11
Изобретение относится к изготовлению арматурных каркасов, в частности безнапорных железобетонных труб.
Целью изобретения является обес- печение возможности одновременного изготовления арматурных каркасов различных:диаметров.
На фиг. 1 показана установка (положение каретки перед зарядкой продольными стержнями), общий вид; на фиг. 2 - положение каретки в процессе изготовления каркасов.
Установка состоит из неподвижной 1, дополнительной подвижной 2 опоры и каретки 3. Опора 1 состоит из рамы 4, вращающейся планшайбы 5, обечайки 6 и сварочного устройства 7, :закреш1енного на раме 4. Планшайба 5 имеет отверстия 8, расположенные по окружности под продольные стержни 9 внутреннего каркаса.
Опора 2, размещенная между опорой 1 и кареткой 3, состоит из планшайбы 10с отверстиями 11 под продольные стержни 9 и обечайки 12, на которой закрепляют продольные стержни 13 наружного каркаса. Каретка 3 состоит из планшайбы 14 с отверстиями 15 для продольных стержней 13, обе- чаек 16 и 17 и сварочного устройства 18, установленного на каретке 3. Вращение планшайбы 14 осуществляется от привода 19, а перемещение карет- . ки 3 - от привода 20.
Установка работает следующим об- .
Каретку 3 вплотную подводят к опоре 2. Оператор вставляет продольные стержни 9 в отверстия 8 и 11, концы которых закрепляет на обечай- .ке 16. После этого оператор вставляет продольные стержни 13 в отверстия 15 и их концы закрепляет на обечайке 12. К продольным стержням 9 и 13 в зону сварочных устройств 7 и 18 соответственно подводят поперечную
312
проволоку 21 и 22 из двух бухт (бухты условно не показаны).
Электрод сварочного устройства 7 подводят под пересечение стержня 9 и проволоки 21, а электрод сварочного устройства 18 - под пересечение стержней 13 и проволоки 22, после чего включают приводы 19 и 20 и подают напряжение на электроды.
При перемещении каретки 3 с одно- временныу вращением планшайб 5, 10 и 14 происходит намотка по спирали проволоки 21 на стержни 9 и проволоки 22 на стержни 13 с одновременной сваркой пересечений электродами сварочных устройств 7 и 18, после чего один каркас относительно другого закрепляют между собой и готовый двойной каркас снимают со станка.
Формула изобретения
Установка для изготовления арматурных каркасов железобетонных изделий, включающая неподвижную с отверстиями для пропуска продольных арматурных стержней и подвижную опоры с планшайбами для крепления и сварки стержней со спиральной арматурой и сварочное устройство, отличающаяся тем, что, с целью обеспечения возможности одновременного изготовления арматурных каркасов различных диаметров, установка снабжена дополнительной неподвижной опорой с Планшайбой, имеющей отверстие для пропуска арматурного каркаса меньшего диаметра, и обечайкой для крепления продольных арматурных стержней каркаса большего диаметра, а планшайба подвижной опоры выполнена с отверстиями для их пропуска и снабжена сварочньнч устройством и обечайкой для сварки арматурного каркаса большего диаметра, причем дополнительная неподвижная опора смонтирована между основной неподвижной и подвижной опорами.
.18 V 16
15
/3
Составитель Ю.Мабо Редактор С.Патрушева - Техред В.Кадар
Заказ 7617/34
Тираж 666Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 11303.5, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.1
Корректор И.Муска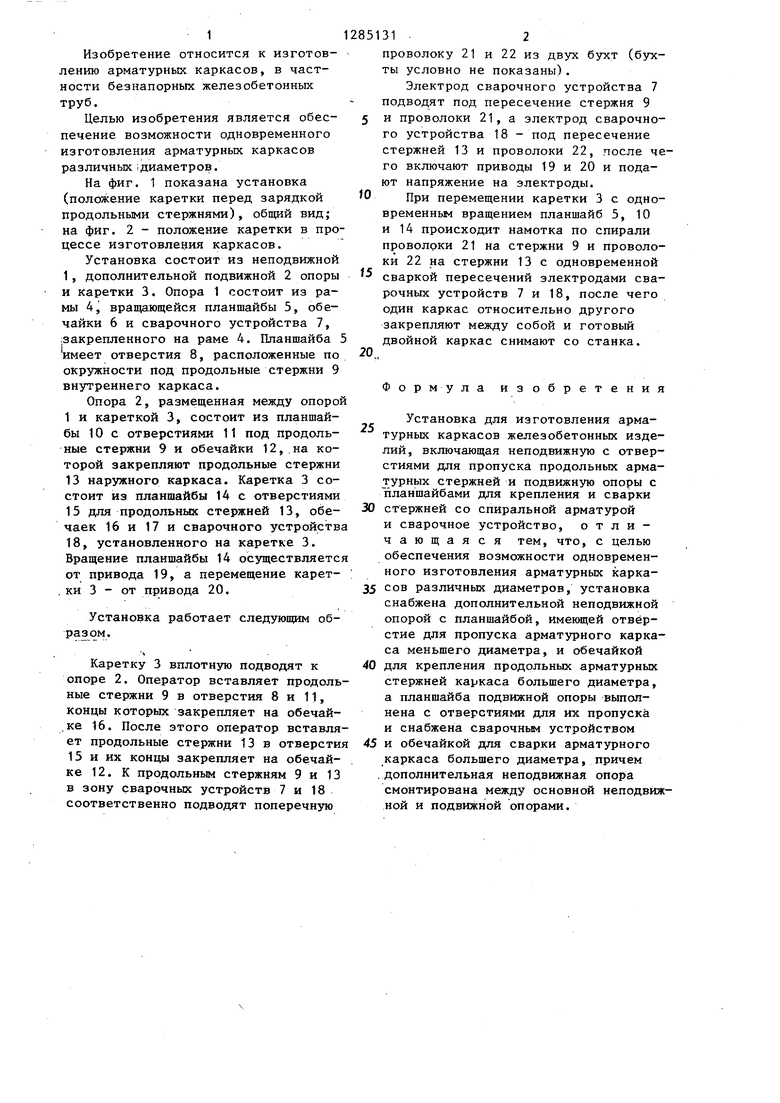
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления арматурных каркасов железобетонных изделий | 1987 |
|
SU1435734A2 |
| Установка для изготовления арматурных каркасов | 1990 |
|
SU1783098A1 |
| Установка для изготовления арматурных каркасов железобетонных изделий | 1986 |
|
SU1333754A2 |
| Станок для изготовления арматурных каркасов | 1971 |
|
SU530937A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1669664A1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| Установка для изготовления арматурных каркасов труб | 1985 |
|
SU1298324A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
Изобретение относится к строительству. Цель - обеспечение возможности одновременного изготовления арматурных каркасов различных диаметров. Установка включает неподвижную 1 и подвижную 2 опоры с отверстиями для пропуска стержней, каретку 3. Опора 1 состоит из рамы 4, вращающейся планшайбы 5, обечайки 6 и сварочного устройства 7. Устройство содержит дополнительную опору 2, размещенную между опорой 1 и кареткой 3. Опора 2 имеет планшайбу 10 с отверстиями 11 под продольные стержни 9 и обечайки 12 для крепле- ния стержней 13 наружного каркаса. Каретка 3 состоит из планшайбы 14 с отверстиями для стержней 13, обечаек 16 и 17 и сварочного устройства 18. При перемещении каретки 3 с одновременным вращением планшайб 5, 10 и 14 происходит намотка по спирали проволоки 21 на стержни 9 и проволоки 22 на стержни 13с одновременной сваркой пересечений стержней. Затем один каркас закрепляют относительно другого, получая готовый двойной каркас. 2 ил. JS (Л Фиг. 2
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 0 |
|
SU302460A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Авторское свидетельство СССР | |||
| Станок для изготовления арматурных каркасов железобетонных труб и тому подобных изделий | 1956 |
|
SU137658A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
