V 1 V V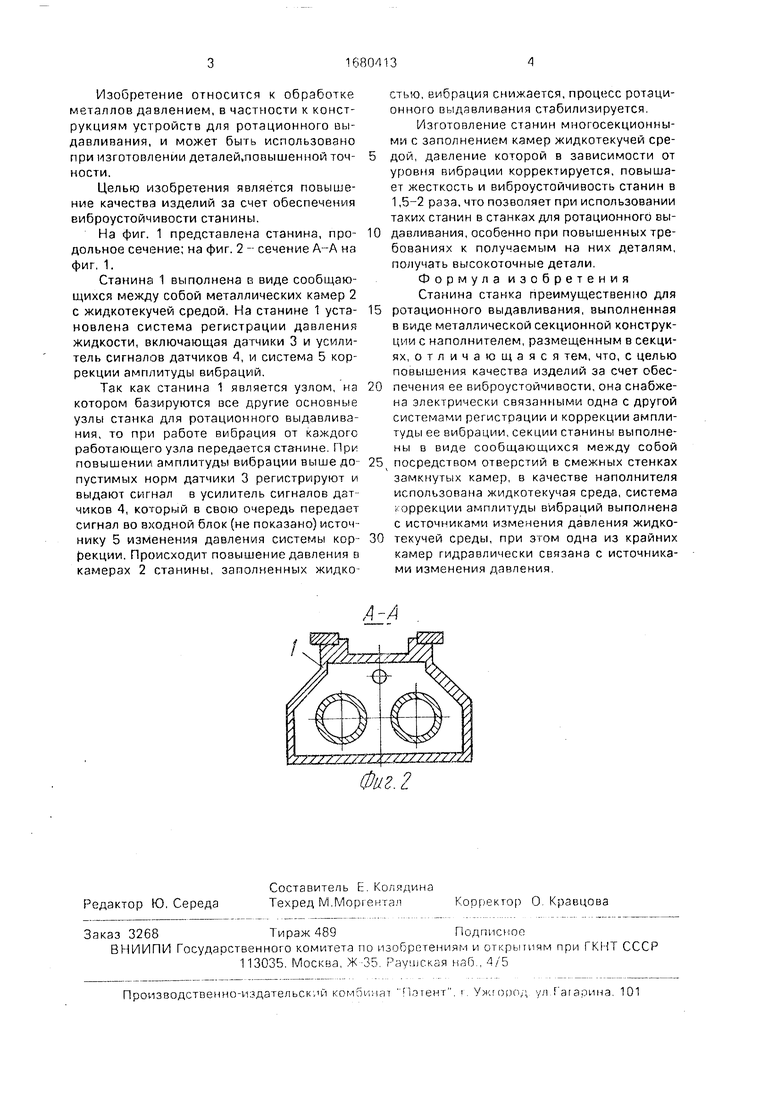
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ротационного выдавливания конических деталей из плоских заготовок | 1988 |
|
SU1607993A1 |
| Станок для ротационной вытяжки трубных деталей | 1987 |
|
SU1516183A1 |
| Рабочая клеть стана для ротационного выдавливания | 1988 |
|
SU1637905A1 |
| Устройство для ротационного выдавливания | 1987 |
|
SU1493355A1 |
| Станок для ротационной вытяжки цилиндрических деталей | 1989 |
|
SU1632566A1 |
| Способ поднастройки системы СПИД | 1982 |
|
SU1038082A1 |
| Станок для ротационной вытяжки | 1979 |
|
SU829262A1 |
| Устройство для обработки тонкостенных труб | 1981 |
|
SU1025496A1 |
| Система адаптивного управления металлорежущим станком | 1980 |
|
SU1001013A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЦЕНКИ ВИБРОУСТОЙЧИВОСТИ КОМПОНЕНТА КЛАПАНА УПРАВЛЕНИЯ ТЕКУЧЕЙ СРЕДОЙ | 2012 |
|
RU2592041C2 |
Изобретение относится к обработке металлов давлением, в частности к ротационному выдавливанию, и может быть использовано в станках для ротационного выдавливания при изготовлении деталей повышенной точности. Цель изобретения повышение качества изделий за счет обеспечения виброустойчивости станины Станина выполнена в виде сообщающихся между собой посредством отверстий в смежных стенках замкнутых камер 2, заполненных жидкотекучей средой. На станине установлена система регистрации, включающая датчики 3 амплитуды вибрации и усилитель 4 сигналов датчиков, и система 5 коррекции амплитуды вибраций. Изготовление станин многосекционными с заполнением камер жидкотекучей средой, давление которой в зависимости от уровня вибрации регулируют и корректируют, повышает жесткость и виброустойчивость станин, что повышает точность изделий 2 ил.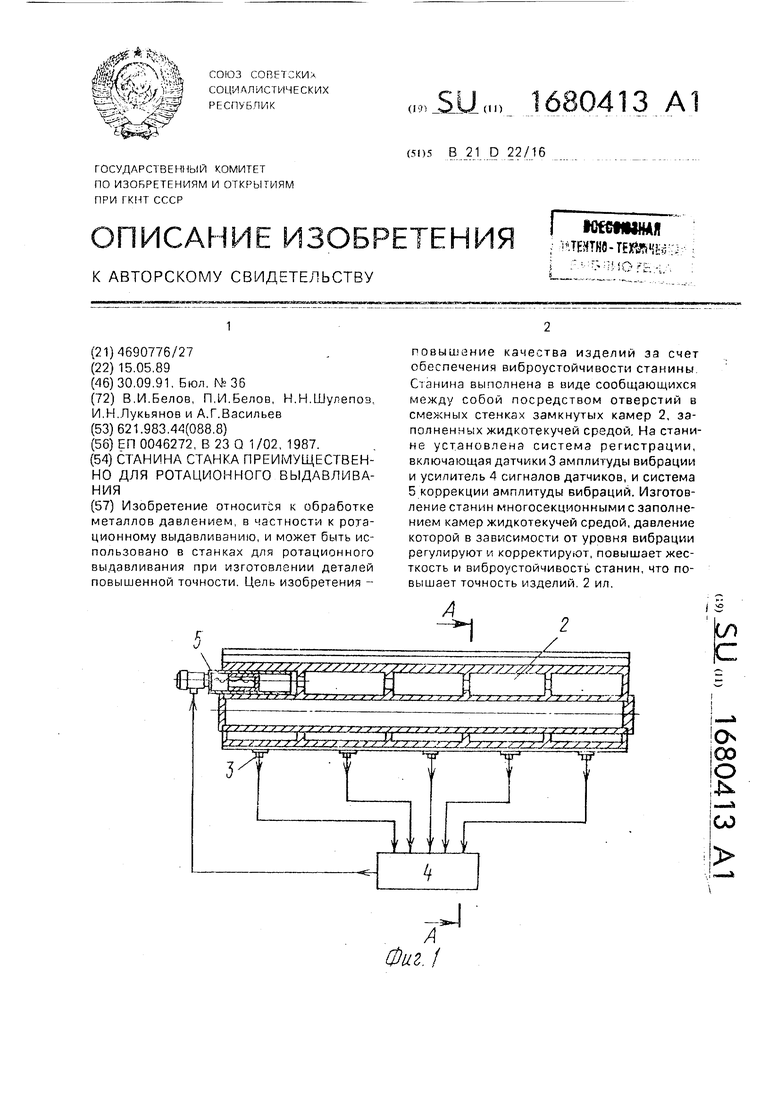
А
-J
Изобретение относится к обработке металлов давлением, в частности к конструкциям устройств для ротационного выдавливания, и может быть использовано при изготовлении деталей.повышенной точ- ности.
Целью изобретения является повышение качества изделий за счет обеспечения виброустойчивости станины.
На фиг. 1 представлена станина, про- дольное сечение; на фиг. 2 - сечение А-А на фиг. 1.
Станина 1 выполнена о виде сообщающихся между собой металлических камер 2 с жидкотекучей средой. На станине 1 уста- новлена система регистрации давления жидкости, включающая датчики 3 и усилитель сигналов датчиков 4, и система 5 коррекции амплитуды вибраций.
Так как станина 1 является узлом, на котором базируются все другие основные узлы станка для ротационного выдавливания, то при работе вибрация от каждого работающего узла передается станине При повышении амплитуды вибрации выше до пустимых норм датчики 3 регистрируют и выдают сигнал в усилитель сигналов дат чиков 4, который в свою очередь передает сигнал во входной блок (не показано) источ - нику 5 изменения давления системы кор- рекции. Происходит повышение давления в камерах 2 станины, заполненных жидкостью, вибрация снижается, процесс ротационного выдавливания стабилизируется.
Изготовление станин многосекционными с заполнением камер жидкотекучей средой, давление которой в зависимости от уровня вибрации корректируется, повышает жесткость и виброустойчивость станин в 1,5-2 раза, что позволяет при использовании таких станин в станках для ротационного выдавливания, особенно при повышенных требованиях к получаемым на них деталям, получать высокоточные детали.
Формула изобретения Станина станка преимущественно для ротационного выдавливания, выполненная в виде металлической секционной конструкции с наполнителем, размещенным в секциях, отличающаяся тем, что, с целью повышения качества изделий за счет обеспечения ее виброустойчивости, она снабжена электрически связанными одна с другой системами регистрации и коррекции амплитуды ее вибрации, секции станины выполнены в виде сообщающихся между собой посредством отверстий в смежных стенках замкнутых камер, в качестве наполнителя использована жидкотекучая среда, система горрекции амплитуды вибраций выполнена с источниками изменения давления жидко- текучей среды, при этом одна из крайних камер гидравлически связана с источниками изменения давления
| ВАГОННАЯ ЦЕЛЬНОКОРПУСНАЯ БУКСА | 1934 |
|
SU46272A1 |
