(Л
сд
сд vj
Изобретение относится к машиностроению и может найти применение в сборочном производстве для питания технологического оборудования.
Цель изобретения - расширение функциональных возможностей путем обеспечения сортировки деталей по линейному размеру.
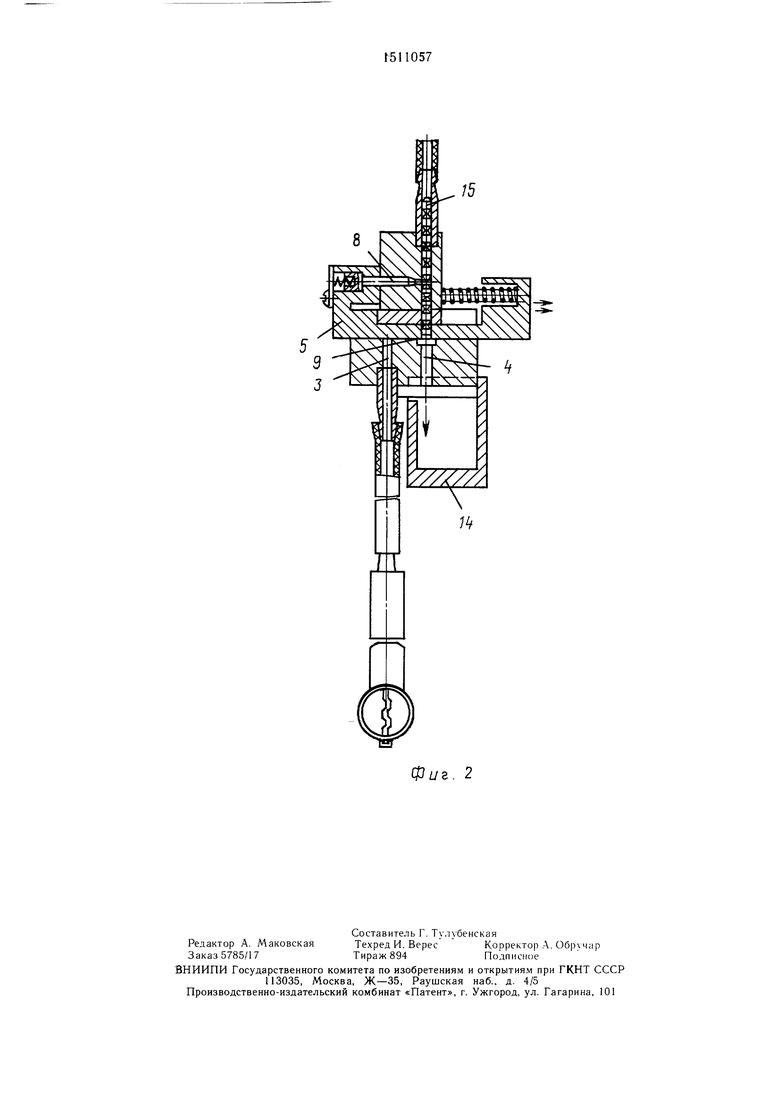
На фиг. 1 изображено устройство для групповой подачи деталей, обший вид; на фиг. 2 - то же, вид слева.
Устройство для групповой подачи деталей содержит корпус 1 с приемными 2, выходными 3 и дополнительными 4 каналами, подпружиненный к корпусу шибер 5 с окнами 6 и основанием 7, установленный с возможностью поступательного перемещения в горизонтальном направлении, подпружиненные отсекатели 8 по числу каналов, закрепленные на шибере 5 и, подпружиненная относительно корпуса 1 заслонка 9 с отверстиями 10, установленная с возможностью перемещения вдоль шибера 5 перпендикулярно направлению его перемешения. Корпус 1 соединен с накопителем (не показан) гибкими лотками 11, а с загрузочной головкой 12 - гибкими лотками 13. К нижней части корпуса 1 прикреплена тара 14 для бракованных изделий.
Выходные каналы 3 смещены относительно приемных каналов 2, дополнительные каналы 4 параллельны выходным кана.лам 3 и расположены соосно приемным каналам 2. Окна 6 шибера 5 расположены соосно приемным каналам 2, а отверстия 10 заслонки 9 смешены относительно окон 6 шибера 5. Основание 7 шибера 5 имеет высоту, равную высоте подаваемой детали 15. Корпус 1 выполнен составным нз трех частей 16-18, соединенных крепежными элементами.
Устройство работает следующим образом.
Детали 15 (в данном случае цилиндрические штифты) из накопителя по гибким лоткам 1 1 поступают в приемные каналы 2. Дополнительные каналы 4 перекрыты заслонкой 9.
При пере.мещении щибера 5 вправо до упора в левый торец корпуса 1 его окна 6 совмещаются с отверстиями приемных каналов 2 и детали из них попадают в основание 7 шибера 5. Отсекатель 8 перекры
вает приемные каналы 2, оставляя между отсекателем 8 и основанием 7 щибера 5 не менее одной детали.
Затем (если детали годные) щибер 5 перемещается влево до упора (правого торца корпуса 1), окна 6 шибера 5 совмещаются с отверстиями выходных каналов 3 и детали через них и гибкие лотки 13 попадают в загрузочную головку 12. После этого щибер 5 перемещается под воздействием пружины в крайнее правое положение и цикл работы повторяется.
Если детали бракованные, т. е. по высоте они больше или меньше мерного основания щибера 5, то шибер 5 не пере- мешается влево на позицию выгрузки деталей в загрузочную головку 12, так как происходит заклинивание шибера 5 самой деталью 15. В этом случае заслонку 9 перемешают вправо до упора, при этом ее отверстия 10 совмещаются с окнами 6 шибера 5 и отверстиями дополнительных каналов 4, и бракованные детали попадают в тару 14. После этого заслонка 9 возвра- шается под действием пружины в исходное состояние, подготавливая устройство к новому циклу работы.
Формула изобретения
Устройство для групповой подачи деталей, содержащее корпус с приемными и смещенными относительно их выходными каналами, размещенный между ними щибер с окнами, расположенными соосно отверстиям приемного канала, установленный с возможностью поступательного перемешения в горизонтальном направлении, и закрепленные на
щибере отсекатели, отличающееся тем, что, с целью расширения функциональных возможностей, устройство снабжено расположенной под шибером подпружиненной к корпусу заслонкой с отверстиями, смещенными относительно окон шибера, установленной с возможностью перемещения в горизонтальной плоскости в направлении, перпендикулярном направлению перемещения щибера, выполненного подпружиненным к корпусу, при этом в корпусе выполнены параллельно выходным каналам дополнительные каналы, расположенные соосно приемным канала.м.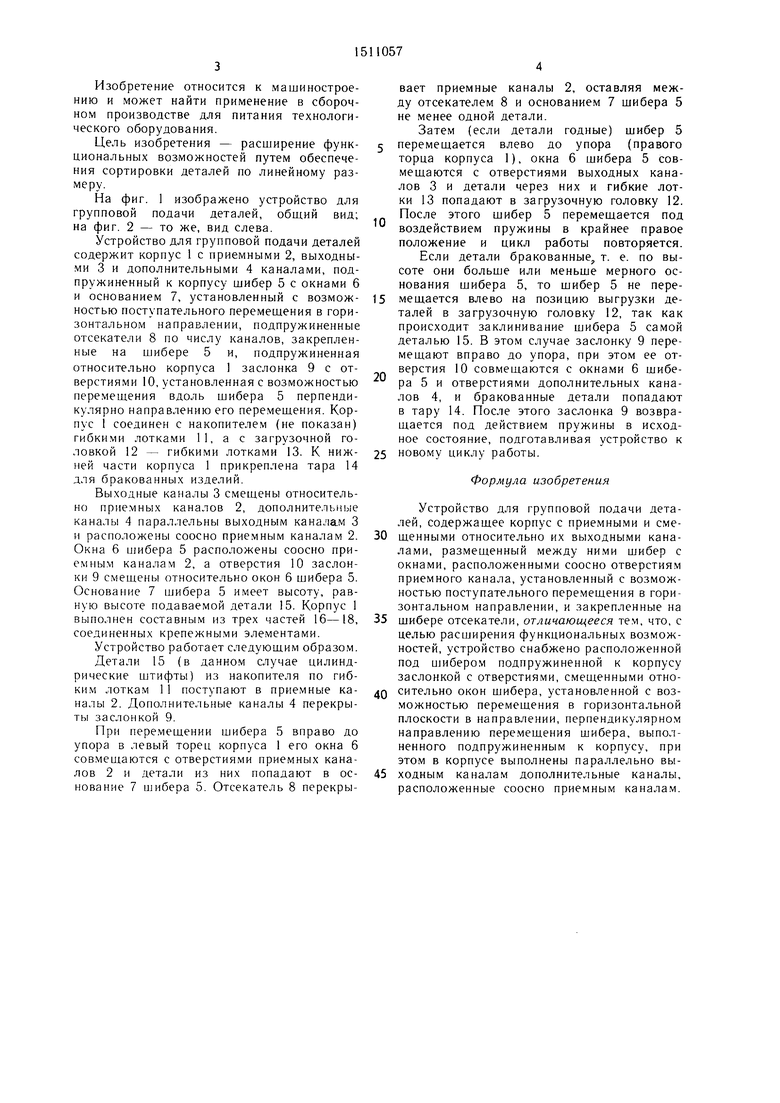
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для загрузки в кассету выводов в виде стержней | 1980 |
|
SU995159A1 |
| Автомат для запрессовки деталей типа вал-втулка | 1982 |
|
SU1109305A1 |
| Устройство для сборки плавких предохранителей | 1977 |
|
SU744771A1 |
| Загрузочное устройство | 1982 |
|
SU1077757A1 |
| Устройство для установки оптических деталей | 1984 |
|
SU1178568A1 |
| Устройство для поштучной подачи деталей при комплектовании их с базовыми деталями | 1973 |
|
SU485855A1 |
| Загрузочно-разгрузочное устройство | 1981 |
|
SU992159A1 |
| Устройство для группового ориентирования и сборки | 1980 |
|
SU891314A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1313636A1 |
Изобретение относится к области машиностроения и касается механизации и автоматизации технологических процессов. Цель изобретения - расширение функциональных возможностей за счет обеспечения сортировки деталей по линейному размеру. Устройство содержит корпус 1, П-образный шибер 5 с окнами 6 и основанием 7, отсекатель, заслонку 9 и приемные 2, выходные и дополнительные каналы. При поступлении годных деталей в шибер 5 он перемещается влево до совмещения его окон с отверстиями выходных каналов, детали при этом попадают в загрузочную головку 12. Если детали бракованные по высоте, то шибер 5 с деталями не сможет переместиться влево, так как происходит заклинивание шибера самой деталью. В этом случае заслонку 9 перемещают вправо до упора, при этом бракованные детали через ее отверстия попадают в тару для бракованных изделий. 2 ил.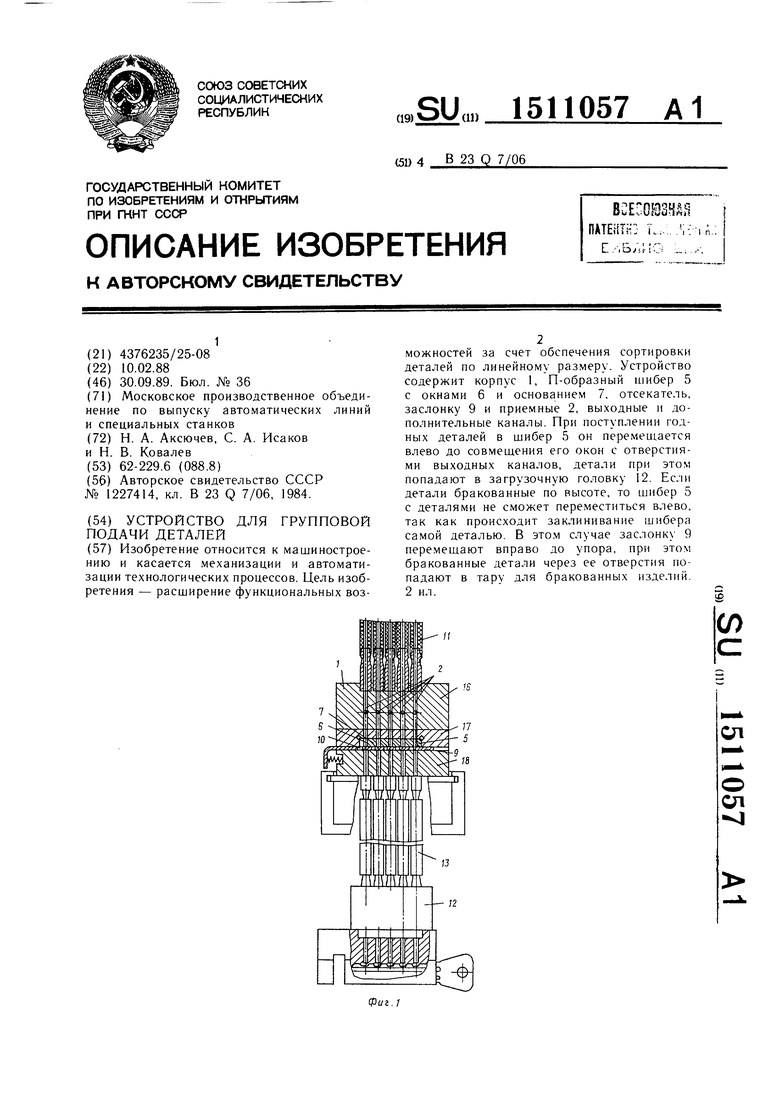
| Устройство для подачи деталей | 1984 |
|
SU1227414A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
