и
ел
со
о
®к/
3151
Изобретение относится к обработке металлов давлением и мржет быть использовано при прокатке изделий типа тел вращения.
Целью изобретения является расширение технологических возможностей.
На фиг. 1 показано устройство при бходе изделия в зону прокатки, общий вид; на фиг. 2 - то же, в процессе прокатки профиля изделия; на фиг. 3 - разрез Л-А на фиг. 2; на фиг. 4 - устройство при выходе изделия из зоны прокатки.
Устройство содержит основание 1, корпус 2, установленный с возможностью регулирования и фиксирования при настройке на прокатку партии заготовок с Помощью механизма регулирования (не показан) и жестко закреплен- ный на основании 1 приводной валок 3. В корпусе 2 размещен валок k, установленный с возможностью кача- тельного движения, имеющий усеченную боковую поверхность 5 с одной сторон и вогнутую поверхность б с другой стороны, а также заходные фаски 7.
Во впадину вогнутой поверхности 6 помещен приводной валок 3, который в свою очередь - заключен в обойму 8 с симметрично расположенными окнами 9, предназначенными для размещения заготовок 10. Со стороны усеченной боковой повёрхнсх;ти 5 валка 4 установлен упругий элемент 11 с воз- можньстью регулирования сжатия механизмом степени сжатия упругого элемента, выполненного в биде винтов 12 В верхней части устройства размещен лоток 13 с заготовками 10, подлежа- щими обработке, а в. нижней - лоток l4 для приема обработанных изделий.
Устройство работает следующим образом.
:,
Вращающийся от привода (не показан) приводной валок 3 силой трения вращает обойму 8 и, проходя мимо лотка 13, захватывает заготовку 10 и затем подает ее к вогнутой поверхности 6 с заходной фаской 7 валка . Заготовка 10, увлекаемая силой трения, заходит в область между деформирующим валком 3 и вогнутой поверхностью 6, при этом валок k вращается
сдавливает упругий-элемент 11, под действием которого происходит возвра валка в исходное положение после выхода заготовки 10 из впадины вогнутой поверхности 6 и обоймы 8 на лоток 1й. После этого следующая заготовка 10 захватывается гнездом обоймы 8 и процесс деформирования заготовки 10 повторяется. При этом при прокатке различных диаметров заготовок 10 производится изменение межвалкового пространства путем передвижения корпуса 2 с помощью механиз ма регулирования (не показан).
Снабжение устройства корпусом с упругим элементом внутри и валком с вогнутой поверхностью с возможностью качательного движения и регулирования межвалкового пространства позволяет осуществить прокатку на стержнях различных профилей с различными диаметрами благодаря попаданию заготовки из загрузочных гнезд обоймы вначале в заходную часть с имеющейся на валке фаской, а затем - прокатыванию заготовки по вогнутому профилю валка, что позволяет обеспечить достижение новых технических свойств: упрощение схемы прокатки профилей, повышение производительности и надежности устройства.
Формула изобретения
Устройство для прокатки изделий, содержащее два валка, один из которых выполнен с вогнутой поверхностью, а другой - приводной, обойму с окнами для размещения прокатываемой заготовки, охватывающую приводной валок и установленную в зазоре между валками, отличающее-- с я тем, что, с целью расширения технологических возможностей, оно снабжено корпусом, установленным с возможностью регулируемого перемещения по направлению к приводному валку, упругим элементом с механизмом регулирования степени сжатия упругого элемента, причем вогнутая поверхность выполнена на наружной поверхности валка, а валок с вогнутой поверхностью шарнирно установлен в корпусе.
Ю 13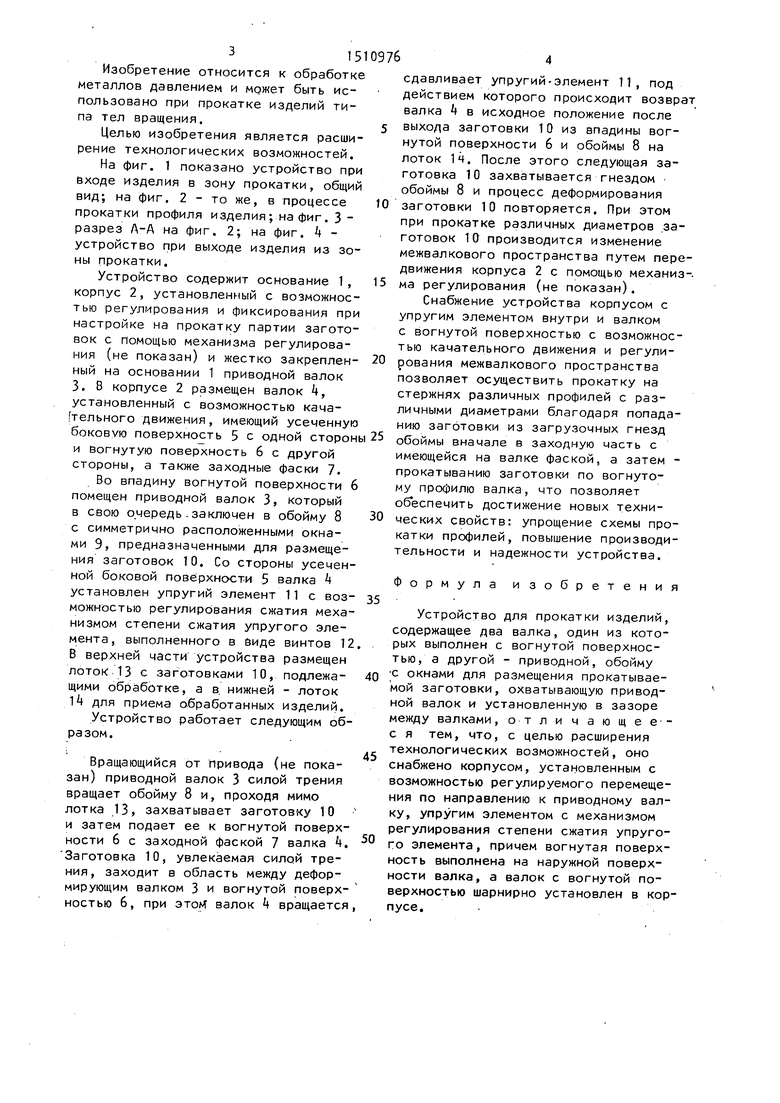
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечной прокатки цилиндрических изделий | 1989 |
|
SU1736666A1 |
| Рабочая клеть стана для получения полых фланцевых изделий с фасонной боковой поверхностью | 1981 |
|
SU967637A1 |
| Устройство для прокатки цилиндрических изделий | 1980 |
|
SU889241A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Устройство для накатывания фасок на стержневые изделия | 1989 |
|
SU1750823A1 |
| Инструмент для формирования элементов профильной наружной поверхности | 1989 |
|
SU1655640A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ШПУНТОВЫХ СВАЙ С Z-ОБРАЗНЫМ ПРОФИЛЕМ | 2012 |
|
RU2587696C2 |
| Прокатная клеть | 1975 |
|
SU597445A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при прокатке изделий типа тел вращения. Цель изобретения - расширение технологических возможностей. Приводной валок 3 за счет сил трения вращает обойму 8. Проходя мимо лотка 13, обойма 8 захватывает заготовку 10 и подает ее к вогнутой поверхности (ВП) 6 валка (В) 4. ВП 6 выполнена на наружной поверхности В4. Заготовка 10 заходит между В3 и ВП6 валка 4, который вращается и сдавливает упругий элемент 11. После выхода заготовки 10 из впадины ВП 6 и обоймы 8 на лоток 14 В4 возвращается в исходное положение. После этого следующая заготовка 10 захватывается гнездом обоймы 8 и процесс повторяется. При накатке различных диаметров заготовки 10 производится изменение межвалкового пространства путем перемещения каретки 2 в ту или иную сторону. За счет регулирования межвалкового пространства обеспечивается возможность накатки на стержнях различных профилей с различными диаметрами. 4 ил.
л
Фиг. 2 А -А
8
Ю
3
Фаг. J
ю
| УСТРОЙСТВО для ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ СЕЧЕНИЯ | 0 |
|
SU405636A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (S) УСТРОЙСТВО аля ПРОКАТКИ ИЗДЕЛИЙ | |||
