ел
;о
00
оо со
l-1:u)6pcieniie относится к области литейного 11);,и rrio,. в часпшсгн к литейным а вго ма г ически м л и и и я м.
Целью н:юбротения является рас1иирение техно-тогических возможностей путем обеспечения удалении немагнитного скрапа и еокра- Н1ения числа рабочих путей автоматизапии удаления скрапа.
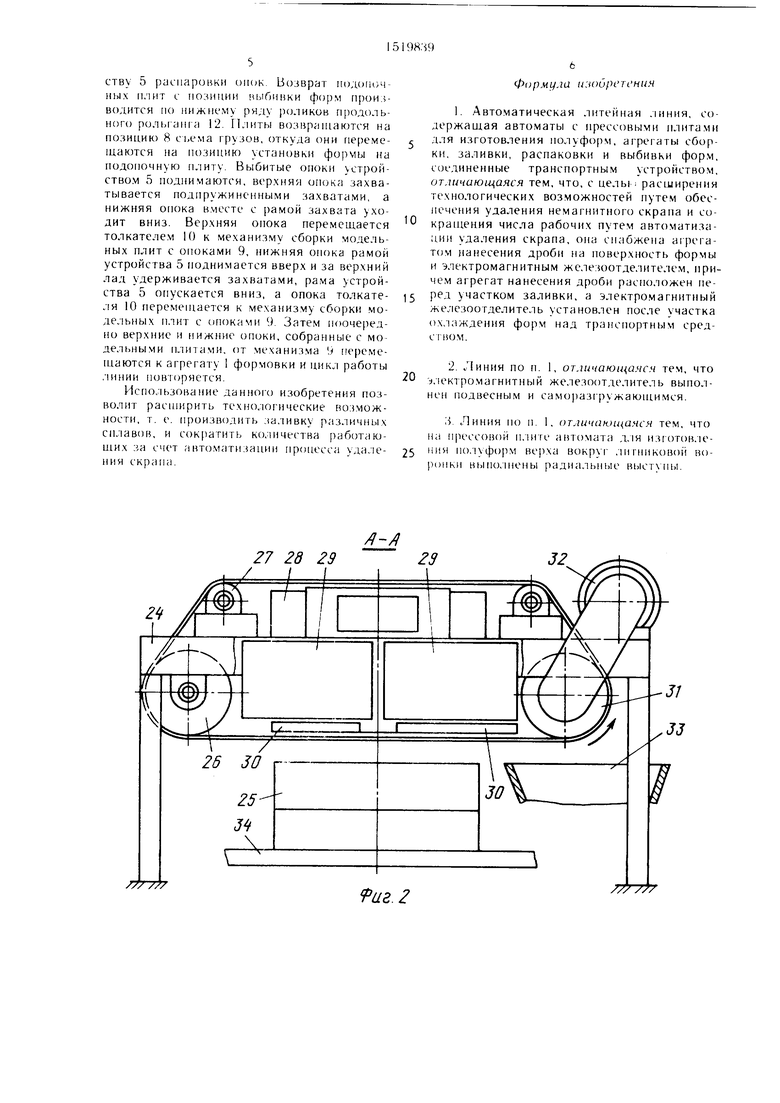
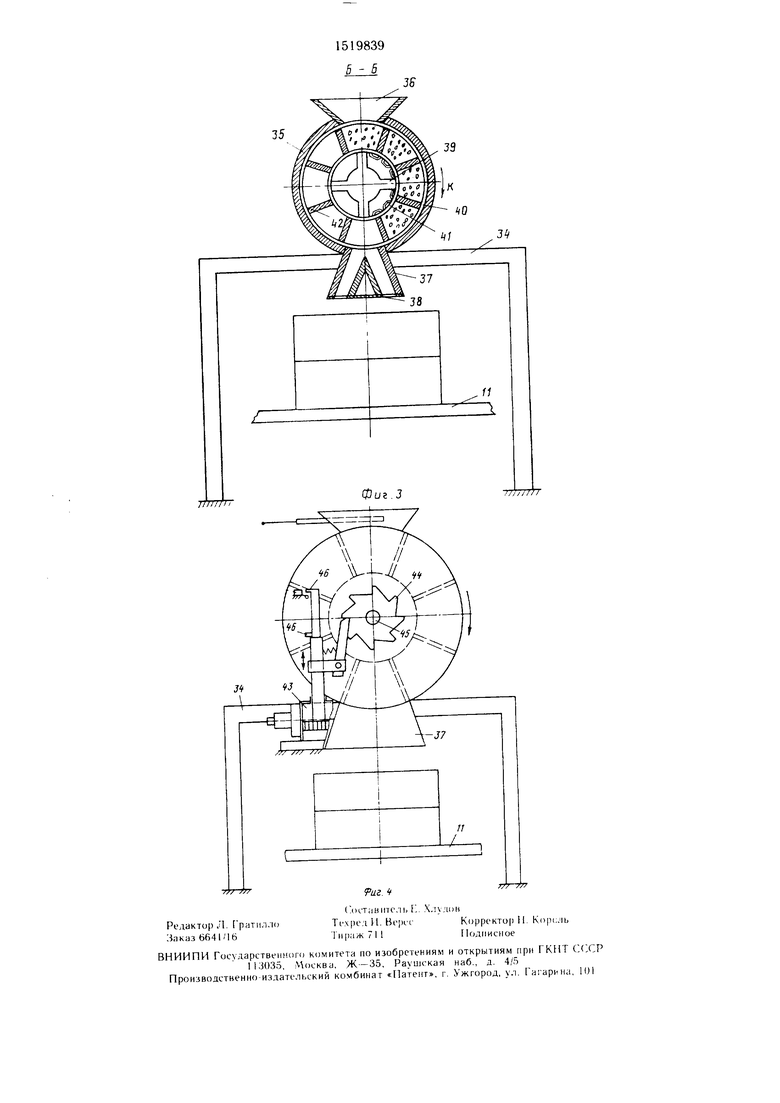
На фиг. 1 изображена линия, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 - кинематическая схема агрегата нанесения дроби.
Автоматическая литейная линия содержит агрегат 1 изготовления форм, агрегат 2 снариЕ ания нолуформ, устройство 3 для заливки, агрегат 4 выбивки, устройство 5 для раснаривания опок, кантователь 6, механизм 7 онускания полуформ, механизм 8 наложения и съема грузов, толкатели И), формс)вочн1 1Й рольганг 11, охладительный рольганг 12, нонерепные рольганги 13 и 14, механнзм 15 съема дефектных полхформ, механизм 16 выдавливания форм()1Н)чной смеси из полуформ, механизм 17 спаривания онсж, механизм 18 возврата пустых опок на повторную формовку, Ka.Toiui гель 19, рольганг 20 для транспортировки бракованных опок, агрегат 21 для нанесения на поверхност) формы вокруг литннково11 воронки ферромагнитной дроби, подвесно саморазгружающийся электромагннт1П)1Й же- лезоотделнтель 22, емкость 23 д.1я сбора скрапа.
11одвесной саморазгружающийся :)лектро- магнит 1ы11 же.тезоотделитсль 22 ((()иг. 2) состоит из рамы 24, установ.к нно над мами 25, на раме 24 закреплены натяжной барабан 26, направляющие ро.мики 27, 4,тект|)омагпит 28, соде()жа1ций намагничивающие катушки 29 и нолюснме наконечники 30. Па раме 4 закреплены также и при- водноп барабан 31 и привод 32, емкость 33. Arpeiai 21 для Ешнесенпя на поверхность .1итейно11 Г) ()ормы вокруг литниковой воронки колыи во11 порции ферромагнитной дроби СОСТОЙ из рамы 34, установ.:|енной под po.ibi aiii oM 11, на установлен барабан 35, снабженный загрузочно ворон- Koii :5( и разгрузсзчной воронкой 37. со- держапк Н концентрично установленньп конус , закреп,тенный на воронке 37 с lio- MOHUiK) крестовины 39 Внугрн барабана 35 раиюложен выполненный с возможностью врап1ения внутренний барабан, соде 1жа1ЦИ11 обечайк 40. на внутренней стороне кото- poi: паспо 1() магниты 41. ,i н: . наруж- iioiiие1)егородки 42. разделяюпиа пространство между обечайкой 40 и барабаном па секпни равного объема. К дискам барабана 39 ;1 1иварены полуоси 4-1. Рядом с ип- p(jiiKoii 37 закреплен nopiHHinioii двикпель 43, на HiTOKe когорого смонтирован с воз- можностьк поворота палец, находянипк я в .ишеплепнн с храповиком 44, закрен.чеп
0
5
5
0
5
0
5
0
)
ным па валу 45. Шток nopiHHeiioro двига- те.мя 43 спабжен выступами 4Г: которыми установлен конечный выключатель.
.Лвтоматическая литейная ,1иния работает следующим образом.
lia ai peraTe 1 формуются по(.1че)едно нижние и верхние нолуформы, которые после отделения от н.тавающих модельных плит (нротяжки моделей) приводными p JЛИкaми подаются и к кантователю 6, -де поворачиваются на 180° отпечатком вверх. Затем механизмом 7 нолуформа опускается и сталкивается толкателем на рольганги позиции усгановки стержней (фиг. 1). Верхняя полуформа доно.чпнте,тьно кантуется на 180° на втором кантователе (J. В агрегате 2 происходит спаривание нолуформ н собранная ф(.)р- ма 11еремеп1ается к агрегату 8 на позицию установки формы на подоночную плиту и наложения на нее груза. (Собранная форма на пидопочпой плите перемеп1ается под ai pe- гат 21. При :)1Г)М форма нажимает на конечный вык.тючате.ть (не показано), который подаст сп1пал на золотннк поршневого двпга- геля 43 (фиг. 4). Шток этого цилиндра п чк мешается вверх, палец поворачивает хра- новик 44, барабан 39 поворачи15аетси на 45 и дробь, находящаяся в из секций, высыпается в воропку 37 п, высыпаясь в зазор меж,;у BOpoHKoii 37 и конусом .38, образует на ко:и цевой с,1ой ij)eppoMai - нитной дроби, когорая в си.ту cBocii 60,11, той подвижное 1И .:1агается г.тавным об- |)аз()м в ка1 авках вокруг .титниконо воронки. Па позиции Л происходит заливка форм а сгенит ной ста.тью Г13, 1. При г(;м Bcn,:iec- ки и брызги мета,1.та пе -растекаются по всей поверхности формы, а располагаются в канавках вокруг лпгни.ковой воронки, гд1 смешиваются с, 4 eppv)Maгнн гной дробью. Ixiaro- даря сменшванию с (|н рромагнптно11 дробью химический сосгаи брызг и всплесков метал- , нзменяегся: уве.тичивас i ся HiionciiiHoe содержание уг.и р()да и Железа и соответ- с гвенно уменьшается процентное содержание MapiaHHa. Б.1;иода|( :1тим изменеш1ям всплески и брыз и крпсга, 1ли.(К)тся не в виде немагнитною аустенита, а н вилс ферро- ма1пнтно1Ч1 мартенсита и фср(1сл агнитны карбидов.
15а, ||)Ормы iicpCMenLaioTcii к поперечному ролы ату ., но р).ч1 ;кам котчзрого ()Орма уходит на рольганг 12 и позиции ст.ема py;-Ui механизмом 8 н носл( формы но 1)о, 1ыаи1 у 12 проходят под подвеспым самораз1 ружиюп1имся :(, 1скт ромагнитным же- .тсзоот делиге.тем 22. . veт аллическне тела MarHHTHoii пандеромоторпой си.тоГ притя1-и- зают ся к полк)1 Н1)1м HaKOHe4HHKaN; 30 (фиг. 2) ii разгрузочно .TCiiTdi i Hi iiioc i: I.-M н ем кость .33. -ia.iH i i.ie (|)0рмы на п ),л,1,нгс 12 перемешаются на arpciar шлОинкп 4. Пос- .те выбивки уже выбитые опоки и- поперечному ро,п1 гангу 14 пе|)емеша1отся к стр()йству 5 paciiapoBKH опок. Возврат иодсмюч- 11ЫХ n. inT с позиции выбинки форм производится по НИЖШ Му ряду pCJ.IHKOB П)ОДОЛЬного роль,гапга 12. Плиты возвр.ипаются на позицию 8 сьема грузов, откуда они перемещаются на позицию установки формы на гюдопочную плиту. Выбитые опоки устройством 5 поднимаются, верхняя опока за.хва- тывается подпружиненными захватами, а нижняя опока вместе с рамой захвата уходит вниз. Верхняя опока перемещается толкателем К) к механизму сборки модельных плит с опоками 9, нижняя опока рамой устройства 5 поднимается вверх и за верхний лад удерживается захватами, рама устройства 5 опускается вниз, а опока толкате- .ля 10 перемещается к механиз.му сборки мо- дельпых плит с опоками 9. Затем поочередно верхние и нижние опоки, собранные с мо дельными плитами, от .механиз.ма 9 перемещаются к агрегату 1 формовки и цикл работы .чинии повторяется.
Использование данного изобретения позволит расширить технологические возможности, т. е. производить за,-1ивку различных сплавов, и сократить количества работающих за счет автоматизации процесса уда.ле- ния скрапа.
0
0
5
Формула и-ло6рстсн11Я
. Автоматическая литейная .линия, содержащая автоматы с прессовыми плитами для изготовления полуформ, агрегаты сборки, заливки, распаковки и выбивки форм, соединенные транспортным устройством, отличающаяся тем, что, с целы- расширения технологических возможностей путем обеспечения удаления немагнитного скрапа и сокращения числа рабочих путем автоматизации удаления скрапа, оиа снабжена ai pera- том нанесения дроби на поверхность формы и электромагнитным железоотделителем, причем агрегат нанесения дроби расположен перед участком заливки, а электромагнитный железоотделитель установлен после участка охлаждения форм над транспортным средCriiOM.
2. Чиния по п. 1, отличающаяся тем, что э,лектро.магнитный железоотделитель выполнен подвесным и само))аз ружающимся.
il Линия по п. 1, отличающаяся тем, что па прессовой (клите автомата д.ля изготов,:е- иия по.луформ верха вокруг лигниковой воронки вьикхлнены радиаль}|ые .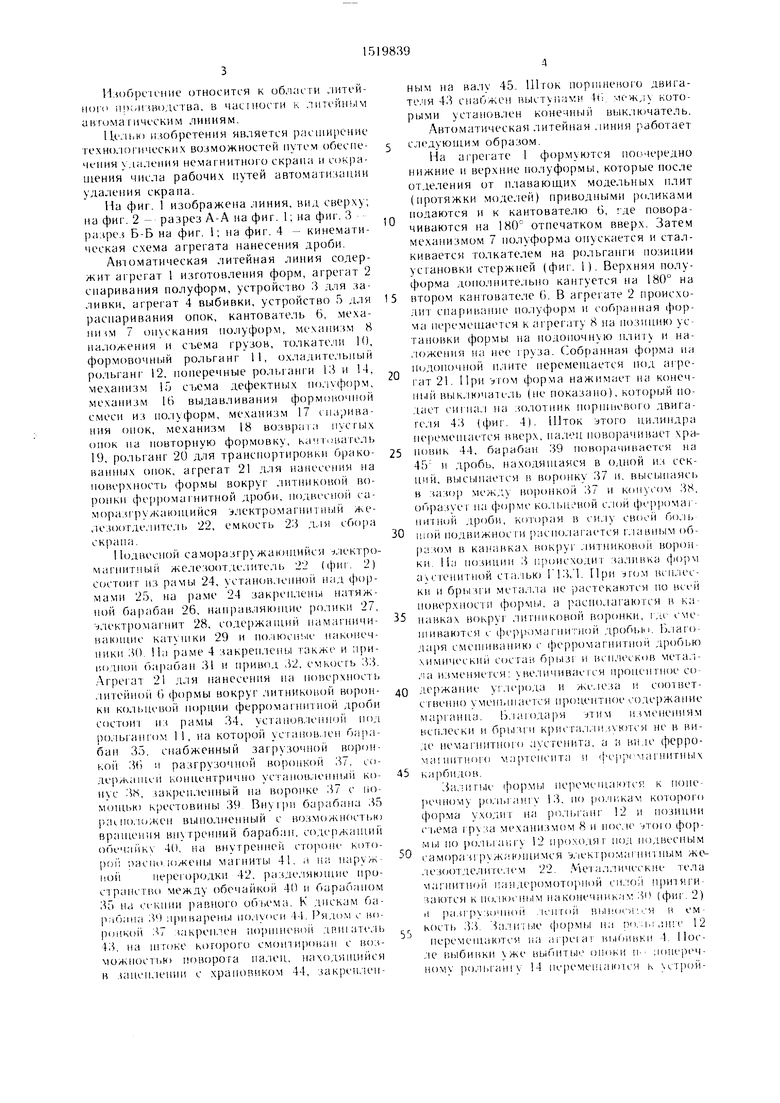
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая литейная линия | 1982 |
|
SU1060308A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
| Автоматическая формовочная линия | 1987 |
|
SU1447566A1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Надставная литниковая чаша | 1989 |
|
SU1770033A1 |
| Формовочная машина | 1983 |
|
SU1126359A1 |
| Автоматическая литейная линия | 1983 |
|
SU1107962A1 |
| Автоматическая литейная линия | 1981 |
|
SU1018799A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
Изобретение относится к литейному производству, в частности к литейным автоматическим линиям. Цель изобретения - расширение технологических возможностей за счет обеспечения удаления немагнитного скрапа и сокращения числа рабочих путем автоматизации удаления скрапа. Линия состоит из агрегата 1 изготовления форм, на прессовой плите которого выполнены радиальные выступы, агрегата 2 спаривания форм, устройства 3 для заливки, агрегата 4 выбивки. Перед устройством 3 для заливки расположен агрегат 21 для нанесения дроби на форму. После участка охлаждения установлен подвесной саморазрушающийся электромагнитный железоотделитель 22. 2 з.п. ф-лы, 4 ил.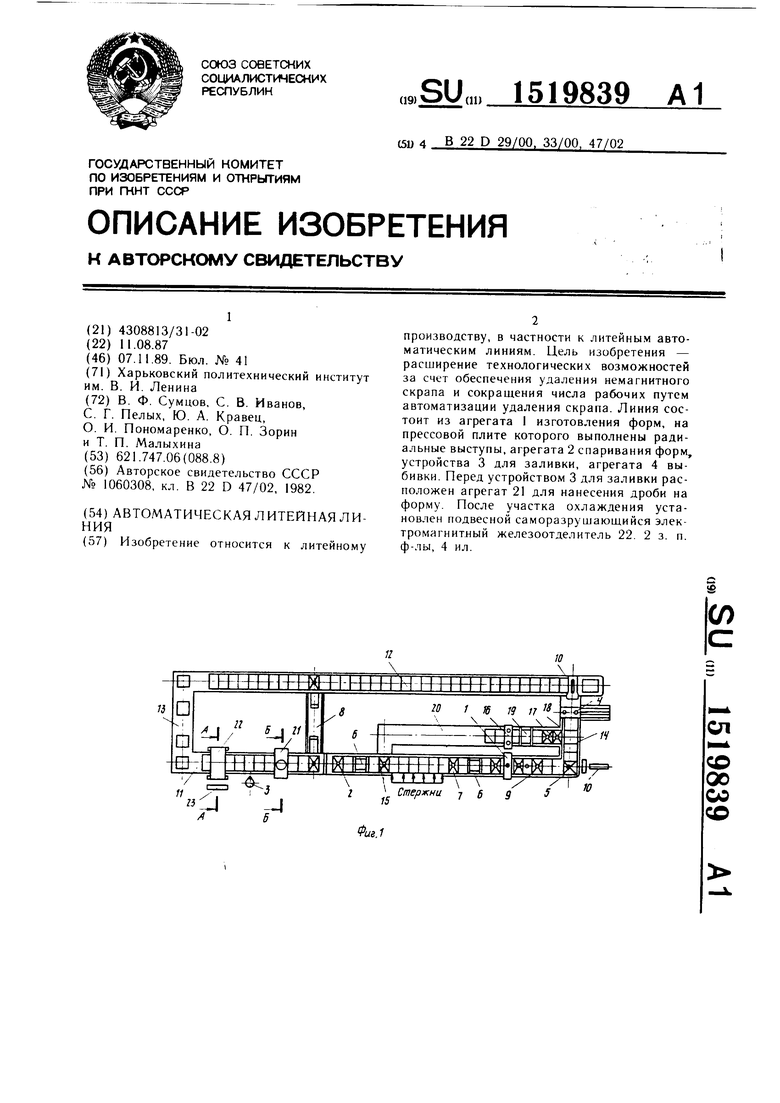
/// ///
f 112.2
//77//
/////А /
faz. w //
(д)стан1пель Г.. Хлулон Техред И. Ве кч-Корректор И. Король
Тираж 7 I I
Подписное
н Корректор
Подписное
| Автоматическая литейная линия | 1982 |
|
SU1060308A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
