Изобретение относится к машиностроению и может быть использовано для автоматизации технологических процессов.
Целью изобретения является расширение технологических возможностей устройства за счет обеспечения загрузки деталей как при одинаковой, так и при различной координатной сетке гнезд кассеты и базового элемента.
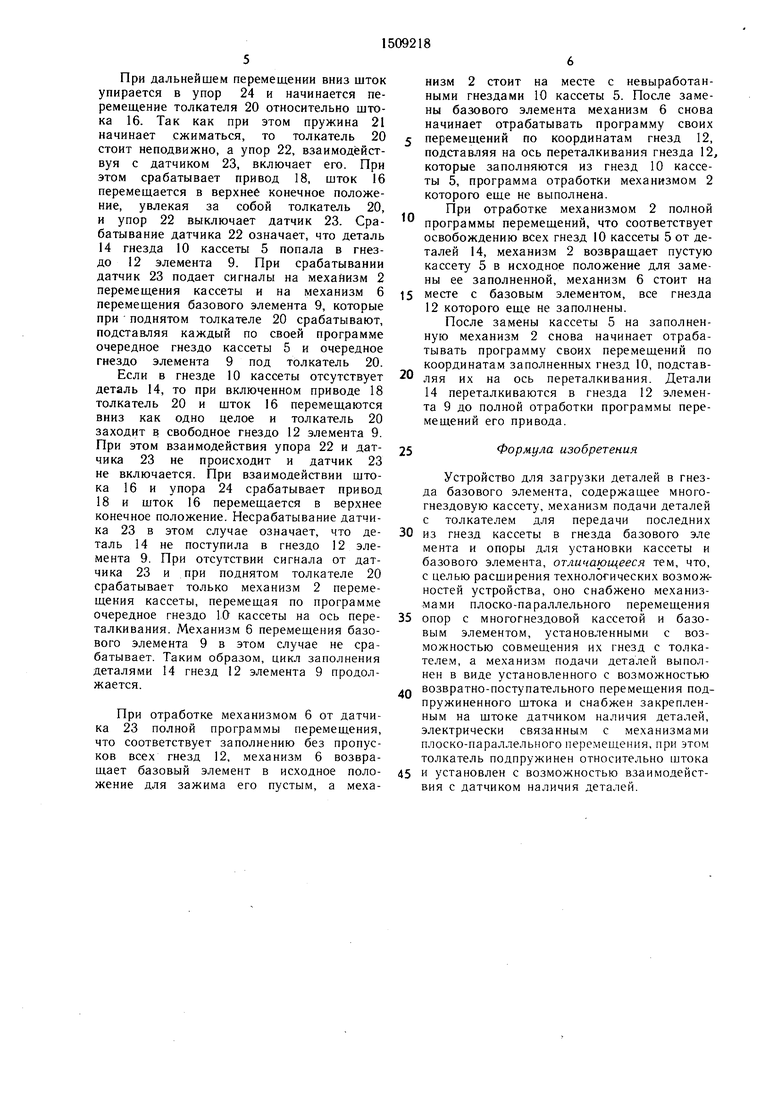
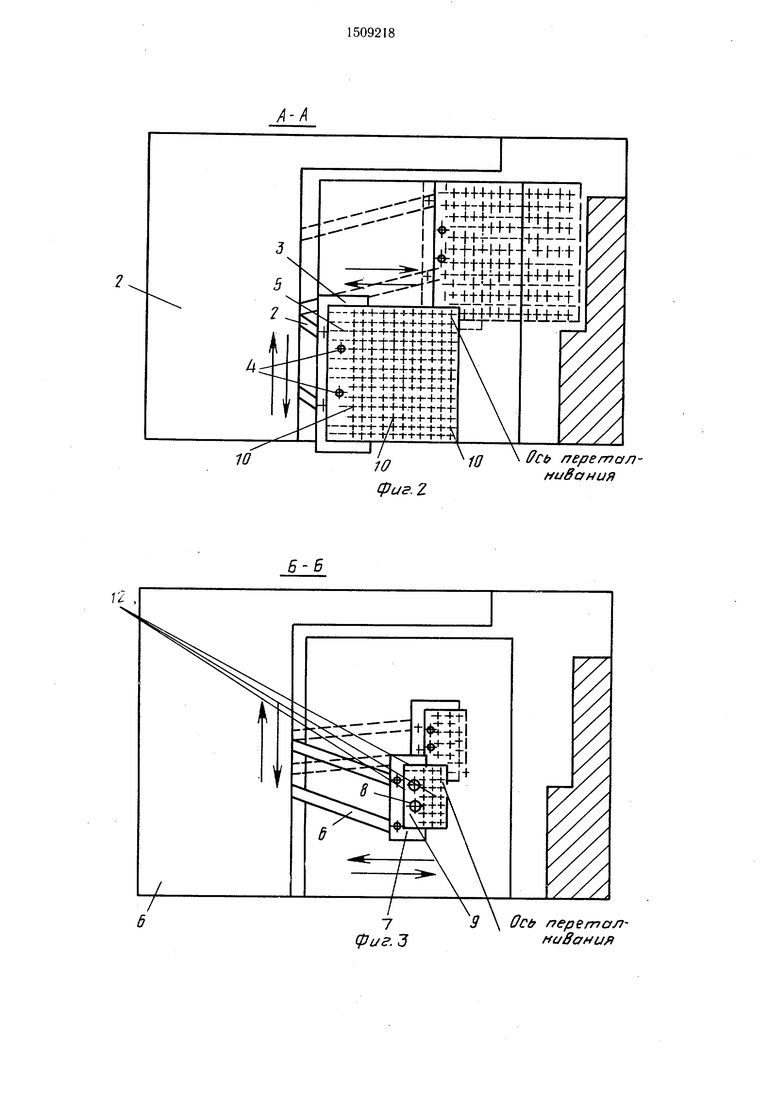
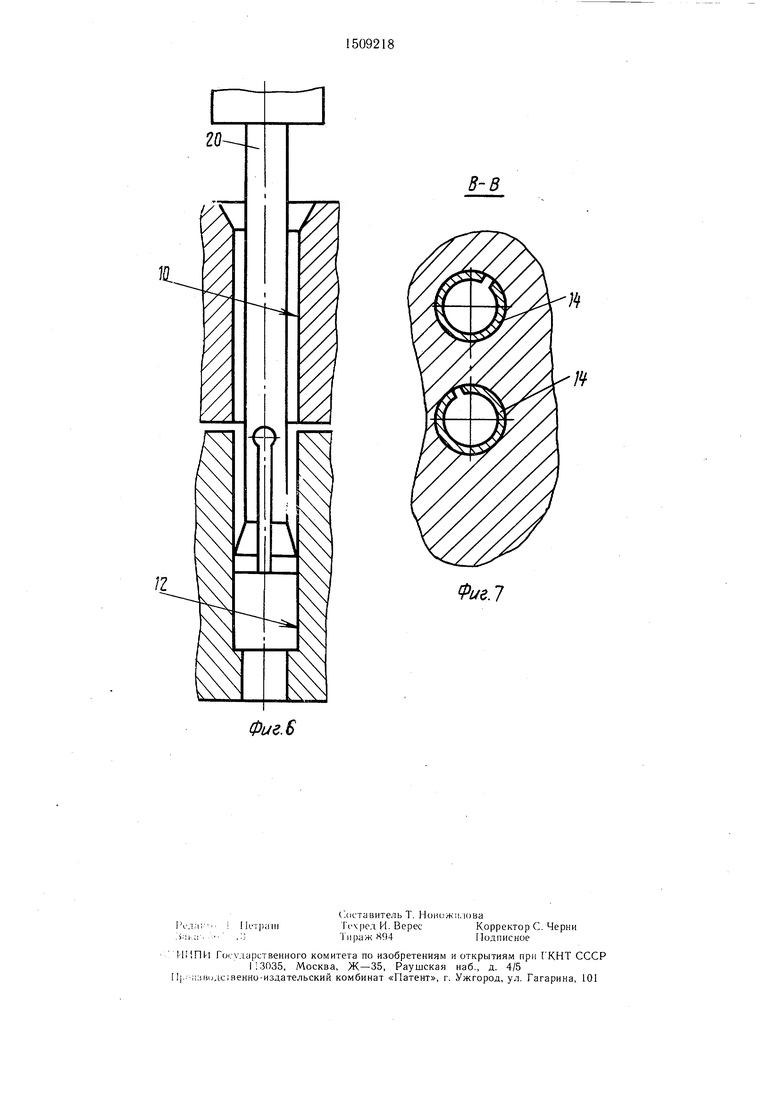
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1, исходное положение многогнездовой кассеты на опоре (пунктиром показано конечное положение кассеты); на фиг. 3 - разрез Б-Б на фиг. 1, исходное положение базового элемента на опоре (пунктиром показано конечное положение базового элемента); на фиг. 4 - узел I на фиг. 1; на фиг. 5 - толкатель и гнездо кассеты при подаче детали в гнездо базового элемента; на фиг. 6 - толкатель, гнездо кассеты и гнездо базового элемента при отсутствии подаваемой детали в гнезде кассеты; на фиг. 7 - разрез В-В на фиг. 4.
Устройство содержит основание 1, на котором смонтирован механизм 2, например координатный стол, предназначенный для плоско-параллельного перемещения опоры 3, на которой на центрирующих элементах 4, например штифтах, установлена многогнездовая кассета 5. Под механизмом 2 на основании 1 смонтирован механизм 6, например координатный стол, предназначенный для плоско-параллельного перемещения опоры 7, на которой на центрирующих элементах 8, например штифтах, установлен базовый элемент 9. Механизм 2 предназначен для перемещения опоры 3 с многогнездовой кассетой 5 по программе, соответствующей координатной сетке расположения ее гнезд 10, по поверхности 11, а механизм 6 - для перемещения опоры 7 с базовым элементом 9 по программе, соответствующей координатной сетке расположения его гнезд 12 по поверхности 13. Базовый элемент 9 установлен на опоре .7 с минимальным зазором относительно размещенной над ним кассеты 5.
Расположение гнезд 10 в кассете 5 выбирается в определенном порядке, удобном для группового способа загрузки и ориентации данного вида деталей 14. Гнезда 10 кассеты 5 запоняются ориентированными деталями 14 на отдельной позиции с возможными пропусками. Координатная сетка гнезд 10 кассеты 5 не совпадает с координатной сеткой гнезд 12 базового элемента 9. Число гнезд 10 кассеты 5 должно значительно превышать число гнезд 12 базового элемента 9 и выбирается таким образом, чтобы деталей 14 было достаточно для заполнения нескольких базовых элементов 9.
Гнезда 12 в базовом элементе 9 выполнены со стороны кассеты 5 открытыми, а с противоположной стороны выполнена опорная поверхность 15, предназначенная для
взаимодействия с деталями 14. Гнезда 10 кассеты 5 выполнены в виде сквозных отверстий, диаметр которых меньше наружного диаметра деталей 14 в свободном состоянии и меньше диаметра гнезд 12
базового элемента 9, что позволяет деталям 14 удерживаться в гнездах 10 за счет упругих сил, возникающих при их сжатии на величину разреза.
Механизм подачи деталей размещен над кассетой 5 и содержит шток 16, установленный на основании 1 с возможностью взаимодействия с поршнем 17 привода 18, например пневмоцилиндра, и подпружиненный относительно основания 1 пружинами 19, которые предназначены для удержания его
Q в верхнем полжении. Толкатель 20 подпружинен относительно штока пружиной 21, удерживающей его в нижнем положении. На штоке 16 установлен регулируемый упор 22, предназначенный для взаимодействия с датчиком 23, размещенным на штоке 16.
5 Пружина 21 подобрана таким образом, что ее усилие больше пружинящего усилия детали 14, которое удерживает ее в гнезде 10 кассеты 5.
Программы перемещения механизмов 2 и 6 выпонень таким образом, что на ось
толкателя 20 попадают все гнезда 10 кассеты 5 и гнезда 12 заполняемого базового элемента 9. На основании 1 установлен также регулируемый упор 24, предназначенный для ограничения продольного перемещения щтока 16.
Устройство работает следующим образом. Кассету 5, гнезда 10 которой заполнены деталями 14, устанавливают на механизм 2, а базовый элемент 9 со свобод0 ными гнездами 12 устанавливают на механизм 6 под кассетой 5 так, чтобы ось одного из первых заполненных гнезд 10 совпала с осью одного из предназначенных для заполнения гнезд 12 и с осью толкателя 20, который под воздействием
5 пружин находится в верхнем положении. Включают привод 18 и шток, преодолевая усилие пружин 19, идет вниз, перемещая толкатель 20 в направлении гнезда 10, которое либо заполнено деталью 14, либо свободно. В том случае, когда в гнез0 де 10 находится деталь 14, толкатель 20 упирается в нее. Так как усилие привода 18 и усилие пружины 19 больше усилия, удерживающего деталь в гнезде 10, а наружный диаметр переталкиваемой детали 14 меньще внутреннего диаметра гнезда 12, то толкатель, продолжая свое движение, начинает перемещать деталь в гнездо 12 элемента 9 до упора в опорную поверхность 15.
При дальнейшем перемещении вниз шток упирается в упор 24 и начинается пе- ремешение толкателя 20 относительно штока 16. Так как при этом пружина 21 начинает сжиматься, то толкатель 20 стоит неподвижно, а упор 22, взаимодействуя с датчиком 23, включает его. При этом срабатывает привод 18, шток 16 перемешается в верхнее конечное положение, увлекая за собой толкатель 20, и упор 22 выключает датчик 23. Срабатывание датчика 22 означает, что деталь 14 гнезда 10 кассеты 5 попала в гнездо 12 элемента 9. При срабатывании датчик 23 подает сигналы на механизм 2 перемеш,ения кассеты и на механизм 6 перемешения базового элемента 9, которые при поднятом толкателе 20 срабатывают, подставляя каждый по своей программе очередное гнездо кассеты 5 и очередное гнездо элемента 9 под толкатель 20.
Если в гнезде 10 кассеты отсутствует деталь 14, то при включенном приводе 18 толкатель 20 и шток 16 перемешаются вниз как одно целое и толкатель 20 заходит в свободное гнездо 12 элемента 9. При этом взаимодействия упора 22 и датчика 23 не происходит и датчик 23 не включается. При взаимодействии штока 16 и упора 24 срабатывает привод 18 и шток 16 перемешается в верхнее конечное положение. Несрабатывание датчика 23 в этом случае означает, что деталь 14 не поступила в гнездо 12 элемента 9. При отсутствии сигнала от датчика 23 и при поднятом толкателе 20 срабатывает только механизм 2 перемещения кассеты, перемешая по программе очередное гнездо 10 кассеты на ось переталкивания. Механизм 6 перемешения базового элемента 9 в этом случае не срабатывает. Таким образом, цикл заполнения деталями 14 гнезд 12 элемента 9 продолжается.
При отработке механизмом 6 от датчика 23 полной программы перемещения, что соответствует заполнению без пропусков всех гнезд 12, механизм 6 возвращает базовый элемент в исходное положение для зажима его пустым, а меха0
низм 2 стоит на месте с невыработанными гнездами 10 кассеты 5. После замены базового элемента механизм 6 снова начинает отрабатывать программу своих
перемещений по координатам гнезд 12, подставляя на ось переталкивания гнезда 12, которые заполняются из гнезд 10 кассеты 5, программа отработки механизмом 2 которого еще не выполнена.
При отработке механизмом 2 полной программы перемещений, что соответствует освобождению всех гнезд 10 кассеты 5 от деталей 14, механизм 2 возвращает пустую кассету 5 в исходное положение для замены ее заполненной, механизм 6 стоит на
5 месте с базовым элементом, все гнезда 12 которого еще не заполнены.
После замены кассеты 5 на заполненную механизм 2 снова начинает отрабатывать программу своих перемещений по координатам заполненных гнезд 10, подстав0 ляя их на ось переталкивания. Детали 14 переталкиваются в гнезда 12 элемента 9 до полной отработки программы перемещений его привода.
25
Формула изобретения
Устройство для загрузки деталей в гнезда базового элемента, содержащее многогнездовую кассету, механизм подачи деталей с толкателем для передачи последних
из гнезд кассеты в гнезда базового эле мента и опоры для установки кассеты и базового элемента, отличающееся тем, что, с целью расширения технологических возможностей устройства, оно снабжено механизмами плоско-параллельного перемещения
опор с многогнездовой кассетой и базовым элементом, установленными с возможностью совмещения их гнезд с толкателем, а механизм подачи деталей выполнен в виде установленного с возможностью
возвратно-поступательного перемещения подпружиненного штока и снабжен закрепленным на штоке датчиком наличия деталей, электрически связанным с механизмами плоско-параллельного перемещения, при этом толкатель подпружинен относительно щтока
и установлен с возможностью взаимодействия с датчиком наличия деталей.
N
I iHJ W
l +
nj
A ± ±t i t- i i-4
- tT l TTTi l T l
j/
i
-4Па+.+Ф-и
Н-|-+ -|/ТЧ 1 Г п|
10
-f
i4-4Ht- -+ttft-h-- -b-|-+-.,.
,-1-4+4--7-f44: tttt
I iHhKI-bl- .ti.t+:
l + tttt-b-l-H
lfti-4- -i-tJitir±tJ
nj -II
+++4-t-1
pi
+ttl4
Ltf±+tl 4-f 4++1
10
гг гтеретол- ffuBoHua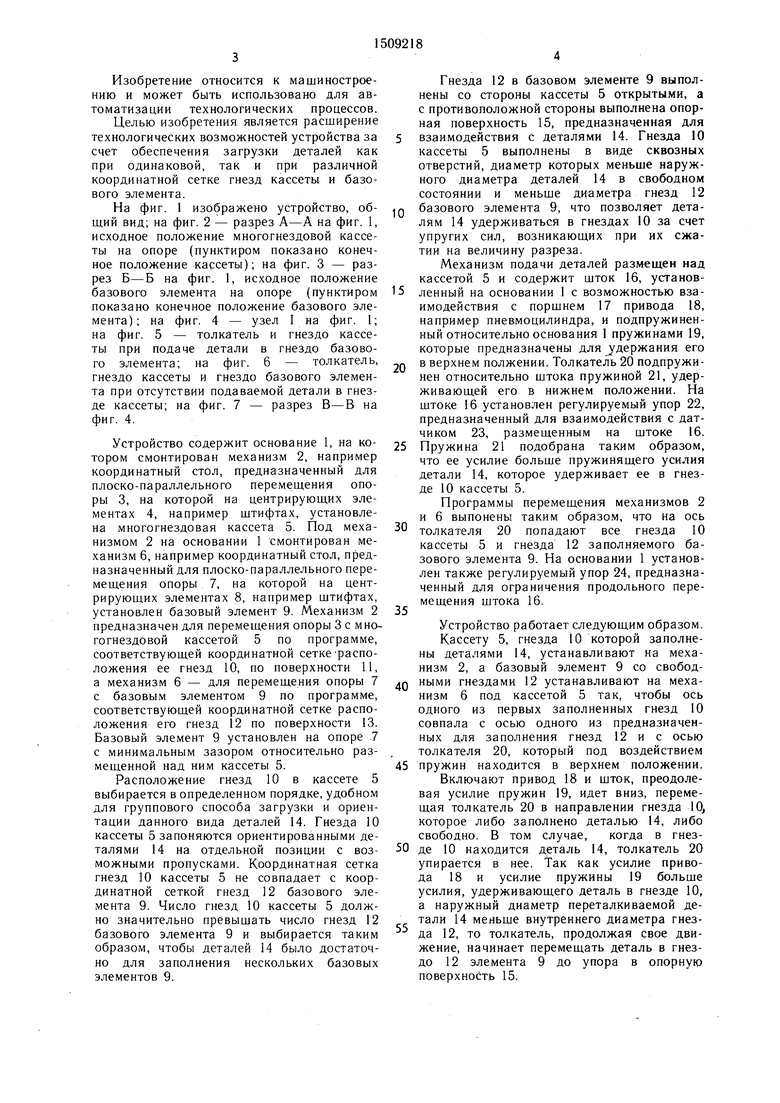
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки изделий в решетки | 1985 |
|
SU1399069A1 |
| Устройство для установки штампованных из лент контактов в корпуса соединителя | 1982 |
|
SU1035849A1 |
| Загрузочный ротор | 1990 |
|
SU1757842A1 |
| Устройство для загрузки деталей в кассету | 1985 |
|
SU1294567A1 |
| Устройство для групповой ориентированной загрузки деталей в кассету | 1988 |
|
SU1653202A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРВИЧНЫХ ЭЛЕМЕНТОВ ГАЛЕТНОГО ТИПА | 1973 |
|
SU407411A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1986 |
|
SU1342537A1 |
| Устройство для ориентации и загрузки деталей в гнезда кассеты | 1987 |
|
SU1436158A1 |
Изобретение относится к машиностроению и может быть использовано для автоматизации технологических процессов. Цель изобретения - расширение технологических возможностей устройства за счет обеспечения загрузки деталей как при одинаковой, так и различной координатной сетке гнезд кассеты и базового элемента. Устройство содержит механизмы 2 и 6, например координатные столы, предназначенные для плоскопараллельного перемещения опор 3 и 7 с установленными на них многогнездовой кассетой 5 и базовым элементом 9. Число гнезд кассеты 5 превышает число гнезд базового элемента. Механизм подачи деталей из гнезд кассеты 5 в гнезда базового элемента выполнен в виде подпружиненного штока 16 с датчиком 23 наличия деталей, электрически связанным с механизмами 2 и 6 перемещения кассеты и базового элемента. Переталкивание деталей из гнезд кассеты 5 в гнезда базового элемента 9 производится толкателем 20, подпружиненным относительно штока 16 и взаимодействующим с датчиком 23. 7 ил.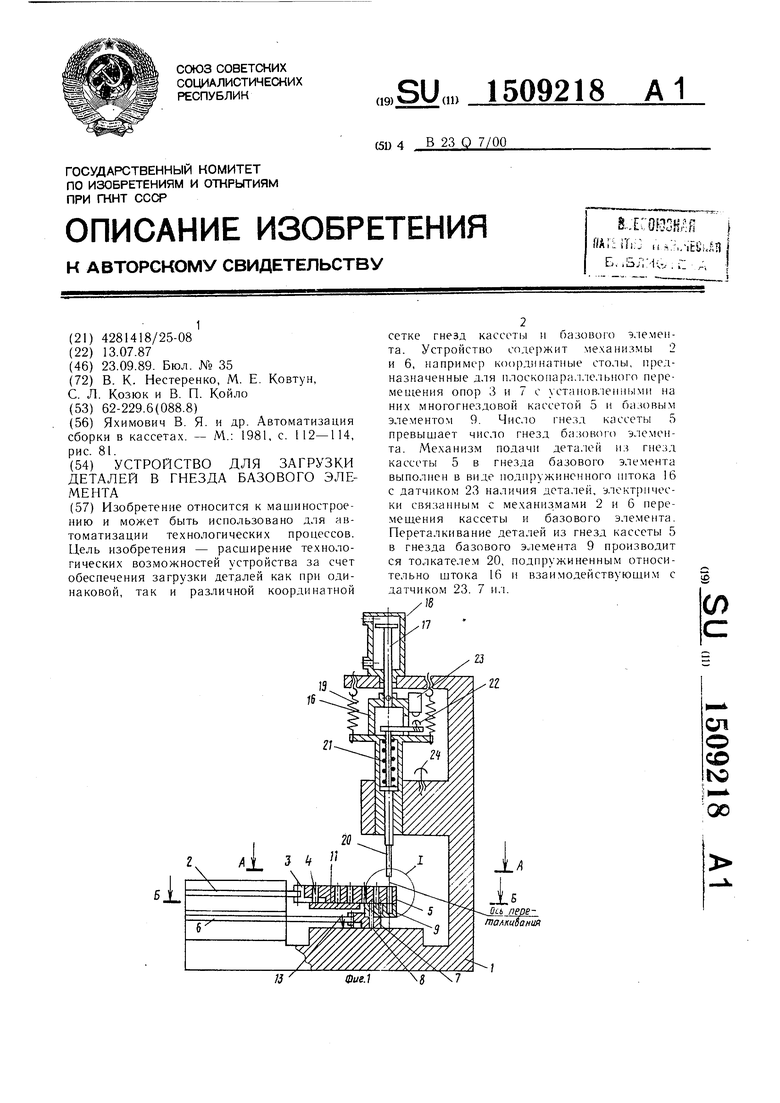
7 (pi/a:3
Octr перетал- fiuBanufl
20
Фиг.
Фие.5
JOФие.6
В-В
Фие.1
| Яхимович В | |||
| Я | |||
| и др | |||
| Автоматизация сборки в кассета.х | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Горный компас | 0 |
|
SU81A1 |
