1
(21)4318352/23-02
(22)20.10.87
(46) 15.11.89. Бюл. № 42
(71)Московский автомобильный завод им. И. А. Лихачева
(72)Е. Б. Краковский, Б. С. Красавин, Е. М. Зеликсон, Э. Ф. Киян,
Л. Л. Терентьев, В. М. Чикунов и Н. И. Евсиков (53)621.744.4(088.8)
(56) Альбом автоматических и комплексно- механизированных линий для литейного производства, изготавливаемых заводами ВПО «Союзлитмаш в 1978 г. Комплексная автоматическая линия модели- 17Л22821. Ростов- на-Дону, 1978.
(54) ФОРМОВОЧНЫЙ БЛОК (57) Изобретение относится к литейному производству и может быть использовано при изготовлении отливок и песчано-глинис- тых формах. Цель изобретения - снижение габаритных размеров участка и повышение производительности путем сокращения времени цикла. Формовочный блок содержит механизмы подачи пустых опок, распаровки опок и кантовки верхней опоки, изготовления полуформ, механизм кантовки верхней полуформы и сборки полуформ, механизм подачи собранных форм на литейный конвейер, транспортные рольганги. Новым в устройстве является позиция простановки стержней в виде ответвления от трассы участка в виде секции рольганга. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления литейных форм | 1981 |
|
SU1131588A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Автоматическая литейная линия | 1982 |
|
SU1058713A1 |
| Автоматическая литейная линия | 1979 |
|
SU846103A1 |
| Автоматическая литейная линия | 1982 |
|
SU1060308A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая формовочная линия | 1981 |
|
SU1031645A1 |
| Автоматическая линия изготовления отливок | 1982 |
|
SU1066742A1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении отливок в песчанно-глинистых формах. Цель изобретения - снижение габаритных размеров участка и повышение производительности путем сокращения времени цикла. Формовочный блок содержит механизмы подачи пустых опок, распаровки опок и кантовки верхней опоки, изготовления полуформ, механизм кантовки верхней полуформы и сборки полуформ, механизм подачи собранных форм на литейный конвейер, транспортные рольганги. Новым в устройстве является позиция простановки стержней в виде ответвления от трассы участка в виде секции рольганга. 1 ил.
Изобретение относится к литейному производству, в частности к оборудованию для изготовления литейных форм.
Цель изобретения - снижение габаритных размеров участка и повышение производительности путем сокращения времени цикла.
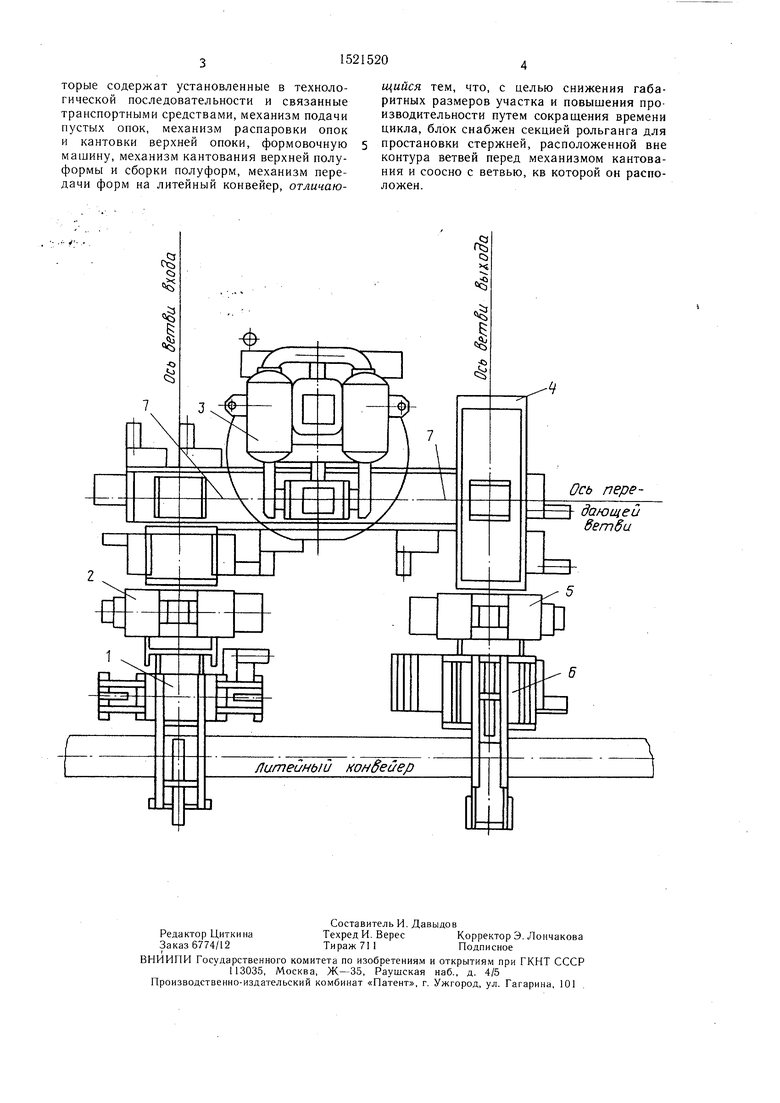
На чертеже представлен формовочный блок.
Формовочный блок состоит из механизма 1 подачи пустых опок, механизма 2 распаровки опок и кантовки верхней опоки, формовочной машины 3, секции рольганга
4для простановки стержней, механизма
5кантовки верхней полуформы и сборки полуформ, механизма 6 передачи форм на литейный конвейер, транспортных рольгангов 7.
Изготовление форм осуществляется сле- дующи.м образом.
Механизм I подачи пустых опок передает опоки с литейного конвейера в механизм 2 распаровки опок, где опока верха одновременно кантуется. Далее по рольгангам
7 опоки поочередно передаются к формовочной машине 3, где производится изготовление полуформ. Потом полуформы поступают к механизму 5 сборки полуформ, причем полуформа низа предварительно подается на секцию рольганга для простановки стержней, выполненную в виде ответвления от трассы участка, и находится там все время, в течение которого происходит изготовление полуформы верха, ее транспортировка к позиции сборки и кантовка. Собранные формы механизмом 6 передачи форм передаются на литейный конвейер. Таким образом, предлагаемая конструкция формовочного участка позволяет, имея всего одну позицию для простановки стержней, сократить время изготовления полуформ. При этом также снижаются габаритные размеры участка.
Формула изобретения
Формовочный блок, имеющий ветви, образующие в плане П-образный контур, косд to
сд to
торые содержат установленные в технологической последовательности и связанные транспортными средствами, механизм подачи пустых опок, механизм распаровки опок и кантовки верхней опоки, формовочную машину, механизм кантования верхней полуформы и сборки полуформ, механизм передачи форм на литейный конвейер, отличаюЛитейньш нонбеаер
щийся тем, что, с целью снижения габаритных размеров участка и повышения производительности путем сокращения времени цикла, блок снабжен секцией рольганга для простановки стержней, расположенной вне контура ветвей перед механизмом кантования и соосно с ветвью, кв которой он расположен.
