сл
сд
ю
00
;о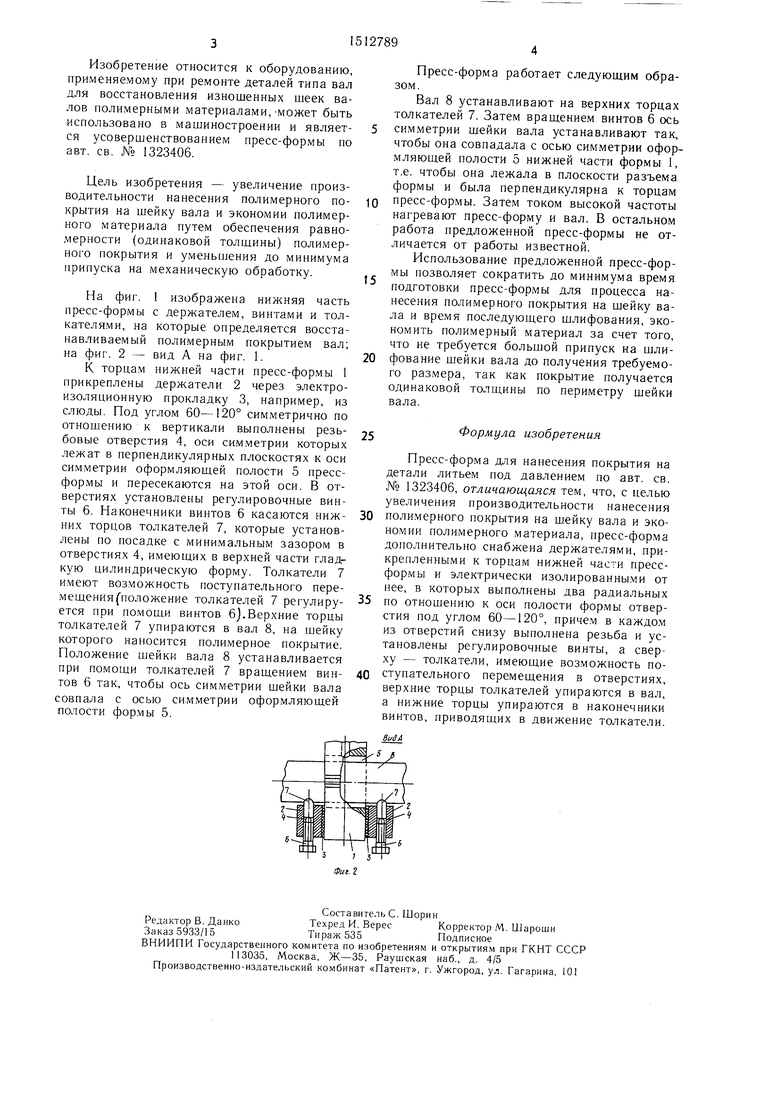
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для нанесения покрытия на детали литьем под давлением | 1983 |
|
SU1147582A1 |
| Пресс-форма для нанесения покрытий на детали литьем под давлением | 1986 |
|
SU1323406A2 |
| Способ восстановления изношенных поверхностей деталей типа валов | 1983 |
|
SU1199657A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Способ изготовления металлических литейных форм | 1980 |
|
SU891200A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1340894A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1759524A1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1986 |
|
SU1360886A1 |
Изобретение относится к оборудованию, применяемому для восстановления шеек валов полимерными материалами. Цель - повышение производительности нанесения полимерного покрытия на шейку вала и экономия полимерного материала. Вал 8 устанавливают в прессформу на верхних торцах толкателей 7. Затем вращением винтов 6 ось симметрии шейки вала устанавливают так, чтобы она совпала с осью симметрии оформляющей полости 5 нижней части формы 1, т.е. чтобы она лежала в плоскости разъема формы и была перпендикулярна торцам пресс-формы. Затем током высокой частоты нагревают пресс-форму и вал. 2 ил.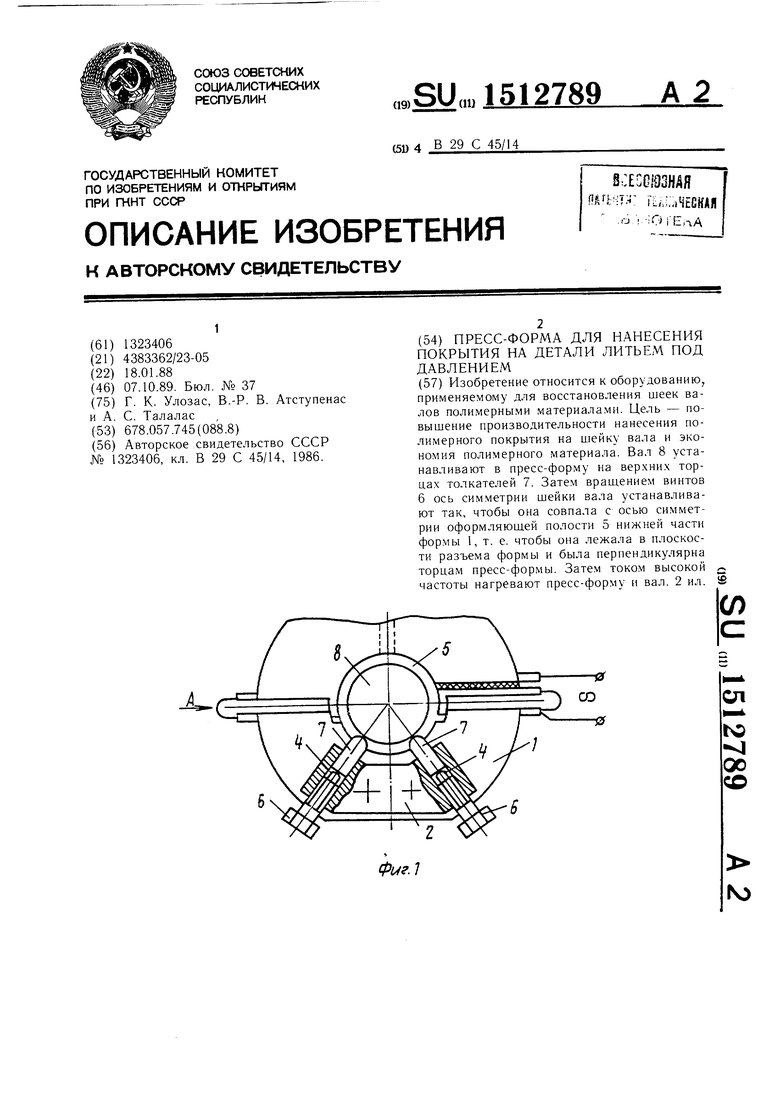
Фиг.1
Го
Изобретение относится к оборудованию, применяемому при ремонте деталей типа вал для восстановления изношенных шеек валов полимерными материалами,-может быть использовано в машиностроении и является усовершенствованием пресс-формы по авт. св. № 1323406.
Цель изобретения - увеличение производительности нанесения полимерного покрытия на шейку вала и экономии полимерного материала путем обеспечения равномерности (одинаковой толщины) полимерного покрытия и уменьшения до минимума припуска на механическую обработку.
На фиг. 1 изображена нижняя часть пресс-формь с держателем, винтами и толкателями, на которые определяется восстанавливаемый полимерным покрытием вал; на фиг. 2 - вид А на фиг. 1.
К торцам нижней части пресс-формы 1 прикреплены держатели 2 через электроизоляционную прокладку 3, например, из слюды. Под углом 60-120° симметрично по отношению к вертикали выполнены резьбовые отверстия 4, оси сим.метрии которых лежат в перпендикулярных плоскостях к оси симметрии оформляющей полости 5 пресс- формы и пересекаются на этой оси. В отверстиях установлены регулировочные винты 6. Наконечники винтов 6 касаются нижних торцов толкателей 7, которые установлены по посадке с минимальным зазором в отверстиях 4, имеющих в верхней части гладкую цилиндрическую форму. Толкатели 7 и.меют возможность поступательного перемещения (положение толкателей 7 регулируется при помощи винтов 6J.Верхние торцы толкателей 7 упираются в вал 8, на щейку которого наносится полимерное покрытие. Положение шейки вала 8 устанавливается при по.мощи толкателей 7 вращением винтов 6 так, чтобы ось симметрии шейки вала совпала с осью симметрии оформляющей полости фор.мы 5.
Пресс-форма работает следующим образом.
Вал 8 устанавливают на верхних торцах толкателей 7. Затем вращением винтов 6 ось си.мметрии шейки вала устанавливают так, чтобы она совпадала с осью симметрии офор- .мляющей полости 5 нижней части формы 1, т.е. чтобы она лежала в плоскости разъема формы и была перпендикулярна к торцам пресс-формы. Затем током высокой частоты нагревают пресс-форму и вал. В остальном работа предложенной пресс-формы не отличается от работы известной.
Использование предложенной пресс-формы позволяет сократить до минимума время подготовки пресс-формы для процесса нанесения полимерного покрытия на шейку вала и время последующего шлифования, экономить полимерный материал за счет того, что не требуется большой припуск на шли- фование шейки вала до получения требуемого размера, так как покрытие получается одинаковой толщины по периметру шейки вала.
25
Формула изобретения
Пресс-форма для нанесения покрытия на детали литьем под давлением по авт. св. № 1323406, отличающаяся тем, что, с целью увеличения производительности нанесения
иоли.мерного покрытия на шейку вала и экономии полимерного материала, пресс-фор.ма дополнительно снабжена держателями, прикрепленными к торцам нижней части пресс- формы и электрически изолированными от нее, в которых выполнены два радиальных
по отношению к оси полости формы отверстия под углом 60-120°, причем в каждом из отверстий снизу выполнена резьба и установлены регулировочные винты, а сверху - толкатели, имеющие воз.можность поступательного перемещения в отверстиях, верхние торцы толкателей упираются в вал, а нижние торцы упираются в наконечники винтов, приводящих в движение толкатели.
| Пресс-форма для нанесения покрытий на детали литьем под давлением | 1986 |
|
SU1323406A2 |
| Солесос | 1922 |
|
SU29A1 |
