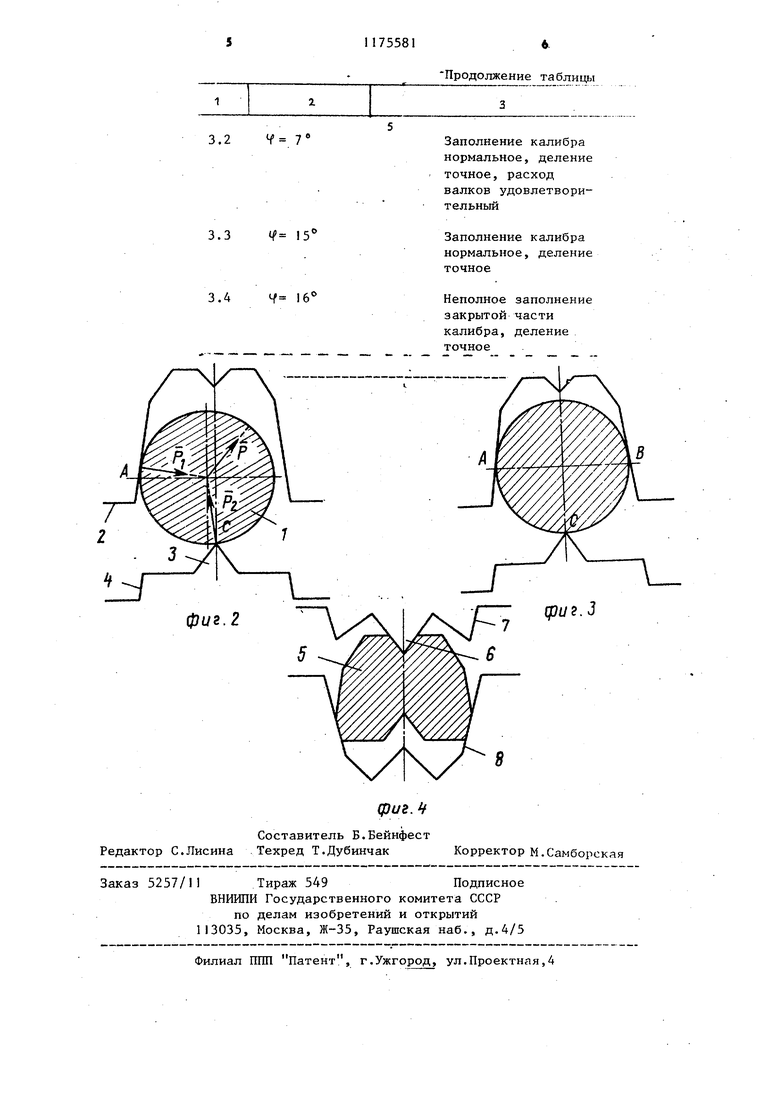
Изобретение относится к прок атному производству и может быть использовано для осуществления тех нологии двухручьевой прокатки на сортовых станах. Цель изобретения - улучшение ка чества прокатываемых профилей путе повышения точности формирования двухручьевого раската с равными по площади поперечного сечения частям На фиг,1 схематически изображен системы калибров валков для прокат сдвоенных квадратов и шестигранников из круга; на фиг. 2 и 3 - схема центрирования полосы круглого сечения на входе в первый калибр; на фиг.4 - момент входа полосы во второй калибр. Центрирование р,аската круглого сечения в закрытом калибре (фиг.1| происходит следующим образом. При задаче заготовки 1 в разрез закрытый калибр со смещением относительно его вертикальной оси симм рии (фиг.2) на входе в очаг деформ ции заготовка контактирует с валко 2 и гребнем 3 валка 4 в точках А и С.В точках контакта на заготовку 1 стороны валков 2 и 4 действуют нор мальные силы Р и Р. Результирующая сила Р Р г направляет полосу в закрытую часть калибра, г она надежно центрируется, контакти с боковыми стенками в точках А и В (фиг.З). Для обеспечения надежного центрирования круглой заготовки и выполнения геометрии профиля закры калибр 1 должен иметь следующие соотношения: Н Ь, + 0,65 DO; BKC - (1,08 - 1,15 ) DO; 4 7 - 15, где tij - высота разрезного гребня закрытой части калибра; Нц- высота калибра; DO - диаметр исходной круглой полосы; 8цс щирина открытой части калибра;tf- угол наклона боковых стено калибра (фиг.1 ). В таблице показано влияние рячличных факторов на процесс, прокатки круглой полосы в закрытом разрезном калибре. Исследование проводилось на лабораторном стане 140 на свинцовых образцах. В калибре раскат 5 с нанесенными на него канавками (фиг.4) центрируется разрезным гребнем 6 валка 7 и боковыми стенками ручья валка 8. Пример. Для опытно-промышленной двухручьевой прокатки арматурной стали № 12 на стане 250 Нижнесергинского металлургического завода разработана специальная калибровка, вкхюзчающая два закрытых разрезных калибра. Калибровка позволяет получить сдвоенные квадраты d 14,5 мм из круглого подката 35 мм. Первы закрытый калибр, в который задается заготовка круглого поперечного сечения, имеет следующие размеры: ширина открытой части В 38 мм, высота калибра Н 28 мм; высота разрезного гребня закрытой части li 3 5 мм; высота разрезного гребня . открытой часги о мм; выпуск калибра / 12. При этом выпуск калибра и высота гребня закрытой части fi- выбраны с учетом того, чтобы в момент захвата из условия центрирования заготовка соприкасалась только с боковыми стенками калибра и вершиной разрезного гребня открытой части. Проведенная по разработанной калибровке валков опытиопромьшшенная прокатка показала полную точность деления раската пополам в закрытых калибрах. При дальнейшей прокатке вплоть до операции разделения нарушения центровки раската не наблюдалось. Использование предлагаемого способа калибровки валков позволяет осуществить прогрессивную технологию двух4)учьевой прокатки на сортовых станах из круглой заготовки при производстве преимущественно арматурных профилей и тем самым повысить производительность этих станов.
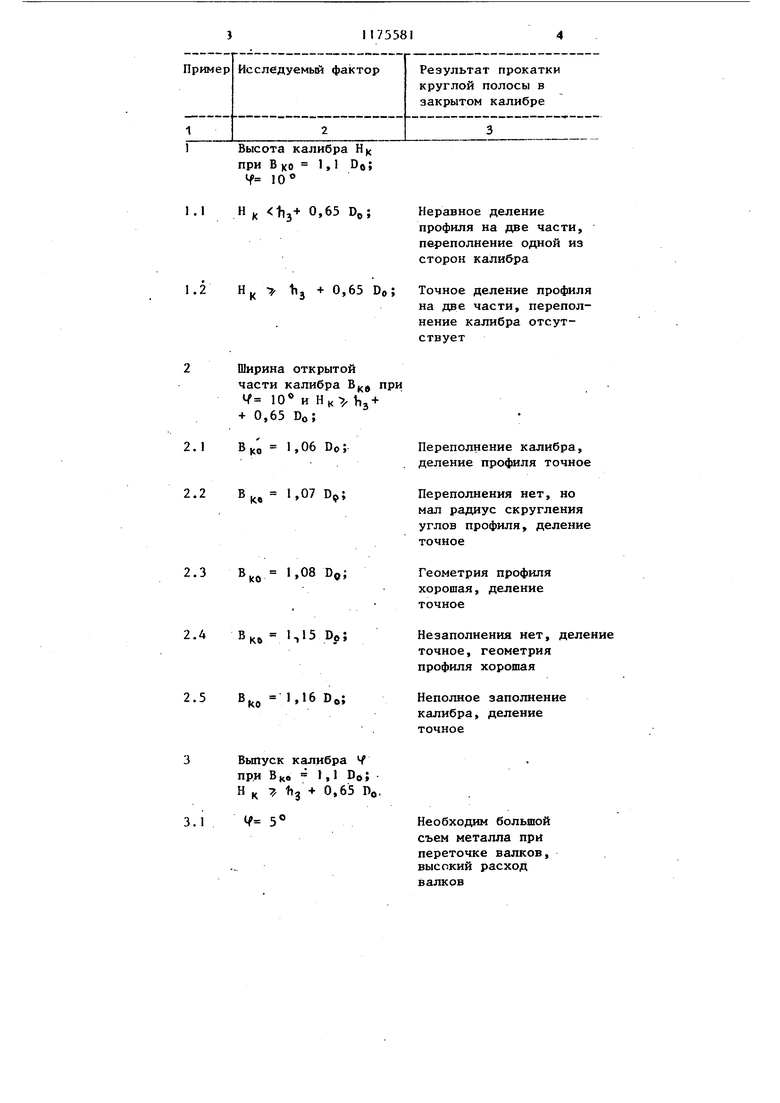
Пример
Исследуемый фактор
Результат прокатки круглой полосы в закрытом калибре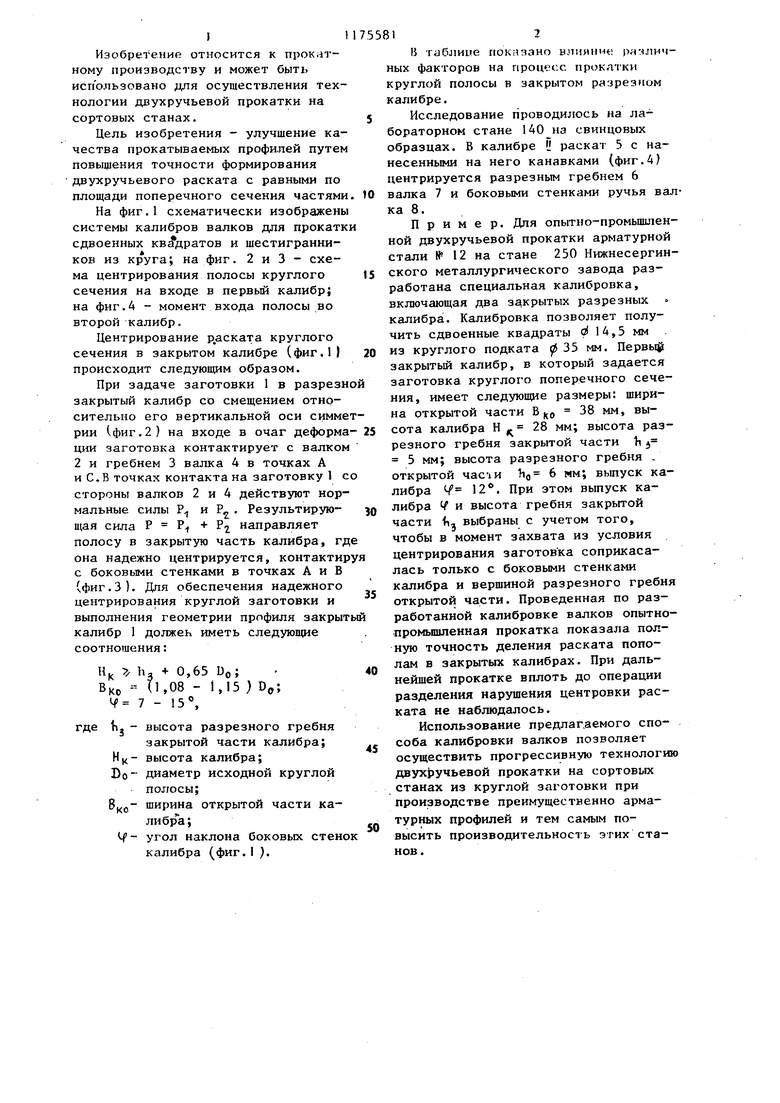
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1991 |
|
RU2019322C1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| Способ прокатки фасонных профилей | 1987 |
|
SU1503903A1 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1997 |
|
RU2152831C2 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВОГО ПРОКАТА | 2001 |
|
RU2201817C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2002 |
|
RU2210440C1 |
СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ ПРОФИЛЕЙ, включающий последовательное формирование из круглой заготовки двухручьевого раската в ряде калибров, включая разрезной, уменьшение толщины соединительной перемычки и ее разрушение, отличающийся тем, что, с целью улучшения качества прокатьшаемых профилей путем повышения точности формирования двухручьевого раската с равными по площади поперечного сечения частями, круглую заготовку задают непосредственно в разрезной калибр закрытого типа.
1 Высота калибра Нц при В хо 1,1 DO 4 10
Ширина открытой
части калибра Вщ при 10 и + + 0,65 DO;
В 0 1,06 DO;
9
ко
в.,„ 1,16 DO;
ko
Выпуск калибра Ч при Вцв 1,1 DO
К 3 О
W RO
Неравное деление профиля на две части, переполнение одной из сторон калибра
Точное деление профиля на две части, переполнение калибра отсутствует
Переполнение калибра, деление профиля точное
Переполнения нет, но мал радиус скругления углов профиля, деление точное
Геометрия профиля хорошая, деление точное
Незаполнения нет, делен точное, геометрия профиля хорошая
Неполное заполнение калибра, деление точное
Необходим большой съем металла при переточке валков, высокий расход валков
| Черновой калибр для многоручье-ВОй пРОКАТКи | 1979 |
|
SU804013A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ДЕТАЛЬ, СОДЕРЖАЩАЯ ПОКРЫТИЕ ДЛЯ ЗАЩИТЫ ПРОТИВ СОЕДИНЕНИЙ CMAS | 2016 |
|
RU2719964C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (Л ч СП СП 00 (54) | |||
