Изобретение предназначено для использования в машиностроительной промышленности при автоматизации загрузки и выгрузки металлорежущих станков.
Известен автооператор для загрузки заготонок в патрон металлорежуш его станка с захватываюш;ей головкой, приводимой от пневмоцилипдра, позволяюш,им производить загрузку и выгрузку штучных некруглых заготовок, например, шестигранных и квадратных, а также и цилиндрических на различных металлорежущих станках с останавливающимся в произвольном положении патроном станка.
С целью ориентирования заготовки, имеющей некруглую форму, загружаемой в патрон, останавливающийся в произвольном положении предложенный автооператор снабжен механизмом ориентации, выполненным в виде накладных кулачков, закрепленных на наружной поверхности патрона в угловом положении, согласованном с расположением его зажимных элементов, н штанги, взаимодействующей с указанными кулачками.
Причем штанга шарнирио прикреплена к захватываюшей головке на радиусе, равном радиусу расположения кулачков. Кроме того ось штанги не совпадает с осью ее поворота, а на самой штанге установлена пружина, удерживающая ее параллельно оси патрона и обеспечивающая ее поворот при попадании острия щтанги на вершину кулачка.
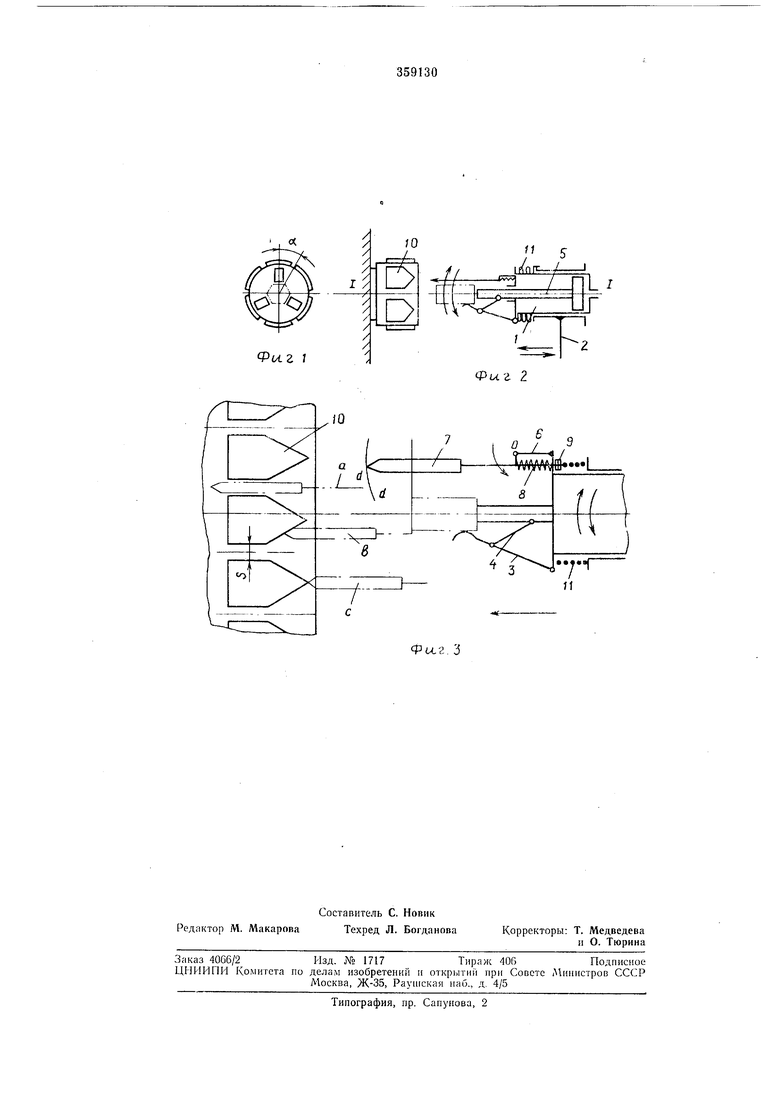
Па фиг. 1 показан трехкулачковый патрон предложенного автооператора в раскрытом состоянии с введенной в него шестигранной заготовкой; на фиг. 2 - захватывающая головка с механизмом ориентации и патрон станка с накладными кулачками на наружной поверхности; на фиг. 3 - процесс ориентации заготовки относительно зажимных элементов патрона.
Захватывающая головка нредложенного автооператора состоит из гильзы / цилиндра, свободно установленной в корпусе 2 автооператора.
Три захвата 3 с помощью тяг 4 прикреплены к штоку 5 гильзы цилиндра. К передней части гильзы прикреплен стержень 6, на котором на шарнире О остановлена штанга 7, которая с помощью пружины 8 и гаек 9 постоянно удерживается в положении, параллельном оси захватывающей головки. Штанга служит для поворота гильзы с захватами относительно оси I - I при скольжении ее по скосам кулачков W.
Пружина // кручения, установленная поверх гильзы цилиндра, одним концом кренится к корпусу, а другим - к гильзе, и служит для возБран,еиия ее с захватами в нейтральное положение.
На наружной поверхности патрона равномерно распределены кулачки, угловое положение а кулачков строго согласовано с расположением зажимных элементов патрона.
В исходном, крайнем правом, положении головки воздух подается в правую полость цилиндра, поршень со штоком перемещается вперед, и тяги полностью раскрывают захваты.
При движении головки вперед штанга в обш,ем случае попадает на скос какого-либо из кулачков (см. фиг. 3, положение Ь) и при дальнейшем поступательном движении скользит по кулачку, а гильза цилиндра с захватами, преодолевая сопротивление пружины 11 кручения, поворачивается до тех пор, пока штанга не попадет в паз 5 между кулачками (см. фиг. 3, положение а) - этот момент соответствует повороту головки с захватами в нужное положение относительно зажимных элементов патрона станка.
При дальнейшем поступательном движении штанга движется в пазу между кулачками, а захваты проходят над заготовкой. После остановки механизма продольной подачи воздух подается в левую полость цилиндра, и поршень со штоком перемеш,ается вправо и захватывает заготовку.
При выходе штанги из паза кулачков пружина кручения возвращает захватывающую головку в исходное угловое положение. Возможно попадание штанги на вершину какоголибо кулачка (см. фиг. 3, положение, с), в таком случае при дальнейшем поступательном перемещении звхватывающей головки штанга поворачивается относительно центра О, сжимая пружину 8, а конец штанги перемещается по дуге d - d и соскакивает с вершины кулачка на его боковой скос. При дальнейо:ем продольном перемещении захватываюп1,ей головки она поворачивается так же, как в положении Ь. Затем подается команда на разжим кулачков патрона станка и отвод головки в исходное положение.
Работает автооператор при загрузке патрона станка и извлечении заготовок из магазина загрузочного устройства аналогично за исключением того, что на магазине нет необходимости ставить все кулачки по полной окружности, так как магазин не вращается, и положение заготовок в нем, например, шестигранных, строго определено.
Па магазине достаточно установить в нужном угловом положении всего два кулачка. Определенное исходное угловое положение головки с захватами необходимо для того, чтобы исключить попадание штанги в зону, занимаемую, например, продольным суппортом
станка, так как штанга расположена на радиусе, равном радиусу наружной поверхности патрона станка.
Предмет изобретения
1.Автооператор для загрузки заготовок в патрон металлорежущего станка с захватывающей головкой, приводимой от пневмоцилиндра, отличающийся тем, что, с целью ориентирования заготовки, имеющей некруглую форму, загружаемой в патрон, останавливающийся в произвольном положении, он снабжен механизмом ориентации, выполненным
в виде накладных кулачков, закрепленных на наружной поверхности патрона в угловом положении, согласованном с расположением его зажимных элементов, и штанги, взаимодействующей с указанными кулачками.
2.Автооператор по п. 1, отличающийся тем, что указанная штанга шарнирно прикреплена к захватывающей головке на радиусе, равном радиусу расположения кулачков, причем ось
штанги не совпадает с осью ее поворота, а на самой штанге установлена пружина, удерживающая ее параллельно оси патрона и обеспечивающая ее поворот при попадании острия штанги на вершину кулачка.
Фиг J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАГРУЗКИ ШТУЧНЫХ ЗАГОТОВОК | 1972 |
|
SU335076A1 |
| Загрузочное устройство | 1977 |
|
SU701759A1 |
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |
| Устройство для загрузки заготовок в патрон металлорежущего станка | 1987 |
|
SU1505749A1 |
| Загрузочное устройство | 1982 |
|
SU1085754A1 |
| Зажимной патрон | 1989 |
|
SU1683882A1 |
| Автооператор | 1979 |
|
SU772809A1 |
| Автомат для шлифования сквозных цилиндрических отверстий подшипниковых колец | 1961 |
|
SU150029A1 |
| Токарный вертикальный станок с ЧПУ и устройством автоматической смены инструмента | 1988 |
|
SU1636180A1 |
| Устройство для загрузки металлорежущего станка | 1977 |
|
SU722732A1 |