/ гв
СП
ьо
СП
N
05
Фигг
Изобретение относится к технологическому оборудованию и может быть использовано в приборостроении.
Целью изобретения является расширение технологических возможностей за счет сопряжения и фиксации плоских деталей.
На фиг. 1 изображена кинематическая схема предлагаемого автомата; на фиг. 2 - сборочное устройство.
Автомат для сборки деталей (фиг. 1) содержит разменденные на станине 1 бункеры 2 и 3 с питающими лотками 4-6, толкатель 7, сборочное устройство в виде захвата 8 и оправки 9, две вальцовочные головки 10, а также кулачковый вал 11 с приводом 12.
Оправка 9 (фиг. 2) закреплена на концах лотков 4 и 5 и имеет на боковых поверхностях прямоугольные пазы 13 и 14 переменной глубины, причем участки различной глубины каждого из пазов 13 и 14 соединены между собой наклонным участком. Головки 10 размещены напротив участков меньшей глубины. Лоток 4 снабжен наклонным соплом 15 для подачи сжатого воздуха, а лоток 5 - наклонным соплом 16, пневматически связанными с клапаном 17.
Автомат работает следующим образом.
Детали типа экран 18 подаются из бункера 3 по лотку 6 и загружаются в захват 8 с помощью толкателя 7. Далее захват 8 перемещается влево до упора в оправку 9. Из бункера 2 по лоткам 4 и 5 пластины 19 также подаются к оправке 9. При срабатывании клапана 17 сжатый воздух стекает из наклонных сопел 15 и 16. За счет эжекции пластины 19 перемещаются вдоль пазов 13 и 14 и заходят в отверстия экрана 18. Затем
3
захват 8 перемещается вправо так, чтобы выступы пластин 19 были расположены напротив вальцовочных головок 10. При этом пластины 19, перемещаясь вдоль участков меньшей глубины пазов 13 и 14, располагаются параллельно поверхности экрана 18. Ходом навстречу друг другу головки 10 фиксируют детали 18 и 19 между собой. Захват 8 возвращается в исходное положение, и толкатель 7 загружает в него очередную деталь типа экран 18, выталкивая собранное изделие.
Формула изобретения
15
Автомат для сборки деталей, содержащий бункеры с питающи,1И лотками, сборочное устройство с захватом и толкатель, имеющий возлшжность взаимодействия с захватом, а также привод в виде кулачкового ва20 ла, отличающийся тем, что, с целью расширения технологических возможностей, автомат снабжен двумя вальцовочными головками, расположенными напротив друг друга, а сборочное устройство дополнительно снабжено оправкой, закрепленной на концах питающих лотков и и.меющей прямоугольные пазы на боковых поверхностях, при этом каждый из лотков снабжен нак; онпым соплом для подачи сжатого воздуха, размешенным у конца лотка, причем каждый нз упомянутых пазов имеет два участка различной глубины, связанных между собой наклонным участком, а. участок большей глубины соединен с питающим лотком, кроме того, вальцовочные головки размещены напротив участков меньпдей глубины каждого
35 из пазов.
25
30
/2
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный сборочныйАВТОМАТ | 1979 |
|
SU823063A1 |
| Автомат для сборки пластин коллек-TOPOB элЕКТРичЕСКиХ МАшиН B ТЕХНОлОги-чЕСКую ОбОйМу | 1979 |
|
SU838842A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для сборки резьбовых соединений | 1978 |
|
SU751565A1 |
| Устройство для групповой установки деталей типа заклепок в изделие | 1977 |
|
SU719854A1 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ АВТОМОБИЛЬНОГО КОМБИНИРОВАННОГО ШИПА ПРОТИВОСКОЛЬЖЕНИЯ | 2019 |
|
RU2725254C1 |
| Устройство для сборки роликовых подшипников | 1980 |
|
SU934066A1 |
| Автомат для сборки дюбелей с шайбами | 1991 |
|
SU1794004A3 |
| Устройство ориентированной подачидЕТАлЕй | 1979 |
|
SU831469A1 |
Изобретение относится к приборостроению и расширяет технологические возможности за счет возможности сопряжения и фиксации плоских деталей. Деталь - экран 18-из бункерного загрузочного устройства подается в захват 8, который затем перемещается вправо до упора в оправку 9. При подаче сжатого воздуха в наклонные сопла 15, 16 пластины 19 из питающих лотков 4, 5 попадают в пазы 13, 14 оправки 9, перемещаются вдоль них и заходят своими выступами в отверстия экрана 18. Далее захват 8 перемещается вправо так, чтобы выступы пластин 19 были расположены напротив вальцовочных головок. При этом пластины 19 перемещаются вдоль участков пазов 13, 14 меньшей глубины. Благодаря этому пластины 19 располагаются параллельно экрану 18. Движением навстречу друг другу вальцовочные головки фиксируют детали 18 и 19 между собой, после чего собранное изделие удаляется из автомата. 2 ил.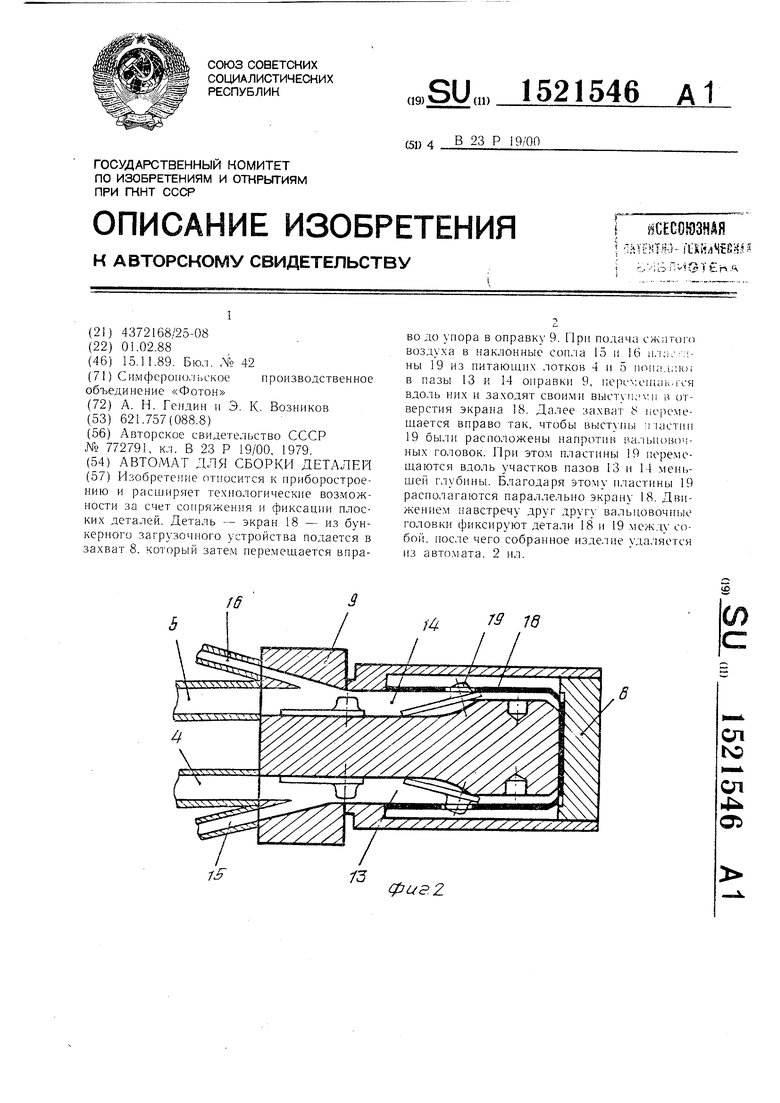
| Автомат для сборки деталей | 1979 |
|
SU772791A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
