(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки труб из термопластов | 1989 |
|
SU1598389A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1281436A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |
| Устройство для обработки торцов труб из термопласта под сварку | 1987 |
|
SU1462632A1 |
| Устройство для контактной сварки труб из термопластов | 1984 |
|
SU1229066A1 |
| Устройство для сварки труб из термопластов | 1986 |
|
SU1435480A1 |
| Устройство для формования отбортовки на конце трубы из термопластов | 1985 |
|
SU1310241A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1321605A1 |
| Устройство для сварки пластмассовых труб | 1989 |
|
SU1666339A1 |
Изобретение относится к сварке пластмасс, а именно к устройствам для сварки встык труб из термопластов. Цель - повышение качества сварки. Для этого устройство для сварки труб из термопластов снабжено упорами, жестко закрепленными на направляющих между нагревателем и подвижным хомутом, и Г-образными захватами, шар- нирно установленными на подвижном хомуте с возможностью взаимодействия с нагревателем и упорами. Г-образные захваты подпружинены к продольной оси устройства. Кроме того, рабочие торцовые поверхности каждого упора и Г-образного захвата расположены в разных плоскостях. 1 з.п. ф-лы, 3 ил,
Изобретение относится к сварке пластмасс, а именно к устройствам для сварки встык труб из термопластов.
Целью изобретения является повышение качества сварки.
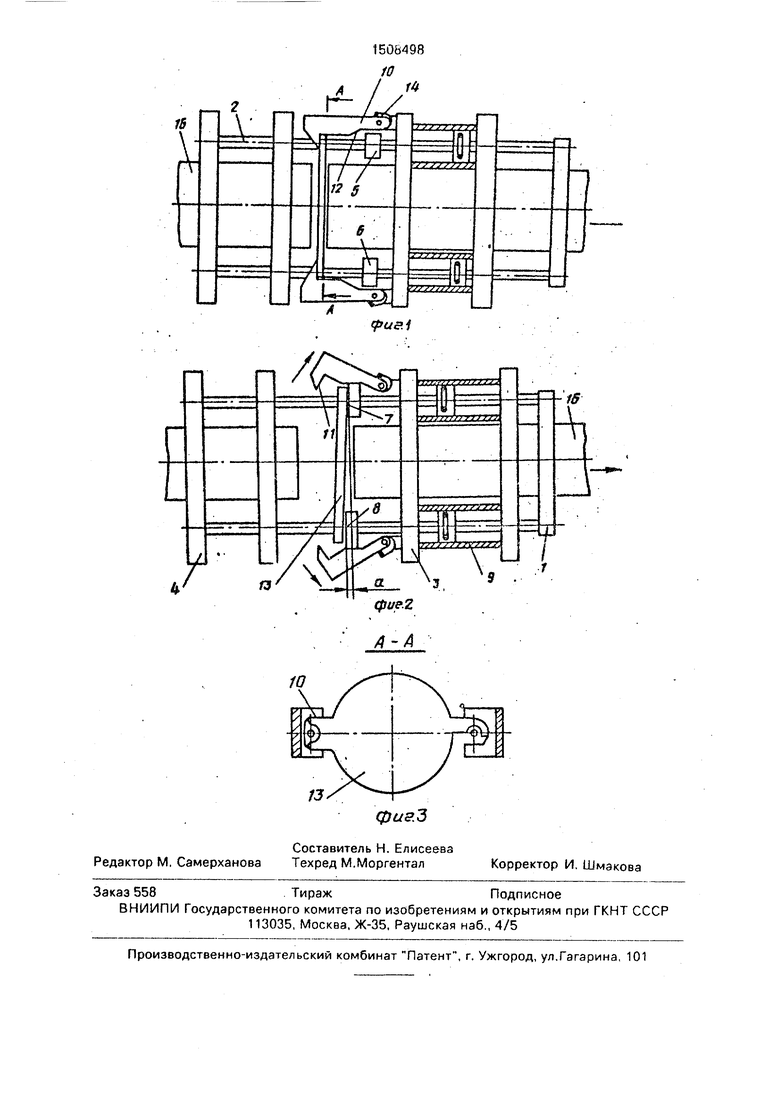
На фиг.1 изображено устройство в момент отрыва нагревателя от неподвижной трубы, общий вид; на фиг.2 - то же, в момент отрыва нагревателя от подвижной трубы; на фиг;3 - разрез А-А на фиг.1.
Устройство для сварки труб из термопластов содержит станину 1 с направляющими 2, на которых установлены подвижный 3 и неподвижный 4 зажимные хомуты. На направляющих 2 жестко закреплены упоры 5, 6, рабочие торцовые поверхности 7 и 8 которых р,зсположены в разных плоскостях. Подвижный хомут 3 соединен с механизмом 9 перемещения и схчатия труб, например, гидроцилиндрами. На подвижном хомуте 3 шариирно установлены Г-образные захваты 10 с торцовой 11 и профильной 12 рабочими поверхностями. Своей торцовой поверхностью 11 захваты взаимодействуют с откидным нагревателем 13, свободно установленным на направляющих 2 с возможностью перемещения по Ним, а профильной поверхностью 12 - с поверхностью упоров 5, 6, параллельной продольной оси устройства. Упоры расположены между нагревателем 13 и подвижным зажимным хомутом 3, Г-образные захваты 10 подпружинены к продольной оси устройства пружинами возврата 14. рабочие торцовые поверхности 11 Г-образны.ч захвсзтов 10 расположены в раз ных плоскостях.
Устройство работает следующим образом.
Свариваемая труба 15 устанав/ишается в неподвижный зажимный хомут 4, а привариваемая труба 16 (например, фасонная деталь) - в подвижный хомут 3. Затем торцы
ся о
00
4 О
00
труб 15 м 16 зачищают фрезой (на чертеже не показана), убирают фрезу и на направляющие 2, закрепленные на станине 1, устанавливают нагреватель 13. Затем включают механизм 9 перемещения и сжатия труб и подвижный хомут 3, перемещаясь вместе с трубой 16 и нагревателем 13, обеспечивает его контакт с неподвижнойтрубой 15. После выполнения технологического регламента по нагреву торцов труб 15, 16 под сварку включают обратный ход механизма 9 и он вместе с подвижным хомутом 3 и трубой 16 будет перемещаться вправо (по чертежу), а нагреватель 13 останется в рабочей зоне. При этом возможны два варианта: либо нагреватель 13 останется с неподвижной трубой 15, либо с подвижной трубой 16 из-за сил адгезии нагревателя 13 с расплавленным полимером.
При перемещении вправо вместе с подвижным хомутом 3 будут перемещаться и Г-образные захваты 10, которые своей рабочей поверхностью 11 захватывают нагреватель 13 и отрывают его от неподвижной трубы 15.
При дальнейшем перемещении подвижного хомута 3 профильная поверхность 12 Г-образных захватов 10 входит в контакт с
Формула изобретения
зоны сварки и производятся осадки труб 15, 16. Захват 10 в исходное положение возвращается пружиной 14.
Для уменьшения усилия отрыва нагревателя 13 в первоначальный момент рабочие торцовые поверхности 7 и Рупоров 5 и 6 и поверхности 11 захватов 10 расположены в разных плоскостях, т.е. смещены на величину а (1-2 мм). В этом случае нагреватель 13 последовательно отрывается от
труб 15и 16йтребуетсяменьшееусилиедля отрыва (меньше усилие на нагреватель. 13). Таким образом, гарантированно обеспечивается отрыв нагревателя 13 перпендикулярно оси трубы, расплавленный полимер в
зоне сварки не сместится перпендикулярно оси труб в момент отрыва, а равномерно будет распределен по окружности свариваемых труб.
рами, жестко закрепленными на направляющих между нагревателем и подвижным хомутом, и Г-образными захватами, шарнирно установленными на подвижном хомуте с возможностью взаимодействия с нагревателем и упорами и подпружиненными к продольной оси устройства.
1Б06498
10 А I /
fu.i
15
| Устройство для сварки пластмассовых деталей | 1980 |
|
SU895691A1 |
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
