вылетом электрода при высоких скоростях истечения защитного газа.
Поставленная цель достигается тем, что в горелке для электродзговой сварки плавящимся электродом в защитных газах, содержащей изолированное сопло с расположенным внутри него токоироводящим кориусом с каналом для направления электродной проволоки и токоподводящий наконечник сопло выполнено со сквозным продольным пазом с поперечным сечением в виде сектора, а токоподводящий накопечник выполнен по форме паза с выступом, расположенным между нижним срезом токопроводящего корпуса и нижним срезом сопла, и установлен в пазу сопла.
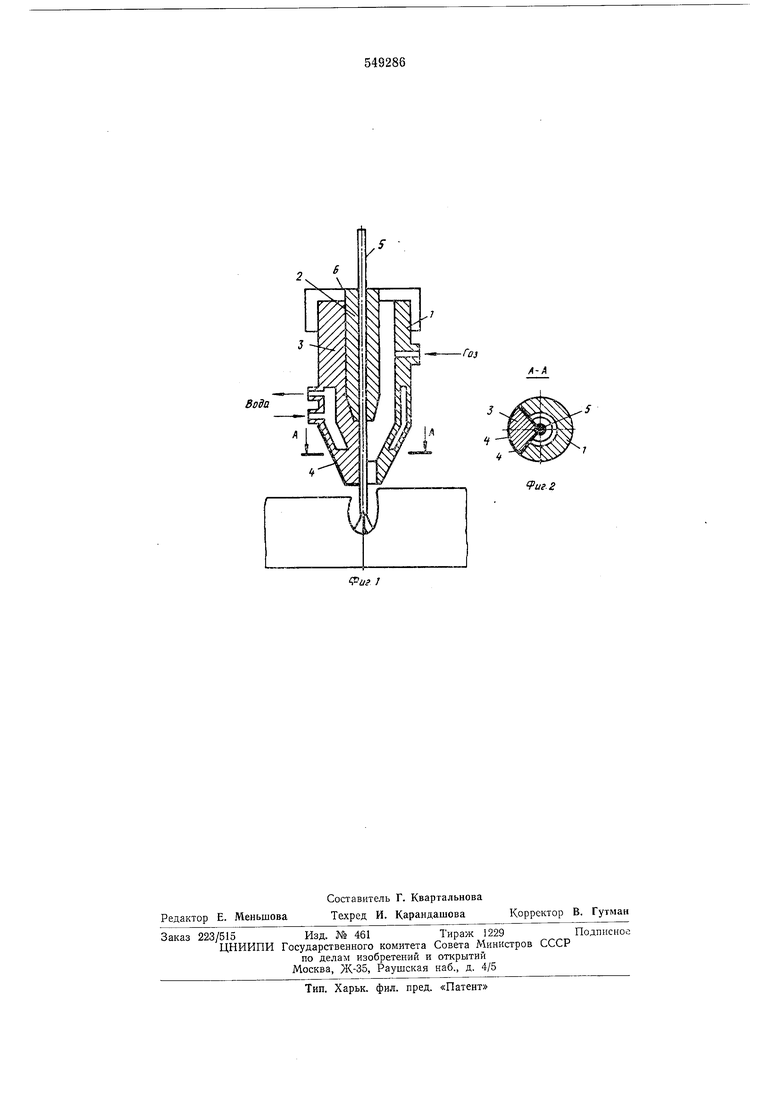
На фиг. 1 изображена горелка в разрезе; на фиг. 2 - сечение А-А фиг. 1.
Горелка содержит изолированное сопло / с расположенным внутри него токопроводя;цим корпусом 2 и токонодводящий наконечник 3. Сопло / выполнено со сквозным продольным пазом с поперечным сечением в виде сектора. Токоподводящий наконечник 3 выполнен по форме паза сопла / с выступом, расположенным между, нижним срезом юкоподводящего. корпуса и нижним срезом сопла /. Наконечник 3 устаиовлеи в пазу сопла /. Наружные поверхности наконечника ,3 и его стенки, соприкасающиеся со стенками паза сопла J, покрыты слоем 4 из теплостойкого электроизоляционного материала, например керамического, или слоем пороплка нитрида бора.
Нижний торец наконечника также покрыт изоляционным слоем. Сопло / горелки выполнено водоохлаждаемым (ввод воды на охлаждение сопла на чертежах ие показан). Электродная проволока 5 подается через токоирозодящий корпус 2, запрессованный в крышку 6 из изоляционного материала.
Горелка работает следующим образом. В сопло / подают защитный газ. Затем через токопроводящий корпус пропускают электродную проволоку 5, которая соприкасается с токоподводящим наконечником 3. Между электродной проволокой и основным металлом возбуждается дуга, и наводится сварочная занна. Газ, истекающий из выходного OTiiencтия сопла / диаметром 4-5 мм со скоростью 30-40 м/сек вытесняет жидкий металл изпод дуги, и она погружается в основной металл. Внещняя составляющая вылета электрода при этом может быть равной 1-2 мм.
Для предотвращения истирания токоподводящей части наконечника он может быть снабжен сменной вставкой. Влияние наконечника на симметрию газовой струи при сварке
погруженной дугой не сказывается.
Наличие токоиодводящего наконечника, встроенного в сопло горелки и позволяющего уменьщить вылет электрода, дает возможность повысить плотность тока на электроде и тем
самым увеличить глуоину проплавления основного металла. Увеличение тока за счет укорочения вылета при постоянной скорости подачи электрода уменьщает количество наплавленного металла, что позволяет улучшить
форму усиления щва при сварке металла без разделки кромок. Наличие короткого вылета при сварке с газодинамическим эффек.глг улучшает формирование шва и упрощает оборудование за счет исключения правильного
механизма перед горелкой.
Формула изобретения
Горелка для электродуговой сварки плавящимся электродом в защитных газах, содержащая изолированное сопло с расположенным внутри него токопроводящим корпусом с каналом для направления электродной проволоки и токоподводящий накопечник, отличающаяся тем, что, с целью повышення качества сварных швов путем ведения процесса сварки погруженной дугой с коротким вылетом электрода при высоких скоростях истечения защитиого газа, сопло выполнено
со сквозным продольным пазом с поперечным сечепием в виде сектора, а токоподводящий наконечник выполнен по форме паза с выступом, расположенным между нижним срезом токонроводящего корпуса и нижним срезом
сопла, и установлен в -пазу сопла.
Источники информации, принятые во внимание при экспертизе:
1. Ковалев И. М. и др. Особенности газодинамического способа управления проплавляющим действием дуги при сварке плавящимся электродом Б углекислом газе - Сварочное производство, 1967, № б, стр. 19.
2. Авторское свидетельство СССР № 177007, В 23 К 9/16, 1964.
3. Авторское свидетельство СССР N° 476111, В 23 К. 9/00, 1973 - прототип.
Вода
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1986 |
|
SU1515546A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Устройство для дуговой сварки в защитных газах плавящимся электродом | 1981 |
|
SU967716A1 |
| Горелка для электродуговой сварки в защитных газах | 1978 |
|
SU766784A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2038934C1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |