. N
(Л
01
о
СП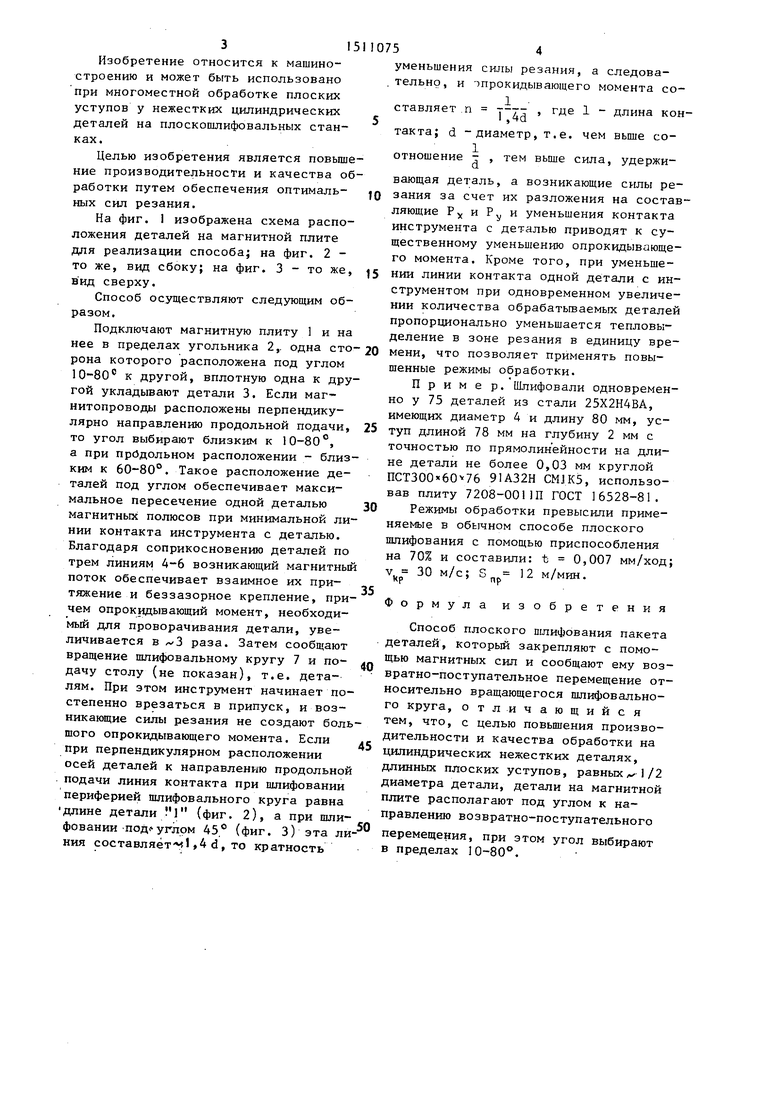
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования с периодической правкой круга | 1984 |
|
SU1220760A1 |
| Способ круглого шлифования | 1984 |
|
SU1248768A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| Способ круглого шлифования | 1985 |
|
SU1255398A1 |
| Устройство для шлифования нежестких цилиндрических деталей | 1983 |
|
SU1085773A1 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |
| Способ абразивной обработки круглых деталей | 1976 |
|
SU621547A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАДИАЛЬНОЙ СОСТАВЛЯЮЩЕЙ СИЛЫ РЕЗАНИЯ ПРИ ГЛУБИННОМ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА | 1994 |
|
RU2086938C1 |
| Способ шлифования и устройство для шлифования | 1981 |
|
SU982863A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
Изобретение относится к машиностроению и может быть использовано при многоместной обработке плоских уступов у нежестких цилиндрических деталей на плоскошлифовальных станках. Целью изобретения является повышение производительности и качества обработки за счет обеспечения оптимальных сил резания. Для этого партию деталей 3 цилиндрической формы укладывают непосредственно на зеркало магнитной плиты 1 под углом к направлению продольной подачи и путем вращения шлифовального круга и продольной подачи деталей производят шлифование уступов, при этом угол выбирают в пределах 10-80°. 3 ил.
Фае. J
315
Изобретение относится к машиностроению и может быть использовано при многоместной обработке плоских уступов у нежестких цилиндрических деталей на плоскоошифовальных станках.
Целью изобретения является повьпие- ние производительности и качества обработки путем обеспечения оптимальных сил резания.
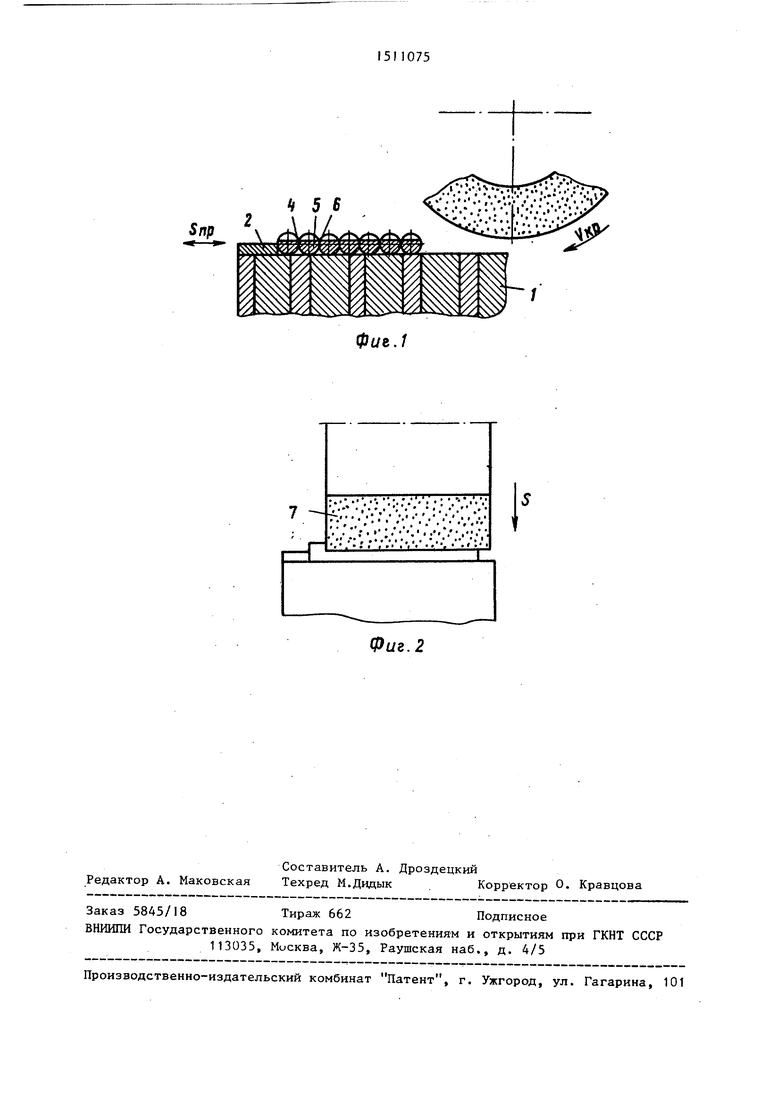
На фиг. I изображена схема расположения деталей на магнитной плите для реализации способа; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху.
Способ осуществляют следующим образом.
Подключают магнитную плиту 1 и на нее в пределах угольника 2,. одна сторона которого расположена под углом 10-80 к другой, вплотную одна к другой укладывают детали 3. Если наг- нитопроводы расположены перпендикулярно направлению продольной подачи, то угол выбирают близким к 10-80 , а при продольном расположении - близким к 60-80°. Такое расположение деталей под углом обеспечивает максимальное пересечение одной деталью магнитных полюсов при минимальной линии контакта инструмента с деталью. Благодаря соприкосновению деталей по трем линиям 4-6 возникающий магнитный поток обеспечивает взаимное их притяжение и беззазорное крепление, причем опрокидывающий момент, необходимый для проворачивания детали, увеличивается в 3 раза. Затем сообщают вращение щлифовальному кругу 7 и подачу столу (не показан), т.е. деталям. При этом инструмент начинает постепенно врезаться в припуск, и возникающие силы резания не создают боль того опрокидывающего момента. Если при перпендикулярном расположении осей деталей к направлению продольной подачи линия контакта при щлифовании периферией шлифовального круга равна длине детали J (фиг. 2), а при шлифовании Под углом 45. (фиг. 3) эта ли ния составляет d, то кратность
4
уменьшения силы резания, а следова- тельно, и тпрокидывающего момента со1 т ставляет п , где 1 - длина кон
такта; d -диаметр, т.е. чем вьш1е со1
отношение - , тем выше сила, удержи- а
вающая деталь, а возникающие силы резания за счет их разложения на составляющие Ру и Р и уменьшения контакта инструмента с деталью приводят к существенному уменьшению опрокидывающего момента. Кроме того, при уменьшеНИИ линии контакта одной детали с инструментом при одновременном увеличении количества обрабатьтаемых деталей пропорционально уменьшается тепловыделение в зоне резания в единицу времени, что позволяет применять повышенные режимы обработки.
Приме р. Шлифовали одновременно у 75 деталей из стали 25Х2Н4ВА, имеющих диаметр 4 и длину 80 мм, уступ длиной 78 мм на глубину 2 мм с точностью по прямолинейности на длине детали не более 0,03 мм круглой ПСТЗОО 60 76 9IA32H CMJK5, использовав плиту 7208-0011П ГОСТ 16528-81.
Режимы обработки превысили применяемые в обычном способе плоского щлифования с помощью приспособления на 70% и составили: t 0,007 мм/ход; V 30 м/с; S j 12 м/мин.
Формула изобретения
40
Способ плоского шлифования пакета деталей, которьй закрепляют с помощью магнитных сил и сообщают ему возвратно-поступательное перемещение относительно вращающегося шлифовального круга, отличающийся тем, что, с целью повышения производительности и качества обработки на
45
50
цилиндрических нежестких деталях, длинных плоских уступов, равных Л 1/2 диаметра детали, детали на магнитной плите располагают под углом к направлению возвратно-поступательного
перемещения, при этом угол выбирают в пределах 10-80.
fi 5 6
Snp
/ftvtTvdTv
sssfs :4 : i Af f yji /f fi(i
. . v .. . , ; . .
Г: ;:л /-;.--.--:- - ..- .................. I l « . f I
Фиг,1
Фиг. 2
| Терган B.C | |||
| Плоское шлифование | |||
| М | |||
| : Высшая школа, 1974, с | |||
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
| Электролитический счетчик ампер-часов | 1925 |
|
SU1406A1 |
