с осью 12. На осп 12 закреп;1е11а шестерня 13, связанная нри поморий pei iKii 14 с си,;и)БЫ.1 цилиндром 15. Привод ifi продольного неремеп1ения выполнен в виде силового цилипдра, шток 17 OTOporo связан посредством поводка 18 с зту.чкой 11. Схваты 4 и 5 состоят из :такана 19, в который новоротно установлен лориус 20. В последнем выполнена ци- линдрическая расточка, в которой расположен приводной плунжер 21 и толкатель 22, взаимодействуюнхие с зажимными кулачками 23, расноложенными на осях 24. ilia одной из осей 24 установлен нодпру- :ж и пенны и фиксатор 25. На торпе корнуса 20 закг)еплеп поводок 26, с которым входит в зацепление привод осевого новорота ;схвата. Привод осевого поворота схвата состоит из вала 27, поддерживаюигего ста- .капа 28, приводной втулки 29, связанной при i lo.vionin рейки 30 с силовым цилиндром 31. На конце вала 27 установлен подвижно в осевом направлении иодпружинен- :ный диск 32, удерживаемый в отведен- Д10М еостоя1;ик от поводка 26 нри HOMOHIH :рычага 33, установленного с возможностью взаимодействия с роликом 34. Вал 27 также связан с поводком IS.
Устройство работает с.ледующим образом.
В магазин 1 в загрузочную нозицию иодается заготовка 8. Рука 3 нри помощи
Cf
5
0
/
0
5
0
5
силового цилиндра 16 совершает ход вперед из крайнего заднего до некоторого промежуточного положения, при этом сначала рычаг 33 съезжает с ролика 34, в результате чего происходит сцепление диска 32 с поводком 26 разгружаюш.его схвата 5, а потом фиксатор 25 входит в соприкосновение с профилем стопорящего диска 6. Затем при помощи силового цилиндра 31 производится ориентация кулачков 23 разгрузочного схвата 5 по отношению к обработанной детали 9, закрепленной в патроне 7, его поворотом до соприкосновения фиксатора 25 с упором 10. После чего рука 3 досылается в крайнее переднее положение, нри котором разгружающий схват 5 соприкасается с обработанной деталью 9 в патроне 7, а загружающий схват 4 с заготовкой 8 - в магазине 1. После разжима патрона 7 производится зажим схватов 4 н 5 и носледуюш,чй отвод руки 3 снова в промежуточное Г1о;1ожение, в котором осевым поворотом разгружающего схвата 5 в обратпом нанравлении производится его возврат в исходное угловое положение, после чего рука 3 совершает ход назад в крайнее заднее ноложение, при этом рычаг 33, паезх ая на рол.ик 34, новорачивается и выводит диск 32 из зацепления с поводком 26. Далее следует поворот руки 3 при помощи силового цилиндра 15 посредством рейки 14 на угол, при котором загружающий схват 4 устанавливается напротив патрона 7, а разгружающий схват 5 - напротив отводящего лотка 2. Затем следует ход руки 3 снова в промежуточное ноло- же11ие, при этом рычаг 33 снова ст езжа- ет с ролика 34, в результате чего происходит сцепление диска 32 с поводком 26 загружающего схвата 4, а фиксатор 25 входит в соприкосновение с профилем стопорящего диска 6. Затем следует ориентация за1-отовки 8 относительно кулачков патрона 7 аналогично описанной. После чего производится досылка руки 3 в крайнее переднее положение, при котором заготовка 8 устанавливается в кулачках патрона 7, а обработанная деталь 9 - в отводящем лотке 2 и производится разжим схватов 4 и 5 с последующим зажимом заготовки 8 патроном 7. Далее производится возврат руки 3 в промежуточное положение, фи этом обработанная деталь 9 освобо/кдается и отводится по лотку 2, а загружаюп1ий схват 4 осевым поворотом в обратном направлении возвращается в не- . ходное уг.ювое ноложение, затем следует ход руки 3 в крайнее заднее положение и последующий поворот назад в исходное угловое положение, при котором разгружа- ЮН1.ИЙ схват 5 устанавливается напротив патрона 7, а загружающий схват 4 напротив .магазина 1. Далее после поворота Н1ни11дельного барабана цикл повторяется.
Формула изобретения
Устройство для загрузки заготовок в патрон металлорежущего станка, содержащее магазин, отводящий лоток, схваты, установленные с. возможностью возвратно-поступательного перемещения от соответствующего привода и поворота в плоскости, перпендикулярной направлению перемещения схватов, и механизм углового положения схва- та относительно патрона станка, отличаю0
щееся тем, что, с целью расщирения технологических возможностей, каждый схват установлен с возможностью поочередного взаимодействия с дополнительно введенным приводом поворота схвата относительно его продольной оси, при этом механизм углового положения схвата относительно патрона станка выполнен в виде подпружиненного фиксатора, закрепленного на схвате с возможностью взаимодействия с упором, выполненным на патроне.
83956
тг.г
ю
фиг.5
| Загрузочное устройство | 1977 |
|
SU701759A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
