11; обрсг1Ч1ие относится к обработке метал, юв да1;л1 нием, а именно к оборудованию для ;i3(чгговления изделий ротационной Bill тяжкой
11ел1 нзобретемия - расни1ренне те.х- но.югнчески.х возможностей за счет вели- чсния диапазона длин обрабатываемых дета.ICH, новьниенне ироизводительности ну- гсм ()гов,1(Д1НЯ детали за один проход, сни женнс 1ега, 1, 1оемкости за счет умень- Н1ення д.|нны станины и повьмиение качества изде.шй за счет повышения вибро- устойчнвости с 1 анка.
На (|)И. 1 станок, общи) ид; на фиг. 2 )азрез А-.Л на фиг. 1.
(ланок состоит из горизонта. гьной станины 1 с закренленной на ней ненодвижио нередн(-11 бабкой 2 со Н1нинделем и э, 1ектро- и)иводо 1 .3. Но нанравляк)Н1им станнШ)
в ос.чи)м наг1ран, 1енни |-я.и .ра i нате, |ьн(1 неремсн астся кЛ1 ;ь 4 с ,ieHiibi u в ней раскагнымн ро.п также ;iMeK)Huix возможность во.it;: стунатс,1ьного перемещения в |U:. направлении. На иротнвоио,1о/)н(и i ней бабки стороне станнны смин задняя бабка 6 досылания ил1 заготовки на онравке 7. Оирапк.: рована в полом вращающемся i 8 с закрепленными па нем (нкипп вода вращения и шлицсво BI передачи вращательного дв11женн ; де. 1Я на оправк. Оп 1авка 7 же1 ди11С11а со 1Н,1иiiCBi ivi ва, 1ом 11, чс рый оправке придается Bjiainaic возвратно-носг нате.1ьнос дин жени с во|( вал в СВОК1 очерс дь cx oHii
НОДНЧ1НННКОВПМ у 3.1 с. в оси р ни им:; Ч
I : Ht. rnpl
ириж
I i н i ч,. ; (I I
1 K( 111 от 411
ь.:; ;ч i
., Mill)
111.1 liiii.i
СЛ O5
00
CO
Н)г ycH.iML попоречиои )( 11| 12- В кор- iifpiMHfii бабки li одной плоскости с о ь.К) оправки устаиов. юны лва Te:iecKoiin- чоских I илроцилиидра 1:5, причем правые тянущие игроки 14 С()еди)1ен1)1 с к.летью 4. 11ори1еиь 1 |тока 14 HaiipaB.:ieii no внут- peiiiieii 11ове|)хиости ьмон гированной в основ- iiiiii иилиид() |-и;1ь:Я)1 1Г наружная новерх- Hocib которой нв, 1яется нанравляклце BI(J- ) iHTOKa И), жестко соеднненног о с попе- речноГ I laHein oii 2. при ;1Т(.)м но|)1пень i.ii-C Kj И) . 1еи но впут|)еннс11 noiiepx- iioi in ocHiiBHoio тидроии,1Индра.
( тапок работает следующим образом.
()Товка одевается на оправку 7. до- сьнается прижимом (адпей бабки fi до торна омранки В 1 лучае. если обработка нро- и (ВОДИТСЯ 6i. i поджима .UITOTORKH. и))ижим (алпей бабки о тводится в осевом пан|1ав Ленин и : адняя бабка смещается в ноие- рсчпом паправ, leniiii, освобождая рабочую iony. В 1.|учае, ес.чи обработка производится с ноджимом, нронессе обработки Л|1пжи -: иерементается вместе с оправкой, обеспечивая пеобходимш усилие нолжима. I loc. ie полжима за1 О1Ч)вки вк. 1К)чается :, 1ект- юпривол 3 вра11игтелы1о|-о лвижеиня оправки и маслостанпия. ;,алее pa6oia может
НрОИЗВОДИ Т1.СЯ ИО HCCKO. IbKUM Н ЖИМаМ.
Режим и)1бнрае1 ся к зависимости от длины об раба I MiiacMoii дета, in,
1осле вкл 1оче1Л1 |;)ииодо( ьрантении оправки и мас. юстаннии птате i |,ное двн- жени1 че)( з И1КИ1 . П передае |;я пшин- Л1 ЛК) 8, ус1 ановлеппому i; нерелпе бабке J Kiji opi.in a pei пт ппкл)) .Ч1 улл ч ИМ ириво- |И ii-o iijMni . и ш- liv iin; oii вал 11 п лачдко , 1 Ч UI i Cll и 1 ; с h 1л О : ;м | , 7 Раск;пные po;;ih, .) iK iH-MiMua 101 ;-я и ..лом | : 1П| 1ар, i- онр.тьлс, обесле ибхолпмыи ia ;о,1. асл 01. ; ai Hii иос ПС л ; n(j.iocTi) .Л япх лил о лил1п;д|)а гч. кл п ч по.юсть Ь :япу1П1Ло лп. и1ПЛ)а . Ч раверсы 12 При том rKOfiocTh переме ненпя Hopnineii обсшх ни- кшдров наст) СИ таким o6|ia: OM, что V KupocTi, ие)еме1пл | п л поперечной (р аверсы Но сто. 11)Ко ра вьм. cKO|iocib нере- ме лтення K.ieTH. во ,ко ра i хо.т по- cpc4Hoii транер(. больли. хода к.и тп. При -)1ом рабочая схло.ютпческа я под.лк в (. :- )M на iipaB. ieiinn равпа 1,мме ,л-.о|)ос тей пх iii. pe ieiiU4inii.
1аки 1 iOM. носред л вом ni Tijh.i 14 с ло мп1К м . 1ено по 1Л1. 1ьзе 1 о и пт101ча (i, nopaieiH) кото)ого nanpaii.UMi по iii.ib.uiM l 1е. 1ес1 оиич1 ских ти Л|)011П. I ипдров I.S. свя- (апные жестко с ними к. к гь 4 и ipanepca
12 совершают встречные перемещения. Про- ИЗВОДИ1СЯ обработка изделия.
После завершения цикла обработки
энергоноситель подается в полости В и Г телескопических гидроцилиндров, совершается обратный ход клети и траверсы с оправкой, при котором производится съем детали с (Л1равки. Съем детали клетью с оправки
может производиться как с вращающейся, так и с невращающейся оправки. При этом, как и при рабочем ходе, возможно одновременное или раздельное перемещение оправки с траверсой и клети.
Применение изобретения позволит при
одних и тех же энергетических затратах и рабочем ходе получать детали в 2 раза больше но длине, т.е. позволит максимально исио.льзовать рабочую зону станка и технологические возможности его. существенно раси иряющие диапазон длин обра- батьн аемых деталей, а также получать детали за один проход, что значительно повысит производительность процесса. Достигаемое в станке повьипение виброустойчивости значительно новьплает качество изг()тав.1иваемых деталей.
Формула изобретения
0
5
Станок для ротационной вытяжки труб- Н1)1х деталей, содержантий смонтированную на станине клеть с деформирующими роликами, ишиндель с оправкой, привод про- л().П)Ного перемещения, нереднюю бабку и .1ва идроцилиндра, отличающийся тем, что, с цел1)Ю расширения технологических воз- можностс за счет увеличения диапазона длин обрабатываемых дета;1ей, повышения п|)оизводительности нутем нзготовления де1али за один проход, снижения металло- емкосги за счет уменьшения длины станины и повьппения качества изделий за счет
0 повып1ения вибройстойчивости станка, он снабжен ноиеречной траверсой, шлицевы.м валом с подшипниковой опорой в центрально осевой части траверсы, жестко соединенным с оправкой посредством щлице- вой втулки для передачи вращательного движения оправке от шкива, насаженного на пниндель, мри этом гидроцилиндры вы- по.1нены телескопическими, одна пора штоков к()1о|)ых соединена с клетью, а другая na|ia шюков - с поперечной траверсой,
.-. п|1ичем т)аверсы с оправкой и клеть смонтированы с возможностью встречного и раз- ле.1ьио1() возвратно-поступательного пере- нмцепия.
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ротационного выдавливания | 1987 |
|
SU1493355A1 |
| Станок для ротационной вытяжки цилиндрических деталей | 1989 |
|
SU1632566A1 |
| Устройство для ротационной обработки полых изделий | 1980 |
|
SU863082A1 |
| Рабочая клеть стана для ротационного выдавливания | 1988 |
|
SU1637905A1 |
| Станок для ротационной вытяжки | 1979 |
|
SU829262A1 |
| Станина станка преимущественно для ротационного выдавливания | 1989 |
|
SU1680413A1 |
| Способ ротационного выдавливания конических деталей из плоских заготовок | 1988 |
|
SU1607993A1 |
| Станок для ротационного выдавливания | 1974 |
|
SU505468A1 |
| Станок для ротационного выдавливания изделий из трубчатых заготовок | 1975 |
|
SU751468A1 |
| Станок для ротационного выдавливания изделий из трубчатых заготовок | 1976 |
|
SU732051A1 |
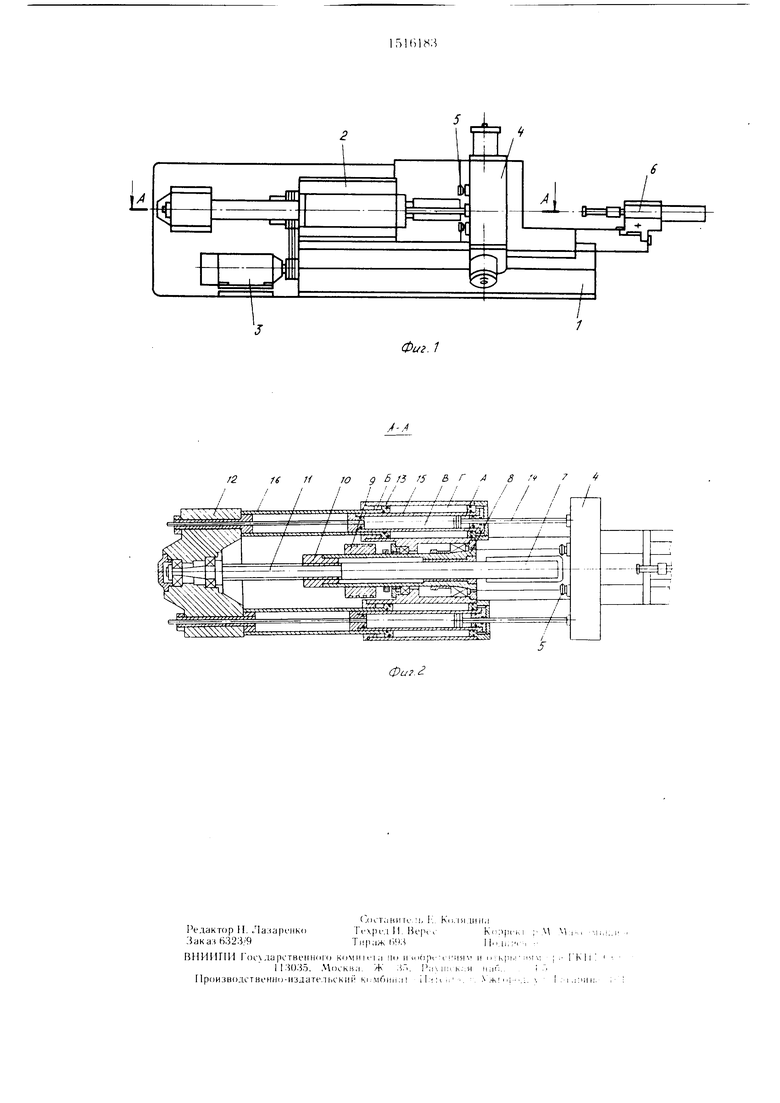
Изобретение относится к обработке металлов давлением, а именно к оборудованию для изготовления изделий ротационной вытяжкой. Цель изобретения - расширение технологических возможностей станка за счет увеличения диапазона длин обрабатываемых деталей, повышение производительности путем изготовления детали за один проход, снижение металлоемкости за счет уменьшения длины станины и повышение качества изделий за счет повышения виброустойчивости станка. Станок содержит смонтированные на станине клеть с деформирующими роликами, шпиндель с оправкой, привод продольного перемещения и переднюю бабку. Корпус передней бабки оснащен двумя телескопическими гидроцилиндрами. Одна пара штоков цилиндров соединена с клетью, а другая пара с поперечной траверсой. Траверса и клеть имеют встречное и раздельное возвратно-поступательное перемещения. Станок также снабжен шлицевым валом с подшипниковой опорой в центрально-осевой части траверсы, и жестко соединенным с оправкой постредством шлицевой втулки, передающей вращательное движение оправке от шкива, насаженного на шпиндель. При этом возможно одновременное или раздельное перемещение оправки с траверсой и клети. 2 ил.
f2и ; 10 g Б }} 5 В Г A 8 /с 7
I I / I/I/ II / / / /
- / / --L
I / FJ-;; .. /
:, :L:jiii§H -
/
:, :L:jiii§H -
