Изобретение относится к обработке металлов давлением, в частности к устройствам для гофрирования металлической лепты для теплообменников вращающихся теи- лоутилизаторов.
Цель изобретения - иовыщение качест- ,ва за счет получения гофр с прямоли- нейны.ми гранями и уменьшенны.м радиусом при верщине.
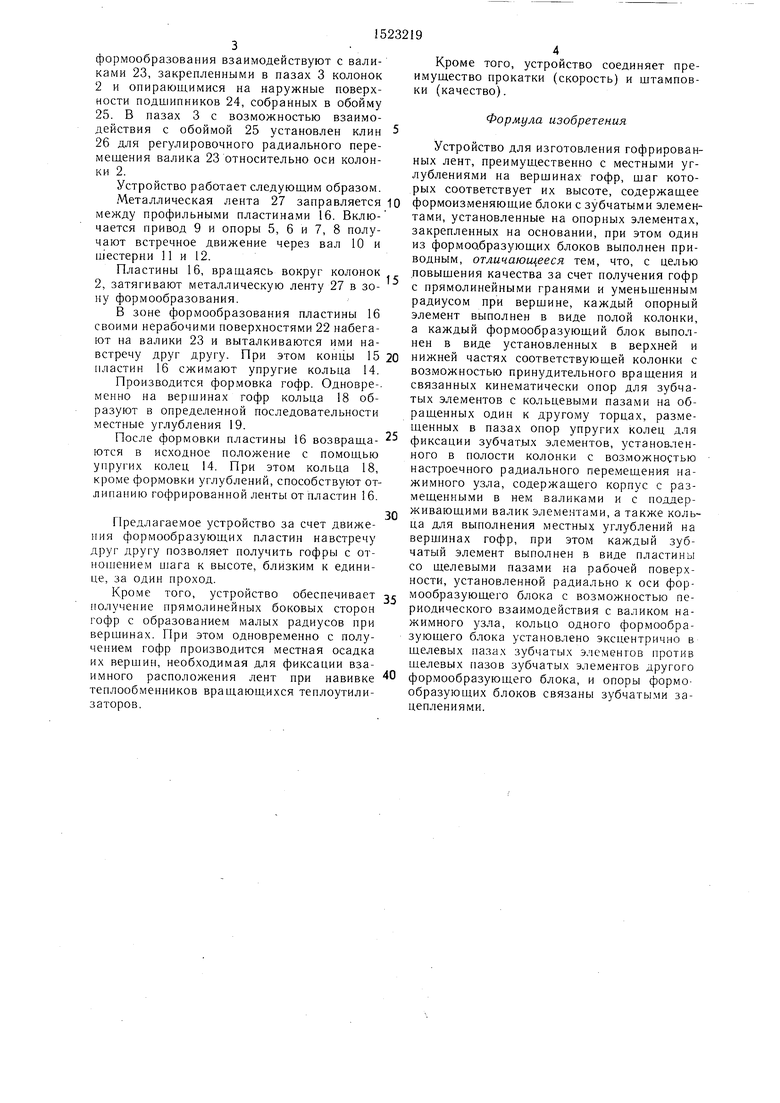
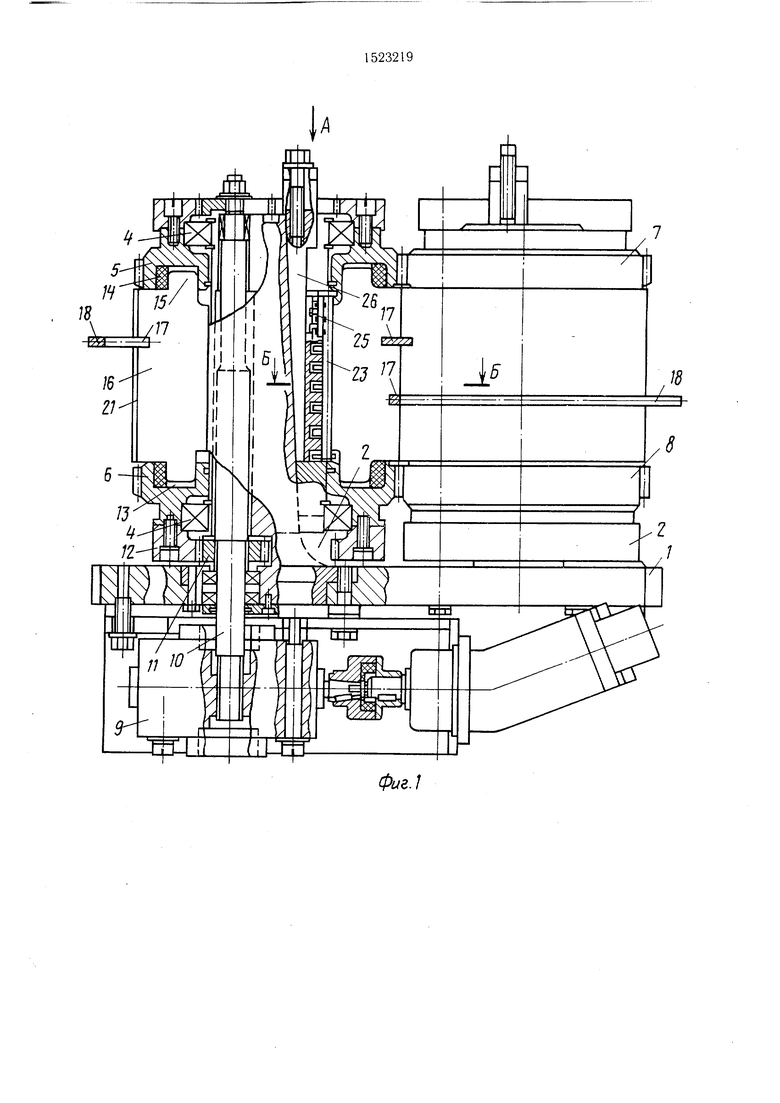
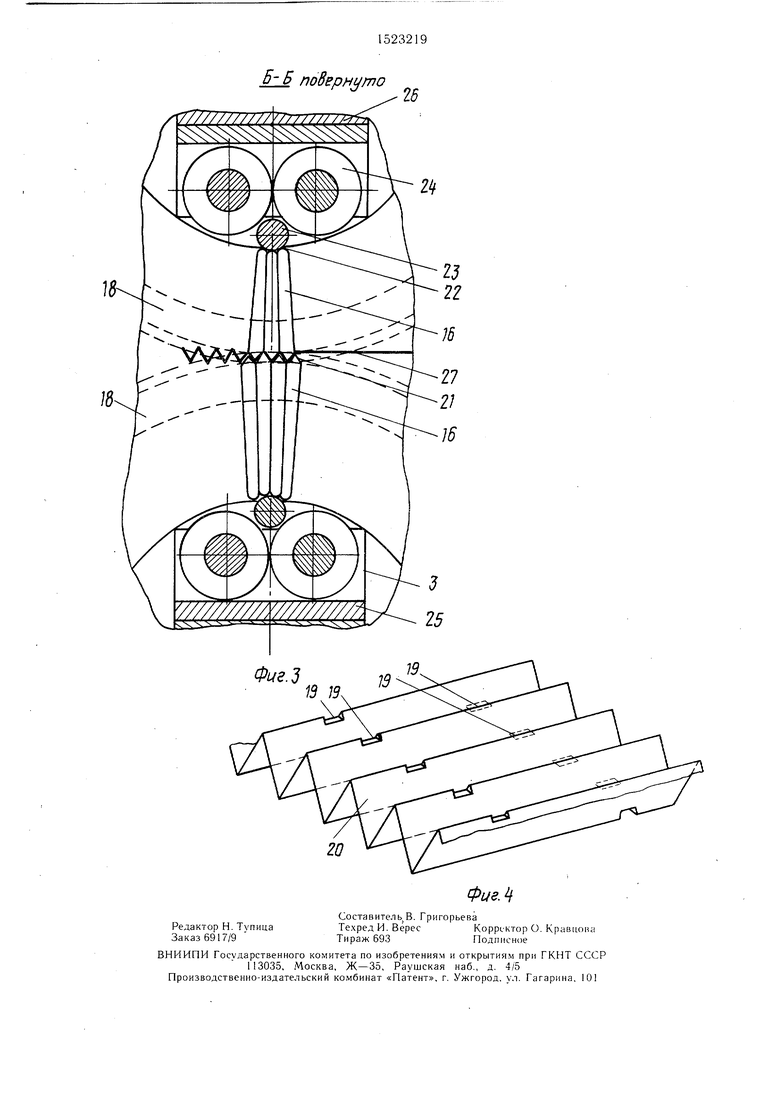
На фиг. 1 изображено устройство для изготовления гофрированных лент, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 разрез Б--Б на фиг. 1; на фиг. 4 - изделие.
Устройство .состоит из основания 1 и жестко закрепленных на нем двух колонок 2 с пазами 3. На каждой из колонок 2 в иоди ипниках 4 опиозитно установлены опоры 5, 6 и 7, 8 формообразующих блоков.
Опоры 5 и 6 установлены с возмож- ность - вращения от привода 9 через вал 10, шестерни И и 12 и последовательного зацепления с опорами 7 и 8.
Опоры 5, 6 и /, 8 вьц1о,1пены на торцах, обращенных один к другому с ко.п, цевыми паза.ми 13, в которых установлены упругие кольца 14, удерживающие копцы 15 зубчатых элементов в виде пластин 16. Последние имеют щелевые пазы, кот1)рыс образуют кольцевые канавки 17.
В канавках 17 формообразуюни1Х б.юков установлены ко,1ьца 18, внутренний диаметр которых больше наружных диаметров формообразующих блоков из условия сборки устройства.
Кольца 18 каждого формообразующе1 о блока расположены в разных плоскостях нротив канавок на соседних блоках и c, жат для образования местных углуб;1еип| 19 на верцщпах гофр 20 в определенной последовательности.
Рабочие поверхности 21 пластин 16 обоих фор.мообразующих блоков имеют профиль изготовляемой ленты 20 и на позиции формообразования находятся в зацеп.:|ении.
Нерабочие поверхности 22 пластип 16обо- их формообразующих блоков на позиции
сд
со Ю
со
формообразования взаимодействуют с валиками 23, закрепленными в пазах 3 колонок 2 и опирающимися на наружные поверхности подшипников 24, собранных в обойму 25. Б пазах 3 с возможностью взаимодействия с обоймой 25 установлен клин 5 26 для регулировочного радиального перемещения валика 23 относительно оси колонки 2.
Устройство работает следующим образом.
Кроме того, устройство соединяет преимущество прокатки (скорость) и штамповки (качество).
Формула изобретения
Устройство для изготовления гофрированных лент, преимущественно с местными углублениями на вершинах гофр, щаг которых соответствует их высоте, содержащее
Металлическая лента 27 заправляется ю формоизменяющие блоки с зубчатыми элеменмежду профильными пластинами 16. Включается привод 9 и опоры 5, 6 и 7, 8 получают встречное движение через вал 10 и шестерни 11 и 12.
Пластины 16, вращаясь вокруг колонок 2, затягивают металлическую ленту 27 в зону формообразования.
В зоне формообразования пластины 16 своими нерабочими поверхностями 22 набегают на валики 23 и выталкиваются ими натами, установленные на опорных элементах, закрепленных на основании, при этом один из формообразующих блоков выполнен приводным, отличающееся тем, что, с целью повыщения качества за счет получения гофр с прямолинейными гранями и уменьшенным радиусом при верщине, каждый опорный элемент выполнен в виде полой колонки, а каждый формообразующий блок выполнен в виде установленных в верхней и
тами, установленные на опорных элементах, закрепленных на основании, при этом один из формообразующих блоков выполнен приводным, отличающееся тем, что, с целью повыщения качества за счет получения гофр с прямолинейными гранями и уменьшенным радиусом при верщине, каждый опорный элемент выполнен в виде полой колонки, а каждый формообразующий блок выполнен в виде установленных в верхней и
встречу друг другу. При этом концы 15 20 нижней частях соответствующей колонки с пластин 16 сжимают упругие кольца 14. возможностью принудительного вращения и Производится формовка гофр. Одновре-. связанных кинематически опор для зубча- менно на вершинах гофр кольца 18 образуют в определенной последовательности местные углубления 19.
тых элементов с кольцевыми пазами на обращенных один к другому торцах, размещенных в пазах опор упругих колец для
После формовки пластины 16 возвраща- 25 фиксации зубчатых элементов, установленКроме того, устройство соединяет преимущество прокатки (скорость) и штамповки (качество).
Формула изобретения
Устройство для изготовления гофрированных лент, преимущественно с местными углублениями на вершинах гофр, щаг которых соответствует их высоте, содержащее
формоизменяющие блоки с зубчатыми элементами, установленные на опорных элементах, закрепленных на основании, при этом один из формообразующих блоков выполнен приводным, отличающееся тем, что, с целью повыщения качества за счет получения гофр с прямолинейными гранями и уменьшенным радиусом при верщине, каждый опорный элемент выполнен в виде полой колонки, а каждый формообразующий блок выполнен в виде установленных в верхней и
0 нижней частях соответствующей колонки с возможностью принудительного вращения и связанных кинематически опор для зубча-
нижней частях соответствующей колонки с возможностью принудительного вращения и связанных кинематически опор для зубча-
тых элементов с кольцевыми пазами на обращенных один к другому торцах, размещенных в пазах опор упругих колец для
фиксации зубчатых элементов, установлен
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных лент для теплообменников | 1983 |
|
SU1106565A1 |
| Устройство для окончательного формообразования гофрированной ленты | 1982 |
|
SU1082519A1 |
| Устройство для изготовления гофрированных пластин теплообменников | 1981 |
|
SU959871A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272710C1 |
| Механизм гофрирования рулонного материала | 1975 |
|
SU582996A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ ИЗ РАСШИРЕННОГО ГРАФИТА | 1996 |
|
RU2126107C1 |
| Устройство для гофрирования ленты | 1990 |
|
SU1779435A1 |
| Устройство для изготовления деталей | 1974 |
|
SU639632A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ С ГОФРАМИ, РАСПОЛОЖЕННЫМИ В ШАХМАТНОМ ПОРЯДКЕ | 2008 |
|
RU2363556C1 |
| Устройство для изготовления сотовых блоков | 1975 |
|
SU616013A1 |
Изобретение относится к обработке металлов давлением и, в частности к гофрированию металлической ленты для теплообменников вращающихся теплоутилизаторов. Цель - повышение качества за счет получения гофров с прямолинейными гранями и уменьшенным радиусом при вершине. На полых колоннах установлены формообразующие блоки, состоящие из опор для пластин с профилированным торцом, зафиксированных упругими кольцами, и регулируемого нажимного узла для периодического ввода пластин в рабочее положение. Опоры соединены кинематически и обеспечивают вращение формообразующих блоков. Кроме гофрирования устройство обеспечивает получение местных углублений на вершинах гофр с помощью колец, установленных в щелевых пазах на рабочих торцах пластин. 4 ил.
ются в исходное положение с помощью упругих колец 14. При этом кольца 18, кроме формовки углублений, способствуют отлипанию гофрированной ленты от пластин 16.
30
Предлагаемое устройство за счет движения формообразующих пластин навстречу друг другу позволяет получить гофры с отношением шага к высоте, близким к единице, за один проход.
Кроме того, устройство обеспечивает 35 сообразующего блока с возможностью пе- получение прямолинейных боковых сторон риодического взаимодействия с валиком на- -офр с образованием малых радиусов прижимного узла, кольцо одного формообразующего блока установлено эксцентрично в щелевых пазах зубчатых элеменгов против
ного в полости колонки с возможностью настроечного радиального перемещения нажимного узла, содержащего корпус с размещенными в нем валиками и с поддерживающими валик элементами, а также коль ца для выполнения местных углублений на вершинах гофр, при этом каждый зубчатый элемент выполнен в виде пластины со щелевыми пазами на рабочей поверхности, установленной радиально к оси форвершинах. При этом одновременно с получением гофр производится местная осадка их вершин, необходимая для фиксации взаимного расположения лент при навивке теплообменников вращающихся теплоутили- заторов.
щелевых пазов зубчатых элементов другого 40 формообразующего блока, и опоры формообразующих блоков связаны зубчатыми зацеплениями.
0
ного в полости колонки с возможностью настроечного радиального перемещения нажимного узла, содержащего корпус с размещенными в нем валиками и с поддерживающими валик элементами, а также кольца для выполнения местных углублений на вершинах гофр, при этом каждый зубчатый элемент выполнен в виде пластины со щелевыми пазами на рабочей поверхности, установленной радиально к оси форщелевых пазов зубчатых элементов другого 40 формообразующего блока, и опоры формообразующих блоков связаны зубчатыми зацеплениями.
фиг.1
Вид А повернуто
фые.г
5- Б поЗврн то
фцг.д79
13 Ю.
20
| Устройство для окончательного формообразования гофрированной ленты | 1982 |
|
SU1082519A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
